
نبذة مختصرة
ساهم مصنعو الحاويات بخبرتهم في تحسين المعدات التي يقدمها السوق. في حالة آلات لحام الهيكل كان الأمر كذلك. هنا تنعكس التحسينات المدمجة في دائرة الأسلاك النحاسية في هذه الآلات.
خلفية
تحتوي آلات اللحام الحديثة على دائرة أسلاك نحاسية جيدة التصميم إلى حد ما ، والتي عادة ما تكون غير مشكلة. ليس هذا هو الحال مع الجيل الأول من الآلات الأوتوماتيكية – منذ “70” و “80” سنة من القرن الماضي – لا يزال الكثير منها ، محدثًا إلى حد ما ، قيد التشغيل. في العديد من الطرز ، مثل Soudronic SBW أو ABM أو FBB ، تسببت الدوائر الأصلية للسلك النحاسي في قيود معينة على الجودة في لحام جسم الحاوية.
لقد كان مصنعو العبوات ، بناءً على تجاربهم في عملية التصنيع ، هم الذين أدخلوا تدريجياً تحسينات مهمة عليهم ، من أجل القضاء على مشاكل الجودة. من بين هؤلاء المصنّعين ، تميز فريق الخبراء من Carnaud-France ، الذين كانوا من بين أول من ساهم في إحراز تقدم كبير في تقنية الجندي ، مع التركيز على الآلات الأوتوماتيكية بمعدل إنتاج معين. من بين هؤلاء الخبراء ، سلط الضوء على “المعرفة” الجيدة لكلود رينارد ، الذي أدخل تطورات كبيرة في هذه التقنية. هذا العمل هو نتيجة علمه.
آلات اللحام هي آلات تدوم طويلاً ، نظرًا لتصميمها وتشغيلها ، لا توجد أجزاء كثيرة فيها عرضة للحركة ، وبالتالي للاحتكاك والتآكل. لذلك ، مع الصيانة المناسبة ، يمكن أن تظل “نشطة” لسنوات عديدة. هذا هو الحال اليوم مع النماذج المذكورة أعلاه ، وتحافظ العديد من الوحدات على تصميمها الأصلي ، وبالتالي فإن التحسينات التي سنشير إليها لم تفقد أهميتها.
تحسينات في دائرة أسلاك النحاس
الدوائر الأولى للآلات المذكورة أعلاه لها عيب في التسخين المفرط للأقطاب ، أي السلك. نتج عن ذلك سلسلة من المشكلات على الحاوية وعلى الجهاز ، مثل:
– وجود نتوءات داخل الحاوية ناتجة عن طرد المعدن المنصهر من اللحام.
– تسرب في مانع التسرب ناتج عن كسر الحافة في منطقة اللحام.
– التسخين المفرط لأجزاء معينة من الماكينة ، مثل دائرة الأسلاك ، ذراع اللحام ، الحزم ، التاج …
– الحرارة الزائدة في الوصلة الملحومة للحاوية ، مما تسبب في كسرها في اختبار التمزق.
– عمر قصير لعجلات اللحام.
قبل الاستمرار في قراءة هذا المقال ، نوصي غير المبتدئين بقراءة الأعمال التالية المنشورة على هذا الموقع:
– “الفواصل” في اللحام والتحكم المجهري
– سلك نحاس
سيسمح لهم استيعابهم بمتابعة التعليقات التي سنقدمها أدناه دون صعوبة.
كانت التحسينات التي تم إجراؤها على الدائرة في الأساس اثنين:
1º. – تغيير تسلسل الطريق. على سبيل المثال ، في حالة آلة اللحام من النوع FBB ، في الإصدار الأصلي من الماكينة ، تم تمرير الأسطوانة العلوية (الخارجية) أولاً ثم السفلية (الداخلية). انظر الشكل رقم 1.
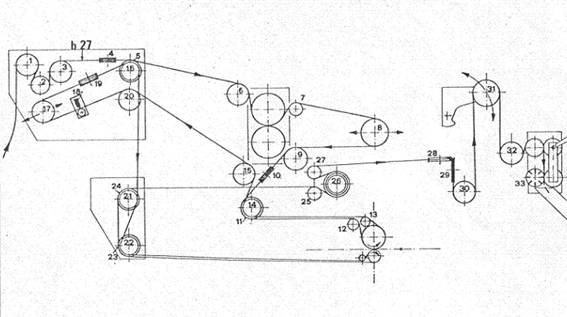
الشكل رقم 1: دارة الأسلاك النحاسية الأصلية في ماكينة لحام Soudronic FBB
على العكس من ذلك ، في الدائرة المعدلة ، تم عكس الترتيب ، مروراً بالدائرة السفلية أولاً. انظر الشكل رقم 2. يكمن تفسير هذا التغيير في حقيقة أن الأسطوانة السفلية أكثر أهمية وحساسية من الأسطوانة العلوية لعدة أسباب:
– صغر حجمه يجعله يشتت الحرارة أسوأ ويزيد سخونة.
– يبرد بشكل أسوأ ، بسبب صعوبة التهوية والوصول إليه ، حيث يتم تثبيته داخل ذراع اللحام.
– يرتدي أكثر لأن قطره أصغر وبالتالي يعطي عددًا أكبر من الثورات لكل وحدة زمنية.
كل هذا يؤثر على جودة اللحام. لذلك من الملائم أن يصل الخيط إلى هذه الحزم باردًا قدر الإمكان وفي أفضل الظروف الميكانيكية. يتم تحقيق ذلك من خلال إعطائه الأفضلية عند وصول الخيط ، حيث سيستقبل ذلك فقط المدخلات الحرارية الناتجة عن التنميط.
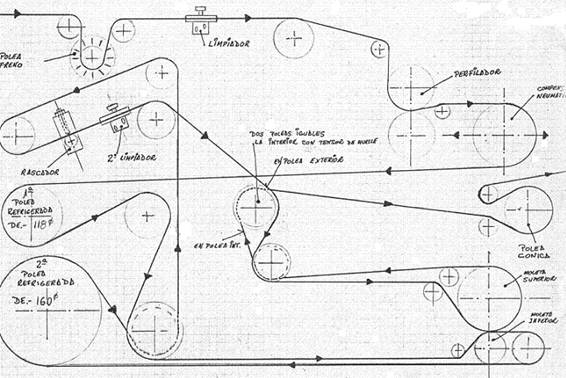
الشكل 2: دارة الأسلاك النحاسية المعدلة في آلة لحام Soudronic FBB
2º. – أدخل بكرة مبردة ذات قطر كبير عند مخرج البكرة السفلية. كما يتضح من الشكل 2 ، يدور السلك ، محتضنًا بالكامل بكرة ثانية بقطر 160 ملم ، أكبر من الأولى بقطر 118 ملم. كما يتضح من الرسم التخطيطي ، يعمل تبريد البكرة مقاس 118 مم على السلك بعد تحديده ، وقبل دخول الحزم السفلي. 160 ملم يعمل على الخط بعد الخروج من الحزم السفلي.
يحقق هذا تبريدًا قويًا للغاية للسلك ، مما يعني انخفاض درجة الحرارة فيه خلال بقية مساره. يقارن الجدول التالي درجات حرارة السلك على طول مساره ، في نسخته الأصلية وفي النسخة المعدلة مع تغيير في التسلسل وإضافة بكرة مبردة.
نقطة التحكم الدائرة الأصلية. دارة معكوسة
بكرة تبريد. اثنين من بكرات التبريد.
مدخل سلك غير جانبي (درجة الحرارة المحيطة) 24 درجة مئوية 24 درجة مئوية
مخرج ملف التعريف 52 درجة مئوية 52 درجة مئوية
ضياء مدخل البكرة المبردة. 118 ملم 52 درجة مئوية
اخرج من 32 درجة مئوية
مدخل بكرة اللحام السفلية 52 درجة مئوية و 32 درجة مئوية
الإخراج ““ 265º C 240ºC
ضياء مدخل البكرة المبردة. 160 مم 240 درجة مئوية
الإخراج “” 80 درجة مئوية
مدخل أسطوانة اللحام العلوية 245 درجة مئوية و 98 درجة مئوية
خرج اللحام العلوي 185 درجة مئوية 91 درجة مئوية
في الحالة الثانية ، يمكن ملاحظة انخفاض درجات الحرارة عند مدخل بكرتي اللحام بالنسبة إلى الأولى. قطر البكرة المبردة 118 ملم. يخفض درجة الحرارة من 52 إلى 32 درجة مئوية ودرجة الحرارة 160 من 240 إلى 80 درجة مئوية.
تولد هذه التعديلات المزايا التالية:
أ- إلغاء الإسقاطات. هو الرئيسي. يتم ترك الجزء الداخلي من اللحام بدون نتوءات وبالتالي بدون معدن مكشوف.
ب- تجنب التسريبات. تختفي مشكلة الرموش المتشققة عمليا ، حتى مع علب الصفيح المغلفة للغاية.
ج – درجة حرارة ثابتة. قبل وضع هذه التحسينات موضع التنفيذ ، مع تقدم يوم العمل ، كان من الضروري زيادة قيمة مقياس الجهد الحالي الدقيق ، على الأقل في قسمين أو ثلاثة أقسام. بعد ذلك يتم الاحتفاظ بنفس الإعداد.
د – اللحام بطاقة أقل. مع هذا التعديل ، لوحظ أن مقياس الجهد يمكن تعديله أقل من ذي قبل ، مع توفير طاقة تقديري يعادل 3 أقسام من مقياسه.
ه.- يطيل عمر الحزم. يتضاعف متوسط عمر الحزم السفلي تقريبًا ويزيد الجزء العلوي بنسبة 40٪.
كل هذه التحسينات لها نفس الأصل: درجة حرارة حبة اللحام أقل بكثير من ذي قبل ، خاصة على وجهها الداخلي. لذلك فهو يمنحها مرونة أكبر. يتم التحقق من ذلك من خلال اختبار المسيل للدموع. في الظروف الأصلية للآلة ، حدث كسر اللحام دائمًا تقريبًا في هذا الاختبار ، وفي الحالات الجديدة كان سليمًا تمامًا.
هناك إمكانية لإجراء تحسين ثالث ، وهو تمرير السلك عبر غلاف اللحام الخارجي – العلوي – في نفس الموضع كما في الجزء السفلي. وهذا يعني أنه يتم تقديم نفس الوجه لملفه الإهليلجي إلى اللحام ، وبالتالي نفس وجه التلامس الذي كان له مع حزمة اللحام السفلية. يتم تحقيق ذلك عن طريق تدوير السلك 180 درجة ، أي بلفه نصف دورة ، بعد المرور عبر الكاشطة والمنظف الثاني وقبل الوصول إلى عجلة اللحام العلوية – أو العجلة.
الهدف من هذا التغيير هو إطالة عمر البكرة العلوية ، من خلال تقديم سطح سلك نظيف عليها دائمًا دون تلوث بالقصدير ، وتجنب التأثير الكاشطة على الحلق. تعد الزيادة في عمر العجلة العلوية ملحوظة ، على الرغم من إظهار الوجه الآخر الملوث للسلك إلى اللحام مرة أخرى – نظرًا لأنه يستخدم عند ملامسة القصدير أثناء مروره عبر العجلة السفلية – فإنه يوفر عيوبًا طفيفة إليها من الخارج. ومع ذلك ، فإن اللحام على وجهه الخارجي يكون دائمًا أقل أهمية من اللحام على الوجه الداخلي.
هذا التحسين الثالث له آراء متضاربة ، فهناك من يعتقد أنه ليس ميزة كبيرة. يتعلق الأمر بالاختبار في كل حالة وتقييم النتائج شخصيًا.
 السيطرة على الرطوبة في مستودعات التعبئة والتغليف
السيطرة على الرطوبة في مستودعات التعبئة والتغليف
 فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة. الجزء 2
فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة. الجزء 2
 ملف تعريف أحزمة اللحام
ملف تعريف أحزمة اللحام
 “كوماس” في اللحام والتحكم الميكروغرافي
“كوماس” في اللحام والتحكم الميكروغرافي
 تحميل الورنيش الداخلي في اللحام الكهربائي
تحميل الورنيش الداخلي في اللحام الكهربائي
 لحام مقاومة مع بكرات
لحام مقاومة مع بكرات
 تحسينات في آلات اللحام
تحسينات في آلات اللحام
 لماذا لا يمكن لحام مادة TFS؟
اللحام الكهربائي
لماذا لا يمكن لحام مادة TFS؟
اللحام الكهربائي
 تحسينات على وحدة تغذية ورقة
تحسينات على وحدة تغذية ورقة



0 Comments