
РЕЗЮМЕ
Новая работа, в рамках серии, для повышения производительности. Речь идет о том, как кормить вручную и простым способом, на линии по производству упаковки для колбасных изделий, с заметной экономией металла.
ВВЕДЕНИЕ
Традиционный способ изготовления низкопробного глубокого вытяжного контейнера состоит в том, чтобы сделать его за две операции. В первом случае вырезается диск, проводится глубокая вытяжка и формирование профиля его дна, то есть изготавливается практически весь контейнер. Но из-за неравномерного растяжения жести или TFS фланец или край жести имеет неравномерный внешний вид. Поэтому для обрезки этой кромки требуется вторая операция, оставляя ее на нужном размере и даже во всех ее частях.
При низкой производительности первая операция выполняется в ручном или автоматическом прессе, оснащенном ходом коленчатого вала и системой пониженного давления, подходящей для глубокой вытяжки. Этот пресс подается с полосками жести, которые необходимо обрезать или увеличить, чтобы облегчить их обработку по отношению к соответствующему срезу для наполнения контейнера. Такая обрезка необходима как по ширине полотна, так и по длине полотна, т.е. между резками. Помимо других функций, он позволяет извлекать остатки из ленты в одном месте, не создавая заторов. Этот излишек получает различные названия на металлографическом жаргоне, такие как: обрезка, скелет, шип и т.д…. Когда контейнер для глубокой вытяжки имеет круглую форму, потери материала из-за этой концепции очень важны. См. рисунок № 1:
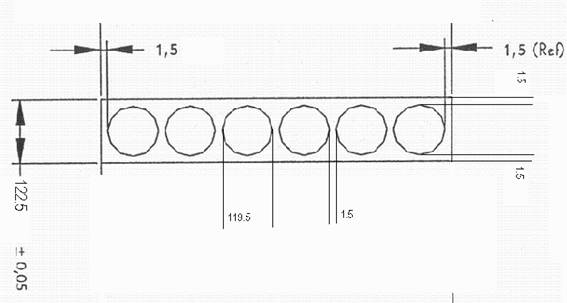
Рисунок № 1 Пример выреза в полосе
Один из способов уменьшить эту обрезку — прибегнуть к нарезке полос в зигзагах. Это идеальное, но дорогостоящее решение, так как требует правильного оборудования и инструментов. Есть еще одна гораздо более экономичная альтернатива, которую мы сейчас детализируем. Он предназначен для небольших инсталляций с небольшой активностью. Должны быть реализованы четыре элемента:
— Ручное нажатие в горизонтальном положении.
— Полосы отрезаны с помощью специальных мер.
— Гравитационное питание.
— Модификация оснастки и остановки.
Для более правильного подведения итогов мы сделаем это на примере. Предположим, что мы хотим сделать установку для изготовления небольшой серии глубокой вытяжки с размерами RO 71,5 x 27 согласно чертежу nº 2.
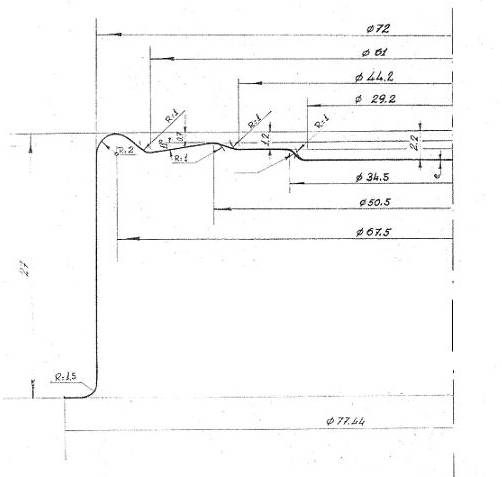
Рисунок 2: Глубоко вытягиваемый контейнер RO 71,5 x 27
ПРЕСС
Для первой операции необходим ручной пресс примерно 40 Тм, с ходом не менее 75 мм, оснащенный пневматической подушкой, установленной в горизонтальном положении. Последнее имеет фундаментальное значение для нашего дела. Горизонтальное положение необходимо для того, чтобы обеспечить подачу полосы в вертикальной плоскости, как будет объяснено ниже.
Не все прессы можно наклонить в горизонтальное положение, но с некоторыми изменениями этого можно добиться. Например, путем добавления задних опор или ножек, на которые опирается задняя часть корпуса пресса.
Мы не будем входить в остальные машины линии, так как они не представляют никакой специфики. Пример такой установки можно посмотреть на чертеже № 3.
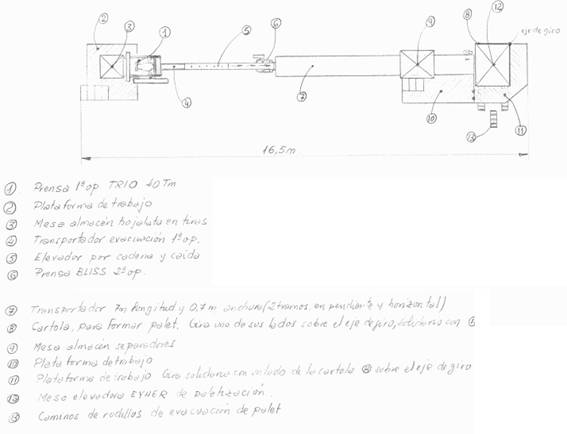
Рисунок № 3: Линия по упаковке колбасных изделий малого размера
ДИЗАЙН ЖЕСТЬ ПОЛОСЫ
Для определения размеров листового металла рассмотрим следующее:
— Ширина полосы будет меньше, чем диаметр резки инструмента для глубокой вытяжки. Приемлемая линейка на 1 мм меньше, чем разрез. В нашем примере, когда отрезано 119,5 мм, полоса должна быть 118,5 мм. Это означает важную экономию, так как в нормальных условиях это был бы срез плюс 3 мм. Это означает экономию в 3,4% по ширине.
— Расстояние или шаг между ударом и ударом будет точно соответствовать разрезу. Это избавляет нас от обычной обрезки между порезами. Это означает сокращение на 1,25% длины материала.
— В этих помещениях мы определим схему резки и соответствующий размер лезвия. На рисунке nº 4 мы представляем тот, который соответствует нашему примеру.
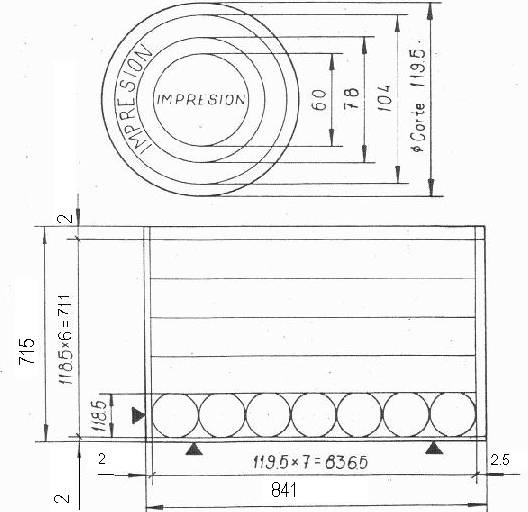
Рисунок № 4: Схема резки и размеры жести RO 71,5 x 27.
Для этого случая, если сравнить этот размер листа, с тем, который мы получили бы при обычной резке, экономия превышает 4,5%, что довольно много, когда мы говорим о стоимости основного сырья.
ПЕСС-ОЧИСТКА
Для подачи полос на пресс, в нашем примере размерами 118,5 x 836,5 мм, необходимо выполнить следующие действия:
— Подготовьте платформу для оператора, достаточно высокую, чтобы пресс находился на низком уровне. Инструмент должен быть примерно на уровне колен. Таким образом, когда оператор берет полоску жести с поддона, чтобы уложить ее в подающий канал, ему не нужно будет поднимать руки, так как это вызовет лишнюю усталость.
— Ленточный загрузочный желоб или бункер будут установлены вертикально. Вертикальная плоскость подачи определяется режущей кромкой монтажного пресс-ножа. Этот канал формируется простыми направляющими, которые управляют полосой во всех направлениях, кроме направления вниз. Его верхний рот будет иметь форму бункера или воронки, для облегчения введения полосы. Оператор положит группу в каркас и затем отпустит ее; группа будет спускаться до тех пор, пока не достигнет остановки, к которой затем вернется. Если ремень очень тяжелый, ему могут понадобиться легкие тормоза, чтобы амортизировать его падение. Они будут сделаны из материала, который не царапает и не оставляет следов лака на полосе, например, войлок, кожа и т.д.. На рисунке № 5 схематично показаны все эти компоненты.
— На платформу будет помещен стол для получения поддона с отрезанными полосами. Оператор подбирает полоски по одной и бросает их в бункер. Не нужно синхронизировать его падение, потому что если он скоро упадет, то он споткнется о пуансону, которая в этот момент набивает последний контейнер предыдущей полосы, и будет ждать, пока он поднимется, чтобы расположиться над матрицей. Если он прибудет, когда пунш поднимется. Стоп остановит его, и он останется в правильном положении.
— Под прессом будет помещен контейнер для сбора выпадающих кусков обрезков.
— Направляющая для разгрузки получает контейнеры, когда они выходят из пресс-формы, и укладывает их на разгрузочный конвейер.
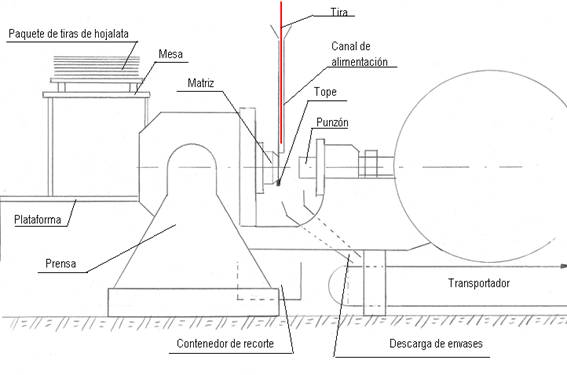
Рисунок № 5: Нажмите на монтажную схему 1-й операции
Пресс должен быть оснащен соответствующими предохранительными устройствами, гарантирующими его безопасность, а также органами управления выходом или заглушкой контейнеров.
МОДИФИКАЦИЯ ОСНАСТКИ И ОСТАНОВКИ
Упор должен быть установлен на нижней стороне инструмента на одной линии с режущей кромкой лезвия. См. рис. 5. При опускании пуансона он будет мягко тереть его, не повреждая режущей кромки. Таким образом, полоса будет ломаться в трех точках с каждым ударом. Одна точка будет совпадать с вершиной, то есть в нижней ее части, потому что когда разрез произведен, так как разреза нет, то будет произведен обрыв. Остальные две точки будут расположены с обеих сторон полосы, так как их ширина меньше диаметра резки.
В результате всего этого появляются два куска жести в виде изогнутых треугольников, которые попадают под направляющие для разгрузки контейнеров в сборный контейнер.
Когда пуансон поднимается, полоса жести снова опускается вниз по пути, равному диаметру резки, до тех пор, пока пробка не остановит его, и цикл повторится.
РЕЗУЛЬТАТЫ
Таким простым способом достигается двойная цель:
— Достичь приемлемой экономии материалов
— Следите за тем, чтобы оператор работал непрерывно, с протекторной педалью, удобно, так как его задача ограничивается сбрасыванием полос в направляющий бункер. Это позволяет работать на максимальной скорости, допустимой прессом.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 УМИРАЕТ ДЛЯ УПАКОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ
УМИРАЕТ ДЛЯ УПАКОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ
 ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
 УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
 ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
 УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
 РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА
РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА



0 Comments