
开发了一种准备“产品文件”的方法,该方法允许在生产线的底部拥有足够的信息,以正确制造盖子或底部。
介绍
在进行此项工作之前,我们已经发布了另一篇标题为:
其中,处理与本主题相同的主题,但适用于三件式容器的情况。 在进一步进行操作之前,先了解一下是很方便的,因为对于工厂中要生产的每个元素,我们都不会重复显示具有产品文件便利性的推理。
我们将以总结的方式说,此工作表简化了设备准备和零件后续制造所需的技术信息的处理。 基本文档压缩在一张简单的纸上。
产品数据表:LID
与三件式容器一样,为了遵循有关为常规标准封面准备卡片的主题的注释,我们将使用一个实际示例。 我们以公称直径为73 mm的圆帽来开发此示例。 我们在这里要说的是适用于任何类型的盖,无论是圆形盖还是其他盖,只要是罐装中使用的经典盖,特殊情况就是其他盖,例如易开盖,气溶胶圆顶等。
图1显示了用于盖的产品表的模型。 让我们看一下它的常规配置,而无需深入介绍每个部分,因为我们将在下面返回它们。
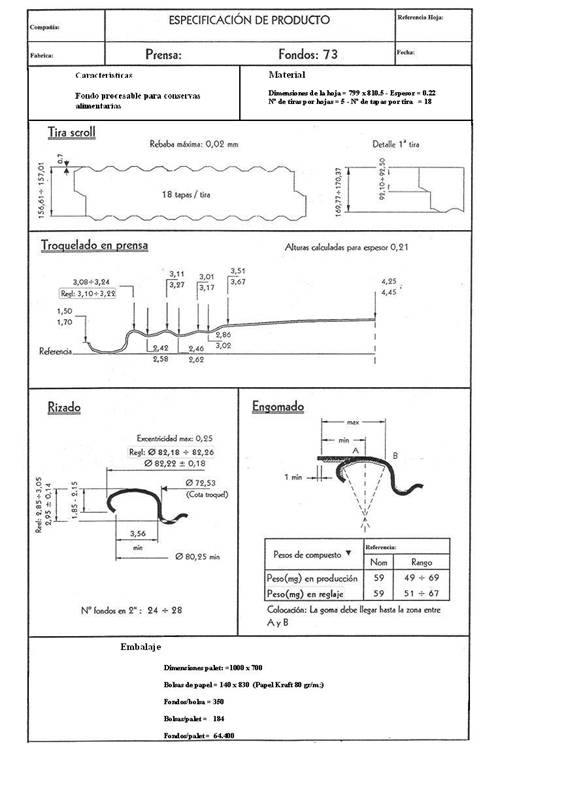
图nº1:瓶盖的“产品表”示例
关键测量重复两次,但值的范围不同,这取决于在制造盖子的机器的调整过程中或整个生产过程中是否需要遵守这些值。
标题
顶部有六个框,用于填充简单的信息数据,例如:
-公司或社团的名称。
-生产盖子的工厂(如果有的话)
-参考图纸或内部识别码。
– 日期
-印刷机或制造厂的参考。
-封面的名称。 在我们的情况下:73毫米
然后包括两个框:
—瓶盖特征:简要描述其好处。 在此示例中:“罐头食品可加工资金”
—材料:表示薄片的尺寸,通常是从初级涡卷中切割出的卷材获得的,其厚度,在次级涡卷剪切机中切割时从薄片上剥离的条数,最后是每个模头要模制的盖帽数条。 继续我们的示例,对于直径73的底部,值将为:
二次滚动切割
今天,用于制造覆盖物/底部的设备通常包括涡旋剪切机,以将片材切成条。 该机器直接链接到新闻乐队商店。 在制造过程中,放置在所述仓库中的一对简单的最大和最小传感器调节从剪切机到压机的带钢需求。
为了在切割过程中正确调整刀片的位置并随后对其进行验证,需要知道一系列测量值及其相应的公差,例如:
-在第一条带中的城垛基座的长度,以确保在主卷轴中正确地剪切了片材。 在我们的情况下,将是:(92.10-92.50)。
-第一条带的总宽度,用于调节刀片相对于剪切机中切削刃的前进。 (169.77-170.37)
-其余条带的净宽度。 它可以检查进给进给中的精度。 显然,所有这些验证都是为了避免在冲压操作中出现问题。 在我们的示例中的值(156.61-157.01)
-最大毛刺。 有必要不超过一定的限制以防止在清漆中出现划痕。 (最大0.02毫米)。
图2显示了这些测量。
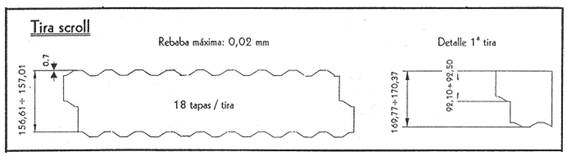
图nº2:产品表,用于切割操作的数据。
冲孔
瓶盖形成的基本操作;正确的模切取决于两个因素:
-A.-模具的设计,质量和维护状态。在这方面,在压力机的调节和操作过程中几乎没有什么要做,这是一项初步任务。
-B.-压力机的调整。重要的是图纸深度的调整,这取决于膨胀环的构造和盖子轮廓的层数。在其中,铲斗的深度是关键,因为它对盖子的关闭有影响。
为了验证“ B”部分,必须采用一个参考平面,该参考平面是在将机盖倒置在机翼上时定义的。 参见图3。 其中,从铲斗开始,给出了从膨胀环的峰谷(或急流)到所述平面的距离的值。 在后者的情况下,还包括设定值。 所有这些值均指的是直径为73的盖子,具有用于保存物的弹性或可变形轮廓类型,可用于加工食品。 这些距离随底部制造中使用的马口铁或TFS的厚度而变化。
除了这些测量值之外,还应包括对盖的总高度和机翼弯曲度的验证。
无需验证工件的直径,因为如果模具良好且马口铁足够,则直径将是正确的。
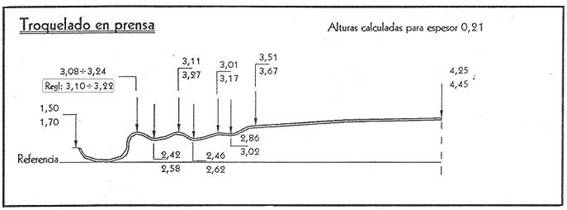
图nº3:产品表,模切操作
卷曲
卷曲操作有时不太重要,但有很多作用。 设计良好且正确执行的卷发与瓶盖配合非常牢固。 在此阶段要监视的措施如下:
-外径:不仅对于直径的值,而且对于桶的偏心度,对于盖子在进料器(口香糖和封闭机)中的良好行为都很重要。 参见图4。
-卷边边缘直径:有必要检查其最小值,以确保不影响封口机中阀体法兰的外径。
-通道宽度:链接到先前的数据。 它必须具有最小限度的措施,以使阀体法兰不会越过卷曲并产生错误的闭合。
-卷边高度:适当的控制可确保盖子有良好的堆放性。
-铲斗深度:除其他功能外,它还可以很好地定位封口机的卡盘或封口板。
-2英寸的底部数量:是对卷发高度的补充验证,因为可以在此长度内容纳的底部数量是其高度的函数。 实际上,两个验证之一就足够了。
与我们的示例相对应的所有这些数据显示在图4中。 尽管也显示了铲斗的直径,但实际上它可以忽略不计,因为它是由模具施加的,只要在压接机中不存在由于压力过大而引起的变形。
与前面的步骤一样,还指示了两个关键测量值的调整测量值,即盖子的外径和碗的深度。
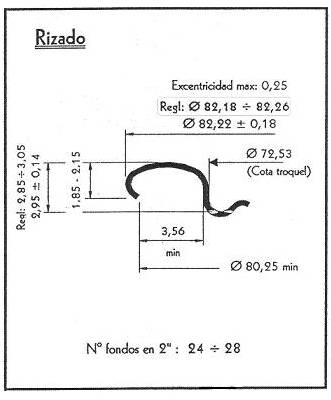
图nº4:产品表,卷曲操作
口香糖
根据使用的化合物(水基或溶剂基),其特性(固体含量高或低),盖子的目的地(饮料,果酱或其他)等,涂胶操作可能因情况而异。 。
我们将不详细介绍每种情况,我们将继续介绍直径为73的罐头盖的示例。
需要注意两个因素:
-橡胶位置:目测评估。 它必须非常靠近机翼边缘开始,且不得溢出-以防止其他机盖受到污染-并至少覆盖一半。 在图5中,此位置是定界的。
-橡胶重量:要施加的干燥混合物的重量是其密度的函数。 图5的设定和生产中给出的值是指固体含量高的水基化合物。 实际上,重量是可控制的,因为这是最容易验证的操作,真正重要的是要沉积足够量的化合物以充分填充容器的盖子。 该体积与封闭件的尺寸有关,并因此与盖子的尺寸有关。 对于底部73,理想的应用体积为每线性米机翼205至210 mm3。 计算机翼的展开并按比例确定与之对应的干燥混合物的体积就足够了。 然后,根据其密度,计算其干重,然后计算湿重,其中考虑了液态橡胶的固体百分比。 通常在生产中所用化合物的量的正常范围或公差是+二十%。
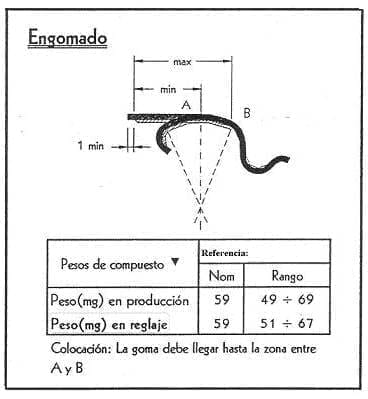
图nº5:产品表,涂胶操作
包装
包装底部或盖子有多种可能性:
– 纸袋
– 塑料袋
-纸卷
– 纸板盒
-等等
计数和包装可以通过自动,半自动机器或手动完成
同样,对于其操纵,可以使用不同尺寸的托盘,并且它们的制备取决于距离和运输类型。 因此,我们将不做详细介绍。 为此,可以看到在此网站上发布的作品:
-“盖子和底部的包装”
作为要控制的数据,并且应该在产品表中显示,将设置以下内容:
-使用的托盘尺寸
-封闭元件的尺寸和特性。 (袋子,盒子…)
-每个包装中包含的单位。
-每托盘包装
-每个托盘的封面单位。
下表是我们的西班牙小吃73的示例。
评论
由于其重要性,我们重复“产品技术说明书:三件式容器”工作中已经指出的内容,并且不应将产品说明书中指示的操作与质量控制部门要控制的参数相混淆。 。 该产品文件已发送给生产人员,对所指出的内容进行汇总旨在:
-1号 -向机械师提供有关设备调整所需的产品信息。
-2º.-始终请生产线操作员掌握生产中产品必须满足的值。
点2的这些值必须被验证的频率取决于先前设置的值,但是在任何情况下都将取决于操作员可用时间的函数。 这个任务适合我们所谓的“自我控制”。 它并没有完全消除质量控制部门的职能,而是它们相互补充。 通过“自我控制”,在制造集装箱时,可以大大减轻质量控制所要执行的任务,因此可以减少专用于其的劳动力。
事实证明,“自我控制”刺激了生产人员,因为它使他们对自己生产的产品的质量负责,从而达到了更高的质量要求。 将质量检查与生产完全分开,通常需要生产人员将他们与生产产品的质量分开,只担心数量,达到试图掩盖缺陷和故障的极端,以使质量控制部门不会暴露它们。 别忘了质量是与包装同时“制造”的,以后也不是附加因素。
在实行“自我控制”的包装工厂中,质量控制部门的工作将专门检查需要一定时间的参数,例如确定化合物的重量或使用复杂的设备。由于其处理或价值,建议不要在每条生产线中使用一根,例如硬度计或用于确定清漆孔隙率的设备。
总之,理想的是准确定义要执行的控制,并将其分为两类:第一,可以由生产人员通过“自我控制”完全或部分地承担;第二,可以由生产人员进行“自我控制”。必须由专门人员执行,即由质量控制人员执行













0 Comments