
但是什么是“逗号”,我们将尝试简洁地解释它,因为在罐缝中应用电焊所基于的理论并不是在这项工作中发展的。
电流通过罐体连接边缘的重叠区域会引起点状加热,这会导致属于两个边缘的金属熔化。
这些点实际上呈“扁豆”形状 或细长的“透镜”,当加热至熔化时,由于热的作用而膨胀。
上部(或外部)焊辊的压力必须能够抵消熔融金属的膨胀应力。 如果此压力很弱,则熔融金属会以凸起或喷射的形式向焊缝外部逸出。 这是焊缝中存在重要缺陷的原因,因为当金属冷却时,从焊缝中排出的金属部分将在内部丢失,从而在焊缝中产生小的空隙。
为了更好地理解这种现象,让我们更详细地研究由焊接电流产生的点内部产生的热状态。 参见图A:“焊接点”
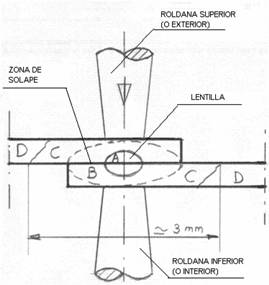
焊接点
此时,可以区分以下几个方面:
-A区:它是该点的核心,它位于垂直线的交点-标记电流通过的方向-与水平线-身体边缘的接触面积。 在该区域中,金属熔化达到约1500ºC的温度。
-B区:环绕前一个区。 其中的金属在约1000ºC的温度下呈糊状。
-区域C:位于边缘重叠开始的位置。 热的。
-区域D:与重叠部分相邻的身体部位。 在室温下。
因此,温度梯度在不到3 mm的距离内从环境温度升至1500ºC。
焊接电流的通过(每点一次)的中断标志着“透镜”的冷却开始,温度突然下降。
因此,我们进入冷却阶段。 在重要的冷却物质中发现了熔融金属“透镜”,该物质由以下物质组成:
– 焊接零件(容器的主体)
– 电极。 冷却的焊轮。
这会导致快速的热变化,导致结晶收敛到该点的中心:
– D区=结构不变。
– C区=晶粒尺寸减小
– 区域B和A =出现较小的晶体。
这是焊接的关键时刻。 如果没有正确进行加压冷却,则会出现焊接缺陷,例如凸起的出现 或外部驱逐-参见下面的照片-以及所有上面的内部“气孔”,由于其构造而被称为“逗号”,因为它们具有此正字符号的弯曲形状。 这些突起朝向区域A的熔融金属的外部出射,并且位于重叠的步骤中。 “逗号”位于焊缝的中心,区域A和 它们是冷却时的金属卡盘,可能是由于缺乏-由于突起-或由于不正确的冷却导致固化不良。
焊缝中的喷出
“逗号”的出现非常危险,因为它是焊缝内部的一个小孔,存在很高的泄漏风险。 因此,它们是不可见的,几乎总是不被注意到的缺陷。 有必要进行某种复杂性的测试,并且还需要某些实验室设备来显示它们。 我们继续详细说一下测试:
测试目的
检测电气焊接中的严重事故,而经典的机械测试未发现这些事故,例如“逗号”。
样品制备
1.-从已经焊接的罐身开始,沿管子在15毫米处切两个切口,以隔离接缝。缝的一侧和另一侧。
2.-除特殊情况外,消除接缝的上部和下部(距边缘8毫米)。
3.-垂直于接缝切割3毫米样品。宽,在管子的入口,中间和出口。
4.-拉直它们,然后将其末端向内弯曲。
5.-进行纵向切割。 2至3厘米。根据模具,并3毫米。宽的。 以与横截面相同的方式弯曲它。 用内侧的焊缝切齐。 在120砂纸上打磨将使您能够到达大腿的中心。
(纵向切割比横向切割更精细。但是,在搜索“逗号”时更可取)。
用过的材料
-剪刀剪锡和钳子。
-120、400、1200(或600)级抛光台和砂纸。 -支持(大理石)。
-脱模剂。
-模型粘贴和Technovit树脂或类似的两个组件。
-双眼或轮廓镜投影仪在Episcopia(x 50或x 100)中。
结壳
-选择平坦,光滑且坚固的表面作为支撑(例如:2厘米厚的大理石或玻璃板)。
-选择3到4厘米的金属或塑料圆筒作为模具。直径2厘米。高的。
-用气溶胶型LUBORSIL(脱模剂)润滑模具和支座,否则,任何油腻的产品。
-通过用造型胶包裹模具的底部来确保其密封。
-将样品放在模具中心的大理石上。
树脂的制备
-根据产品使用说明中的指示,将其两种成分倒入容器中并混合。
-将树脂小心地倒入模具中,注意不要移动样品。
-让它凝固。
打磨
-在支架上排列砂纸带。
-在整个打磨操作过程中,要让水连续流走。
-在同一张纸上,始终沿相同方向打磨。 更改纸张等级时,将样品旋转90º和沙土,直到之前的打磨产生的条纹消失。
-用双筒望远镜(或线计数器)检查抛光状态。
抛光和发达
-用以下成分组成的试剂在嵌体的表面上覆盖(您也可以将样品浸入试剂中)。
-保持联系5至10分钟。 该试剂可抛光金属表面并露出晶体。
-先用水清洗,再用酒精清洗。
-擦干。
-观察投影机。 如果有逗号,将不胜感激。
观察结果
最小放大倍率:50x
如果抛光不足:重新抛光。
抛光剂的制备
解决方案: 草酸30%: 40克
蒸馏水: 500毫升
文字: 1滴。
解决方案B: 30%过氧化氢: 70英里
蒸馏水: 500毫升
浓硫酸: 3滴。
在使用时,将一定体积的A与一定体积的B混合。这两种溶液可以在密闭的瓶子中保存几天。
最后评论
上述检查需要一定的准备,因为它很慢,只能进行以检验对焊接机正在执行的焊接质量有疑问的特殊情况。 尽管很费力,但它突出了它的属性并且非常明显,尤其是在检查纵向切口时。

焊点监控器
现代焊接机配备了对焊接点的控制,几乎总是使这种检查变得不必要。 但是,仍在使用的旧机器,特别是如果没有配备此设备的旧机器,会使此测试非常有用。
焊接臂已逐步进行了一系列改进,以最大程度地减少逗号的风险,例如:
– 下臂长时间坐轮椅;改善焊丝冷却。
– 冷藏指关节,用于相同目的。
– 反相电路;优化联系人。
– 等等。











0 Comments