
INTRODUZIONE
Il TFS è un materiale normalmente utilizzato nella fabbricazione di coperchi, fondi e contenitori imbutiti. Per sua natura è un prodotto più delicato della banda stagnata, quindi bisogna prendere una serie di precauzioni negli impianti di produzione.
Cercheremo di specificare una successione di regole, che ben applicate miglioreranno i risultati finali quando si usa questo materiale.
1º.- REGOLE GENERALI
Ogni volta che dovete usare TFS:
TUTTE LE SUPERFICI DI SCORRIMENTO DELLE LAME SULLE MACCHINE, I TRASPORTATORI, GLI UTENSILI … DEVONO ESSERE A POSTO:
A.- PULIRE da tutta la polvere metallica.
Questa precauzione è ancora più importante se sono stati usati precedentemente con l’alluminio, poiché la polvere lasciata dall’alluminio è molto abrasiva, e molto probabilmente causerà graffi sul TFS.
B.- VERIFICATO dal punto di vista dello scorrimento e della LUCIDATURA
Tutte le bave, scalfitture, rugosità, ecc… devono essere rimosse con la molatura e la lucidatura, altrimenti si produrranno su di esse dei graffi che diventeranno più grandi in futuro, poiché lo strato di C.C.O. (Cromo-Cromato-Ossido) si forma su queste scalfitture o sulle loro bave.
Sarà necessario applicare una striscia di teflon su alcune superfici dei fogli TFS per facilitare lo scorrimento ed evitare graffi sul TFS.
2º.- PARTI DEL MATERIALE DI PRODUZIONE DA CONTROLLARE PER LA PRODUZIONE DI FONDI TFS
1º.- ATTREZZATURA
A.- Attrezzatura generica
Le regole generali per la pulizia delle superfici di scorrimento, descritte sopra, devono essere applicate alle attrezzature utilizzate nella fabbricazione di fondi e contenitori ripieni come:
– Linee di taglio a bobina
– Attrezzatura per verniciatura, litografia o rivestimento in paraffina
– Macchine a scorrimento per il taglio di fogli a zig zag o altre cesoie
– Le presse e i loro arricciacapelli
– Macchine gommatrici
– Dispositivo di impilamento e alimentazione
– Dispositivi di supporto delle lame su trasportatori e macchine
– Dispositivi magnetici
– Distanziatori e tamponi
Le rugosità e l’usura che si formano sulle superfici di scorrimento delle attrezzature elencate devono essere:
– Monitorato regolarmente
– Rimosso mediante levigatura e lucidatura
– Dopo la rimozione, la finitura superficiale è “lucidata a specchio”.
B.- Manipolazione e trasporto
Indichiamo di seguito una serie di fattori che devono essere verificati, poiché possono influenzare l’aspetto dei fondi e dei contenitori realizzati con TFS.
- 1.- Tempo trascorso tra il disimballaggio delle bobine TFS e il taglio delle bobine
- 2.- Dimensioni dei pattini per pallet rispetto alle dimensioni delle lamiere.
- 3.- Uso di fogli protettivi sugli imballaggi
- 4.- Manovre del carrello elevatore
- 5.- Velocità di trasferimento dal magazzino dei pacchetti tagliati alla sezione di verniciatura
- 6.- Età delle strisce o dei fogli verniciati
- 7.- Metodo di reggiatura e protezione dei pallet.
- 8.- Operazione di ritorno del pallet
- 9.- Uso di cartoni interfogliati nell’imballaggio
- 10.- Impilare pallet a varie altezze
- 11.- Metodo di alimentazione dei nastri e loro posizionamento nel magazzino automatico della pressa.
Lo studio di ognuno di questi fattori dovrebbe essere rafforzato per conoscere la loro influenza sui rischi di generare graffi.
2º.- MACCHINE
A – LINEA DI TAGLIO DELLE BOBINE
Le seguenti precauzioni devono essere prese in relazione alle varie parti di questo apparecchio:
1º.- Devono essere puliti e lisci.
2º.- Eliminare i graffi e le bave.
3º.- Le parti rotanti devono girare liberamente.
4º.- Applicare bande protettive in teflon.
Dettagliamo in particolare le parti da controllare menzionando il numero di precauzioni da prendere
– Rullo di livellamento: 1° e 2°
– Rulli ad anello: 2° e 3°
– Rulli del tavolo di alimentazione: 2° e 3°
– Piastra di rilevamento dei fori: 1° e 4°
– Rullo di taglio: 1° e 2°
– Flange di regolazione dell’avanzamento: 1° e 2°
– Guide e flange per la regolazione della tavola d’uscita: 1° e 2°
– Deviatori di classificazione: 1°, 2° e 4°
– Rulli Diabolo: 1°
Questa lista di punti dovrebbe essere rivista periodicamente.
B- FORNI PER LITOGRAFIA
Questa attrezzatura richiede un’attenzione particolare per non danneggiare le lame TFS. Le seguenti considerazioni devono essere prese in considerazione:
1.- La polvere esistente nel forno può essere una causa di deterioramento della vernice. La frequenza della manutenzione periodica deve essere rigorosa, perché dopo che i fondi sono finiti, è difficile trovare l’origine di un’imperfezione, essendo una possibilità di rilevare il guasto durante il processo.
2.- Il materiale TFS verniciato deve essere sottoposto a un’ispezione per individuare i difetti causati dalle griglie o dalle vibrazioni delle lame.
3.- Una cattiva regolazione degli estrattori di foglie della catena di contenitori può essere l’origine di un danno durante l’impilamento.
4.- Per le superfici scorrevoli, applicare le regole generali descritte sopra.
C.- MACCHINA DELLA PARAFFINA
Per questo tipo di apparecchiatura in particolare, si devono prendere in considerazione le seguenti raccomandazioni:
1.- Anche se questa macchina può essere installata indipendentemente o inclusa in una linea, la manutenzione periodica dei tubi di applicazione e degli ugelli è un’operazione essenziale per ottenere un’applicazione uniforme della paraffina.
2.- Osservare le specifiche di dosaggio in milligrammi per metro quadrato (mgr/m2) nell’applicazione su entrambi i lati. In questo caso l’uso di doppie barre di spruzzatura è obbligatorio per l’applicazione della paraffina.
3.- Controllare regolarmente tutte le superfici di scorrimento, applicando le regole generali descritte sopra.
D.- SCROLL
Le seguenti aree devono essere tenute molto pulite e lisce e tutti i graffi e le bave devono essere rimossi:
– Guide di flusso delle foglie
– Rulli o barre di trascinamento
Questi elementi devono essere controllati periodicamente
E.- PRESSA E ARRICCIACAPELLI
I punti da tenere d’occhio sono:
– Tavolo di alimentazione con barre per le dita e pattini a pressione
– Pattini di frenata
– Piastra di alimentazione
– Scivoli per cinture
– Piastra portautensili
– Guide per arricciacapelli
Tutti devono rispettare le regole ed evitare i bordi taglienti e l’usura pesante.
F.- ENGOMADORA
Parti da controllare in particolare:
– Tavolo di alimentazione
– Guide per i fondi
– Top trailing stops
– Fermate inferiori di traino
Tutti devono essere puliti e lisci. I fermi inferiori devono ruotare liberamente e senza intoppi.
3º.-MOBILI
Precauzioni da prendere su di loro:
A.- FINITURA SUPERFICIALE
1.- Le superfici delle parti dell’utensile in contatto con il metallo devono avere una lucidatura di Ra = 0,1 micron. Questa raccomandazione si applica sia alle parti nuove che a quelle riparate e dovrebbe essere attuata anche se il manuale di istruzioni meccaniche dell’impianto non lo specifica.
2.- Un uso razionale di materiali, attrezzature e procedure garantirà una riparazione adeguata delle superfici dell’utensile.
3.- Il disegno è un’operazione nel corso della quale alcune zone del materiale possono apparire nude, perdendo la loro protezione. Il seguente disegno mostra le parti dell’utensile che devono avere una finitura superficiale di alta qualità di 0,1 micron.
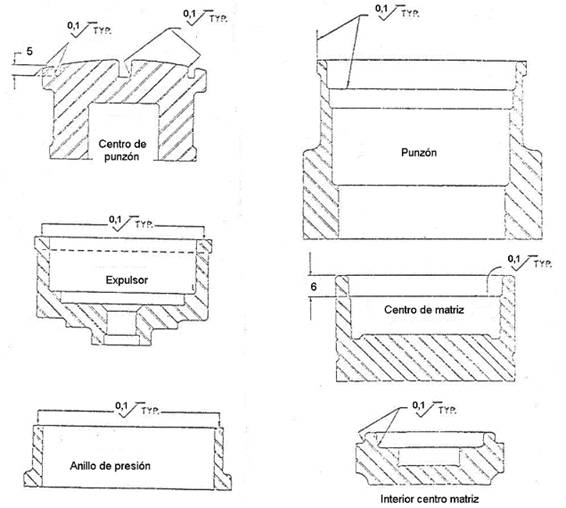
È necessario verificare che nessuna delle parti contrassegnate dal segno lucido qui, abbia graffi o segni visibili, usando un contafili o una lente d’ingrandimento 10x.
B.- TOLLERANZE
Le tolleranze di fabbricazione dei pezzi summenzionati devono essere ridotte della metà, rispetto a quelle normalmente utilizzate per uno stampo progettato per fabbricare fondi in banda stagnata.
Torna a Lattine del mondo delle materie prime
 L’acqua nelle lattine di alluminio sta guadagnando spazio
L’acqua nelle lattine di alluminio sta guadagnando spazio
 IL SETTORE EUROPEO DELLA GESTIONE DEI RIFIUTI NON È IN GRADO DI SFRUTTARE LA PROPRIA CAPACITÀ DI PRODUZIONE DI ENERGIA
IL SETTORE EUROPEO DELLA GESTIONE DEI RIFIUTI NON È IN GRADO DI SFRUTTARE LA PROPRIA CAPACITÀ DI PRODUZIONE DI ENERGIA
 LATTINE, AEROSOL E BRIK, I PRODOTTI CHE CREANO PIÙ DUBBI QUANDO SI PARLA DI RICICLAGGIO.
LATTINE, AEROSOL E BRIK, I PRODOTTI CHE CREANO PIÙ DUBBI QUANDO SI PARLA DI RICICLAGGIO.
 IL SETTORE EUROPEO DELLA GESTIONE DEI RIFIUTI NON È IN GRADO DI SFRUTTARE LA PROPRIA CAPACITÀ DI PRODUZIONE DI ENERGIA
IL SETTORE EUROPEO DELLA GESTIONE DEI RIFIUTI NON È IN GRADO DI SFRUTTARE LA PROPRIA CAPACITÀ DI PRODUZIONE DI ENERGIA
 LATTINE DI ALLUMINIO: COSA RISPARMIAMO QUANDO LE RICICLIAMO?
LATTINE DI ALLUMINIO: COSA RISPARMIAMO QUANDO LE RICICLIAMO?
 PAU DECÓ: QUANDO UN BARATTOLO DI CAFFÈ DIVENTA UNA LAMPADA DI DESIGN
PAU DECÓ: QUANDO UN BARATTOLO DI CAFFÈ DIVENTA UNA LAMPADA DI DESIGN
 QUANDO L’IMBALLAGGIO DI METALLO DIVENTA UN OGGETTO DA COLLEZIONE
QUANDO L’IMBALLAGGIO DI METALLO DIVENTA UN OGGETTO DA COLLEZIONE
 APEAL PUBBLICA UN NUOVO RAPPORTO SULLE MIGLIORI PRATICHE DI RICICLAGGIO DEGLI IMBALLAGGI IN ACCIAIO
APEAL PUBBLICA UN NUOVO RAPPORTO SULLE MIGLIORI PRATICHE DI RICICLAGGIO DEGLI IMBALLAGGI IN ACCIAIO
 MANUTENZIONE PREVENTIVA DELLE PRESSE AUTOMATICHE
MANUTENZIONE PREVENTIVA DELLE PRESSE AUTOMATICHE



0 Comments