
RESUMEN
Este trabajo describe la posibilidad de rizar los fondos de forma no redonda simultáneamente a su troquelado. Para ello se detalla las modificaciones necesarias a introducir en el diseño del troquel convencional de fabricación de los mismos.
INTRODUCCIÓN
Hay dos formas clásicas de realizar el rizo iniciado en los fondos rectangulares u ovales. La más usual, es hacer el mismo solo en los dos lados mayores, pasando el fondo a través de los dos discos de una rizadora para fondos de forma. Otra mas compleja, es rizar todo el contorno, utilizando para ello diferentes sistemas (útil de tampón, cabezal rizador, etc). Ambas siempre son operaciones posteriores al troquelado.
Conseguir un rizo de buena calidad en toda la periferia de fondos rectangulares u ovales, no resulta fácil. Sobre todo, en el caso de fondos rectangulares, si el radio de las esquinas en pequeño. Hay una tendencia clara a la formación de arrugas en el rizo, que generan una mala calidad de cierre en estas zonas.
Estas arrugas y pliegues, son consecuencia de los esfuerzos de compresión, surgidos cuando se reduce las dimensiones exteriores del fondo. Cuanto menor es el radio de las esquinas o el espesor de la hojalata, mayores son los problemas.
Con el diseño de troquel que describimos, en una sola operación se realiza el corte del material, la conformación de la tapa y seguidamente la realización de un rizo en ángulo en todo el perímetro.
DESCRIPCIÓN DEL TROQUEL DE FORMADO Y RIZADO
Se basa en el principio de dar forma al rizo, incrementando las dimensiones externas del fondo después de troquelado. De esta manera, los esfuerzos sobre la zona del rizo no son de compresión – como ocurría en los casos antes comentados – con lo que la presencia de arrugas se elimina.
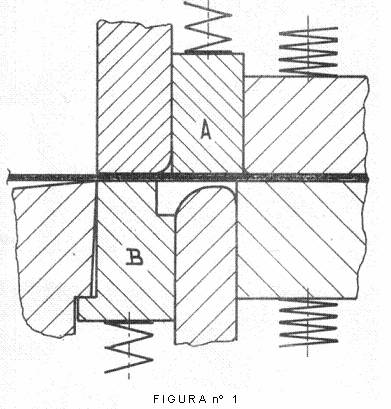
Las figuras 1 a 4 de la secuencia inferior muestran el principio de funcionamiento de este troquel de formado y rizado en una sola operación. Algunas piezas del útil presentan unas características especiales con relación a uno convencional, como son:
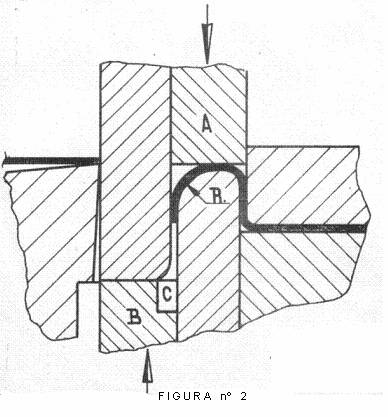
– Las dimensiones exteriores del centro de matriz son menores y presentan un radio más grande – 2 mm – de lo normal. (Radio R de figura nº 2)
– El anillo eyector A – o botador – actúa bajo carga elástica (Figura nº 1)
– Los interiores de punzón y matriz también están cargados con resortes (Figura nº 1).
– El anillo planchador B tiene en su borde interior una ranura especial C (Figura nº 2)
Las secuencias de trabajo del útil, que se representan en las figuras 1 a 4, son las siguientes:
a.- Figura nº 1: Corte.- En el momento del corte todas las piezas “activas” – en contacto con la hojalata – están al mismo nivel. El diseño del troquel debe hacer para que cumpla esta premisa.
b.- Figura nº 2: El punzón ha terminado su carrera y está en el punto muerto inferior. El fondo ya está troquelado. Sobre anillo eyector A están actuando los esfuerzos de un sistema elástico de presión. Se ha formado un prerizo sobre el radio R del centro de matriz.
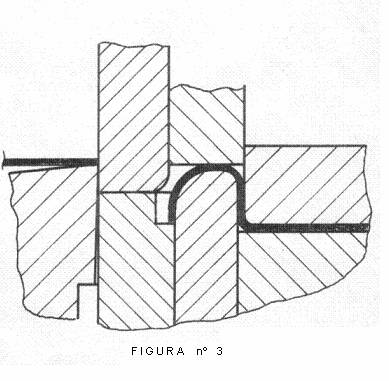
c.- Figura nº 3: El punzón empieza a elevarse. El fondo de de la ranura C del anillo planchador B, entra en contacto con el borde inferior del prerizo del fondo. De esta manera se inicia la formación del rizo, generado por la acción del sistema de presión del anillo que actúa sobre el anillo planchador.
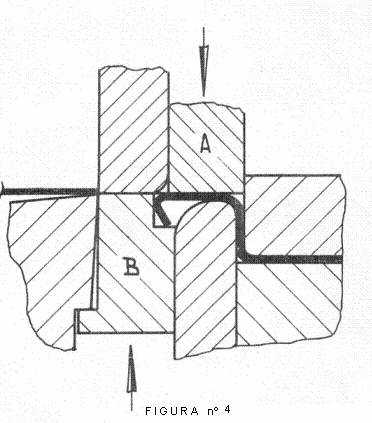
d.- Figura nº 4: El radio del prerizo se ha reduciendo mientras que sus dimensiones externas se han ido incrementando, forzando al material hacia el exterior. El anillo eyector A se coloca al mismo nivel que el punzón completándose la formación del rizo.
El fondo terminado se eleva con el punzón de forma convencional y es expulsado en el punto muerto superior de la carrera.
De esta forma tenemos el fondo listo para ser engomado, sin necesidad de recurrir a un sistema de rizado. El engomado puede realizarse por cualquiera de los sistemas típicamente empleados: tampón, ducha…. con la precaución de adaptar el utillaje al ancho real de la canal del rizo.
Este sistema, además de las ventajas ya descritas, presenta otra importante: La mejor apilabilidad de los fondos a la salida de la prensa ya que impide que se encajen unos en otros, cosa muy frecuente con los útiles convencionales.
 TROQUEL PARA FONDOS
TROQUEL PARA FONDOS
 TAPAS TWIST-OFF.- FORMACIÓN DE RIZO Y UÑAS
TAPAS TWIST-OFF.- FORMACIÓN DE RIZO Y UÑAS
 UTILLAJE DE RIZADORAS
UTILLAJE DE RIZADORAS
 LÍNEA EN «U» PARA FONDOS RECTANGULARES
LÍNEA EN «U» PARA FONDOS RECTANGULARES
 EMBALAJE DE TAPAS Y FONDOS
EMBALAJE DE TAPAS Y FONDOS
 RIZADO DE FONDOS SOBRE ENGOMADORA
RIZADO DE FONDOS SOBRE ENGOMADORA
 EL RIZO EN LAS TAPAS
EL RIZO EN LAS TAPAS
 PERFILES DE TAPAS/FONDOS PARA ENVASES REDONDOS
PERFILES DE TAPAS/FONDOS PARA ENVASES REDONDOS




0 Comments