
РЕЗЮМЕ
Для достижения экономии на оснастке для первичной продольной продольной резки рулонов можно получить конструкцию продольной резки для листов, используемую как для двойной, так и для одинарной штамповки полос. В данной работе описаны соответствующие вычисления для его получения, принимая за отправную точку первичный отрезок прокрутки для полос, предназначенных для двойной штамповки.
ВВЕДЕНИЕ
Иногда бывает так, что разные изделия — колпачки, аэрозольные конусы, капсулы… — имеют практически одинаковые материальные диаметры резки, но изготавливаются на оборудовании разного дизайна. Таким образом, один из них может быть изготовлен на прессе, работающем с одной матрицей, и поэтому подается с одной матрицей, а другой — с почти одинаковым разрезом на прессе, оборудованном двойной матрицей, на которую поступают матрицы последнего типа. Типичным случаем первого варианта является гравитационная подача одного пресса. Вторые — традиционные прессы, оснащенные боковым складом.
Важную экономию в оснастке, в линии резки рулонов, можно достичь путем проектирования первичной спиральной резки, так, чтобы при резке во второй операции спиральной резки можно было получить как две, так и одну полоску.
Для определения соответствующего распределения, в качестве отправной точки были использованы предыдущие расчеты первичной прокрутки для двойной полосы.
Практическим примером этого может служить изготовление крышек для консервной тары диаметром 73 мм. — которые обычно получаются из двойных полос — и из 65 мм. конусов в одинарных полосах. Несмотря на то, что материал отличается, их диаметры резки почти одинаковы, и для резки соответствующих рулонов, имеющих почти одинаковую ширину, можно использовать одну и ту же первичную спиральную оснастку.
МЕТОД
Для того, чтобы иметь возможность использовать одну и ту же первичную прокрутку при последующей резке одинарной и двойной полос, должны быть выполнены следующие условия:
1.- Разница между диаметрами срезов
Если диаметр разрезаемой детали, то в случае с двойной полосой мы называем ее
D1
а в случае с одной полосой
D2
должно быть выполнено:
D2 максимум = D1 — ½ т (t = разрез в двойной полосе)
D2 минута. Это будет зависеть от поставленной нами цели эффективности.
2.- ход подачи листов на вторичном свитке
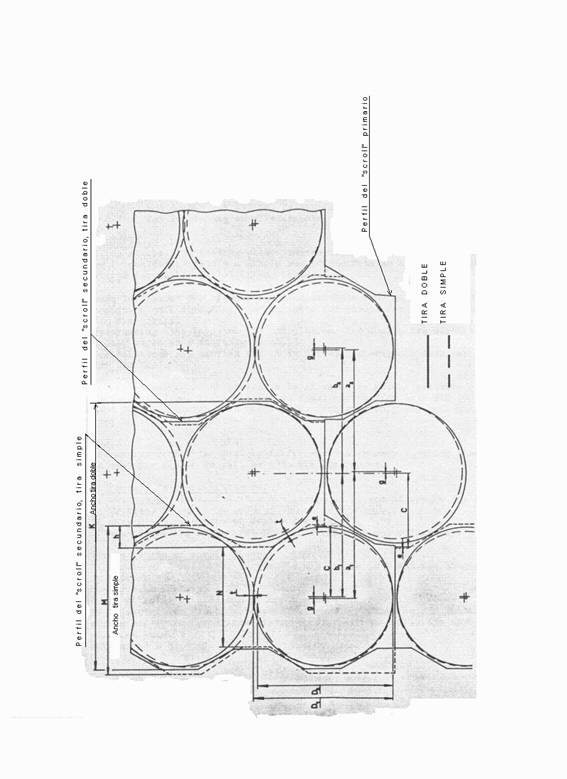
Если мы обозначим b перемещение или продвижение листа за каждый ход — ход полос прокрутки для сдвига — в случае двойной полосы и a для одной полоски, она должна быть выполнена:
b = a1 + a2 (в то время как a1 = a2; см. рисунок № 1).
b
можно разделить между b1 и b2 или: b = b1 + b2
b1
это расстояние между центральными линиями двух рядов разрезов в пределах одной двойной полосы.
b2
это расстояние между центральными линиями двух смежных рядов разрезов в двух соседних двойных полосах.
Также a1 = b1 + b2
2
g = a1 — b1 , а также g = b2 — a2
2
g
это расстояние между центрами (см. рисунок nº 1).
3.- Первичная конфигурация прокрутки
Для вырезания первичного прокручиваемого листа, предназначенного, в принципе, для двойных полос, но действительного и для одиночных полос, конфигурация первичного прокручиваемого листа должна быть выполнена с края листа. Это должно быть выполнено:
e = мин. 0,3 мм. так, чтобы разрез вторичного свитка для свободной одной полосы — не совпадал с — конфигурацией первичного свитка. (см. рисунок 1)
4.- Глубина прокрутки разреза для одной полосы и ширина этой полосы.
c = ½ D1 + t + 0,05 мм
(t = обрезка на двойной полосе; 0,05 эмпирически определено)
Глубина разреза: h = 2 ( c + e) — b1
Размеры полосы в самой широкой ее части: M = 2 (e + c + g)
Размеры полосы в самой узкой ее части: N = 2 ( e + c + g ) — 2 ч
5.- Дополнительная ширина катушки
Необходимая дополнительная ширина катушки = 4 ( e + c + g ) — ( h + K )
где
K
это максимальная ширина двойной полосы.
На практике это требуемое увеличение ширины рулона составляет примерно 1,8 мм.
ЗАКЛЮЧЕНИЕ
Первичный инструмент прокрутки может быть разработан для продольной резки рулонов на листы, предназначенные для одно- и двухполосной резки.
Применение ограничивается минимальной разницей между диаметрами вырезов, равными вырезу в двойной полосе, в то время как максимальная разница определяется минимально допустимой эффективностью. Ширина рулона, принимая за точку отсчета значение, пригодное для «прокрутки» в первых рабочих листах для двойных полос, должна быть увеличена примерно на 1,8 мм.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
 КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
 ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
 ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
ВЕРТИКАЛЬНАЯ ПОДАЧА В МОНТАЖНЫХ ПРЕССАХ
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА
РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА
 ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
 СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КРЫШЕК
СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КРЫШЕК



0 Comments