
SOMMARIO
È possibile produrre buoni contenitori per bevande su una linea a tre pezzi progettata appositamente per questo scopo. Questo articolo lo descrive e le sue caratteristiche principali.
INTRODUZIONE
Sembra una contraddizione parlare di contenitori per bevande in “tre pezzi”, quando il mercato ha adottato da tempo la tecnica del “due pezzi DWI” per bibite e birre, ma non c’è questa contraddizione. Spieghiamo: è chiaro che per i mercati di grande volume, come la birra e le cole, l’imballaggio appropriato è il tipo “due pezzi”, ma ci sono certi prodotti sotto forma di bibite – “sangrias” di vino, horchata… – bevande non fredde – come il caffè – che possono richiedere un formato diverso da quello classico per le birre e le cole, sia per capacità che per immagine. Questi mercati non giustificano gli enormi investimenti necessari per creare una linea DWI. In questi casi, l’uso di una linea “a tre pezzi” specializzata nella qualità delle bevande è perfettamente indicato. Questo è possibile, ma richiede una serie di precauzioni rispetto a una linea convenzionale, alcune delle quali cercheremo di definire in questo lavoro.
Nello stesso passeremo quasi di lungo per quanto riguarda le specifiche della barca per fare come vernici in piano, giunti, formato, calze, chiusura, ecc, perché saranno oggetto di un altro articolo nel suo momento. Ora ci concentreremo sulle attrezzature necessarie che compongono la linea, le sue caratteristiche e alcune azioni da fare sulla linea.
ATTREZZATURA DI BASE
Non è lo scopo di questo lavoro descrivere la funzione di ciascuna delle macchine che compongono una linea di imballaggio a tre pezzi per la fabbricazione di contenitori per bevande. Resta inteso che i lettori hanno sufficiente familiarità con questa tecnica per permetterci di rinunciare alla sua descrizione.
Un impianto di questo tipo per produrre a un ritmo moderato, come 600 contenitori/mi, può essere composto dalle macchine elencate qui sotto. Per ognuno di essi indicheremo la proprietà di base che deve essere soddisfatta in questo caso e daremo qualche esempio concreto, anche se ci sono sempre altre soluzioni altrettanto valide offerte dal mercato delle attrezzature commerciali.
-1º.- Robusta cesoia doppia automatica, con lame in metallo duro. Dotato di alimentatore a pacchetto all’ingresso e di collegamento automatico all’uscita della saldatrice. Deve essere una fresa con alta precisione e qualità di taglio.
Esempi di attrezzature adatte:
Modello di taglio OCSAM TSN211BSS
Cesoia CEVOLANI modello CD 549 ver:
Giunto automatico di taglio-saldatura OCSAM modello TP 1001 vedere
Cesoia-saldatrice automatica CEVOLANI modello ABF 567 vedi
Saldatrice per carrozzeria: L’attrezzatura adatta sarà quella che lavora con un minimo di sovrapposizione nella cucitura e una saldatura di buona qualità, senza espulsioni e proiezioni metalliche.
Esempi di possibili squadre:
Saldatrice SOUDRONIC modello SOUDAN 865 FB, ver:
Saldatrice CEVOLANI modello S008 FUTURA, vedi
3.- Attrezzatura per la verniciatura interna della saldatura. Si può usare vernice liquida o in polvere, in ogni caso per ragioni estetiche è consigliabile usare un colore dorato, in modo che rimanga sfumato quando la vernice interna totale viene applicata in seguito. La copertura deve essere eccellente, non permettendo l’esposizione del metallo nella zona verniciata.
Esempio di attrezzatura praticabile:
Sistema di verniciatura a polvere per interni SOUDRONIC modello Soucout P – 120, ver:
SOUDRONIC LNS -16 sistema di verniciatura liquida per la pittura di interni, vedi
Sistema di verniciatura a polvere interno FREI AG modello XPC, ver:
4.- Attrezzatura esterna di riverniciatura della saldatura. Con applicazione di vernice liquida incolore preferibilmente a rullo. Può essere applicato anche a pennello
Esempio di attrezzature sul mercato:
– CANMELT modello 130 sistema di rivestimento esterno a spazzola, vedi:
http://www.canmelt.ch/Espanol.pdf
Sistema di rivestimento esterno a rulli SOUDRONIC modello PRC-TD, vedi
5.- Forno per l’essiccazione della vernice da cucire. Con una lunghezza generosa e un’applicazione del calore per consentire un grafico temperatura/tempo confortevole per l’indurimento delle vernici.
Esempio di forni:
– Forno di essiccazione FREI AG modello ECM “U – shape” ver:
Forno di essiccazione Soudronic modello Soucure U – 15, vedi
6.- Intaglio del diametro o riduttore di entrambe le estremità. Sistema di lavoro a tampone, affidabile e di buona qualità di utensili. Preferibilmente con un design di lavoro verticale per permettere al corpo del contenitore di muoversi in questa posizione. A causa della forte riduzione del diametro alle estremità, è necessario fare questa riduzione in due o più fasi, richiedendo così due tacche che lavorano in serie.
Esempio di macchine scantonatrici:
– Scantonatrice GERMANN + FREI AG modello “DNV 600 entrambe le estremità”,
7.- Macchina spillatrice. Deve essere del tipo “spin flanger”, con design a testa rotante motorizzata. Modo di lavorare verticale.
Esempio:
– Spin Flanger CARNAUD-METALBOX Engineering modello 86 Da,
– Spin Flanger GERMAN + FREI AG modello SFV,
8.- Aggraffatrice: Molto affidabile e di alta qualità di tenuta.
Esempio:
– Aggraffatrice FERRUM modello F 706,
CARNAUD-METALBOX Engineering modello “10 -6 Seamer”,
-9.- Gruppo scantonatrice, flangiatrice, aggraffatrice. Oggi è più pratico sostituire le tre macchine precedenti (6, 7 e 8) con un gruppo modulare che le comprende tutte e tre, il che semplifica notevolmente l’installazione, risparmiando spazio, attrezzatura per il trasporto dei container tra le macchine e il costo dell’installazione.
Esempio:
– Unità modulare CEVOLANI modello COMBICAN RBNA 504
– Unità modulare CANTEC modello CAN – O – MAT I (Necking-Flanging-Seaming) 8 spire
10.- Tester di tenuta. È molto conveniente dotare la linea di un tester per il rilevamento delle perdite. Si basano su principi diversi: luce, pressione, vuoto?
Esempio:
Macchina per prove sotto vuoto BASCO modello PRE 60 L,
– Tester d’aria BELVAC modello 595 LT Light Terster,
11.- Panchina di riverniciatura interna totale. Con ugelli atomizzatori statici o mobili.
Esempi:
Banco di 3 macchine laccatrici CARNAUD-METALBOX Engineering modello “3200 Lacquer Spray Machine”,
12.- Forno di polimerizzazione della vernice interna totale. Forno a rete con buona stabilità del contenitore e controllo affidabile del grafico temperatura/tempo.
Esempio:
– Forno interno di cottura ITS – LTG modello IBO (forno interno di cottura),
13.- Pallettizzatore. Funzionamento automatico, alta altezza del pallet (pacco alto) e reggiatura con “compressione del pacco”.
Esempio:
– Palettizzatore BUSEE/ SJI modello BULK serie classica R4002,
– Pallettizzatore CLEVERTECH modello APC – 50 HS,
– Pallettizzatore IDEMUR modello Poseidon P 400,
Sistema di trasporto: trasportatori ed elevatori magnetici. Devono spostare i contenitori in modo attento, evitando danni causati da urti, cadute, accelerazioni…
Esempio:
– Mezzi di trasporto di NSM Magnettechnik Gmbh,
– Mezzo di trasporto AUTORREMA,
Non abbiamo bisogno di commentare l’attrezzatura ausiliaria della linea e i mezzi di controllo della qualità. Per entrare nel merito sarebbe troppo lungo per questo tipo di lavoro.
RACCOMANDAZIONI
In modo generico e senza un ordine preconcetto, daremo alcune raccomandazioni di base affinché la linea immaginaria del nostro studio funzioni correttamente.
Banda stagnata: la banda stagnata adatta alla fabbricazione di corpi può essere del tipo a doppia riduzione e a basso spessore. Come contenitori per bevande, non sopportano processi di sterilizzazione elevati. Né saranno soggetti al vuoto interno, poiché la pratica generale è che si aggiunge un gas (anidride carbonica, azoto, ecc.) quando si riempiono, quindi avranno sempre una certa pressione interna.
Una buona specifica può essere lo spessore della banda stagnata 0,15 o 0,16, rivestimento di stagno 2,8/2,8, doppia riduzione DR550. La direzione del grano (direzione di laminazione) dovrebbe essere C, cioè parallela alla base del contenitore, – vedi figura 1 – questo eliminerà i problemi di sfaccettature piatte, sovrapposizione irregolare della saldatura, flange incrinate, ecc.
Taglio: Come già indicato, la taglierina deve essere una macchina con una qualità di taglio eccellente. Le bave dovrebbero essere minime e posizionate verso l’interno della saldatura laterale. Vedere la figura nº 1. Questo evita il rischio che la vernice venga a contatto con la vernice. Le tolleranze massime di taglio sono:
– Bave massime: 0,02 mm
– Massimo offset (altezza e sviluppo): 0,06 mm. in 100 mm.
– Sviluppo (tolleranza): +0.05/-0.00 mm
– Altezza (tolleranza): +0.05/-0.05 mm
Saldatura della carrozzeria: deve essere effettuata su una macchina di alta qualità, con una perdita di sovrapposizione minima, per garantire che la sovrapposizione sia molto bassa. Questo ridurrà al minimo il rischio di esposizione al metallo, che è l’ultimo pericolo che questo tipo di imballaggio può presentare.
A livello dimensionale, i corpi saldati devono soddisfare questi requisiti:
– Perdita della sovrapposizione. Inferiore o uguale a 0,4 mm +/-0,1
– Spessore della cucitura laterale (E): 1.4 e < E < 1.6 e
– Diametro interno del corpo (tolleranze): +/-0.05 mm
– Disparità massima: 0,20 mm
La disparità è definita come la sporgenza del bordo, alla fine della saldatura, causata dal fatto che i lati del corpo non sono perfettamente a filo una volta laminati.
La figura 2 mostra la disposizione dei corpi nel magazzino della saldatrice. La direzione di lettura del testo della litografia indicata è quella valida per la chiusura del fondo sul retro del corpo (secondo la sua direzione di avanzamento nella saldatrice).
Figura n. 2: Posizionamento del corpo sulla saldatrice
Per ottenere una saldatura adeguata, la macchina deve essere dotata di una doppia puleggia refrigerata. Nei lavori pubblicati in questa Web sulla saldatura elettrica, in particolare “Miglioramenti nel circuito del filo di rame nelle saldatrici” e “Comas nella saldatura e il suo controllo micrografico”, si danno una serie di criteri molto validi per migliorare la qualità della saldatura, che è particolarmente importante per questo tipo di contenitori.
Ancora una volta insisteremo sul fatto che la presenza di espulsioni e proiezioni di metallo all’interno del corpo, al di fuori della saldatura, significa metallo esposto e quindi un difetto molto grave per i contenitori di bevande. È vero che questo difetto può essere evitato con la successiva verniciatura sulla cucitura e su tutto l’interno del corpo, ma se le particelle sono di una certa dimensione, la loro copertura non è sicura.
Rifinitura delle cuciture: la prima precauzione da prendere per assicurare una rifinitura adeguata è l’applicazione di gas azoto durante la saldatura. La sua presenza elimina la presenza di ossigeno sul punto di saldatura, al momento della saldatura. L’ossidazione del ferro è quindi esclusa. L’assenza di ossido di ferro sulla cucitura è essenziale per garantire una buona adesione della vernice di protezione della saldatura, sia all’interno che all’esterno.
È possibile optare per una vernice interna in polvere o liquida, per coerenza con la successiva verniciatura totale che è liquida, forse in questo caso è preferibile usare una vernice liquida nella verniciatura interna della cucitura. In questo modo si possono usare vernici più compatibili nella loro applicazione e cottura.
La seguente tabella fornisce un riassunto dei rivestimenti liquidi più comunemente usati e i loro principali dati di applicazione.
| LACCATURA LIQUIDA DELLE CUCITURE LATERALI | ||||||||
| Verniciatura | Forno | |||||||
| Uso in cucire |
Tipo vernice |
Contenuto solidi |
Pressione pompaggio Kg/cm2 |
Temperat. applicazione |
Viscosità (Ford 4) |
Carico utile mgr/m lineare*. |
Temperat. cottura |
Meteo min. cottura |
| All’interno di | Organosol | 47% | 25 – 30 | 30º C | 16 – 22 “ | 100-110 | 370º C | 15 sec |
| Esterno | Vinile | 12% | 25 – 30 | 40º C | 14 – 18″ | 30 – 40 | 380º C | 15 sec |
| Misurato in una larghezza di 5 mm | ||||||||
La vernice liquida è applicata con una pistola a spruzzo, montata su un braccio che è un’estensione del braccio di saldatura. La figura 3 mostra le dimensioni di regolazione. La stampa della vernice deve avere una larghezza di circa 12 mm, che si ottiene posizionando l’ugello circa 25 mm sotto la cucitura. L’ugello è azionato da un rilevatore di presenza del contenitore situato almeno 100 mm davanti all’ugello.
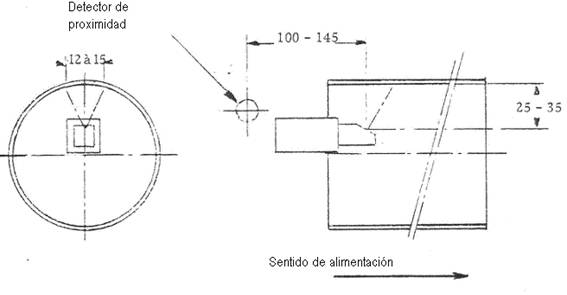
Figura n. 3: Regolazione dell’ugello del liquido innerspray
Tacchettato: Su questo punto vi rimandiamo al lavoro “PACKAGING Tacchettato”, pubblicato in questo Web. Ciò che vi si afferma per i contenitori di latta è applicabile a questo caso. Nei contenitori per bevande, si usa una forte riduzione del diametro, una tecnica che nei contenitori da 2 pezzi passa da 65 a 52 diametri di tappi. Nella tecnica a tre pezzi non è possibile raggiungere questa riduzione, ma facendola progressivamente in diverse operazioni è possibile raggiungere riduzioni importanti, con una media di circa 3 o 4 millimetri per riduzione.
Per esemplificare un caso specifico, la figura 4 mostra la semplice riduzione di un’estremità di un corpo con un diametro di 65 a 63 mm, utilizzando un utensile tampone. È un esempio semplice, ma segna come agire.
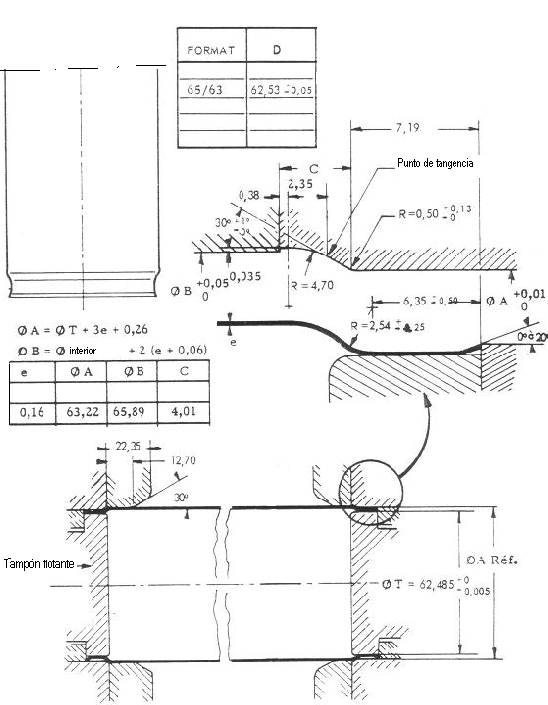
Figura n. 4: intaglio di un corpo con un tampone
Stagnatura: Questa operazione deve essere effettuata con un’attrezzatura che lavora con utensili “ad ago” – spin flanger – . È l’unico modo per lavorare con la latta doppia ridotta di basso spessore senza il problema delle linguette incrinate.
Il disegno nº 5 mostra la forma di uno dei vari aghi che fanno parte di ogni testa di serraggio. Il loro numero dipende dal diametro del contenitore. Possono lavorare con un movimento di rotazione motorizzato o semplicemente folle. I risultati sono più efficaci nel primo caso.
Figura nº 5: Dettaglio di una “rotazione” e misure per il dia.
I valori nella tabella sono per un contenitore di 65 mm di diametro senza intaglio e sono dati come esempio, dato che questa tecnica di flangiatura può essere usata sia per contenitori diritti che con intaglio.
Chiusura: I coperchi easy-open usati nei contenitori “tre pezzi” possono essere dello stesso tipo di quelli usati per i barattoli DWI – 2 pezzi – anche se non è facile usare lo stesso diametro se si parte dalla stessa dimensione del corpo, poiché l’intaglio è più limitato, quindi è normale usare coperchi per 3 pezzi più grandi che per 2 pezzi.
I fondi possono avere un diametro intermedio tra il coperchio e il corpo, permettendo così l’impilabilità. Utilizzano un profilo speciale adatto a lavorare sempre sotto pressione interna. Un esempio di questi è mostrato nella Figura 6. Si tratta di un diametro inferiore 62 valido per il contenitore 65 tagliato a 62 sul suo lato inferiore e 57 sul suo lato del coperchio. Il suo profilo è leggermente concavo, con una perla di espansione. Questa forma gli conferisce elasticità per compensare bene la pressione interna. Le dimensioni di questo sfondo sono in millimetri e tra parentesi in pollici.
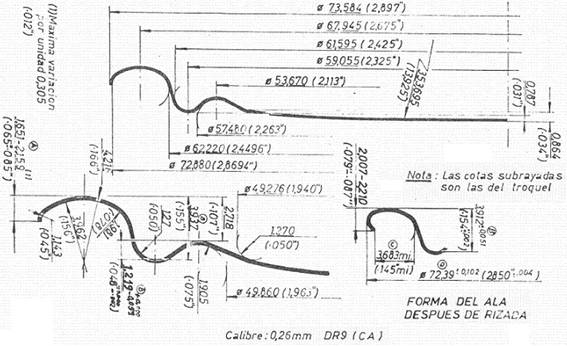
Figura No. 6: Profilo del fondo per un contenitore per bevande in tre pezzi
Un dettaglio importante per questo tipo di fondo, utilizzabile anche sul coperchio easy-open, è il modo di applicare la guarnizione di gomma sulla sua flangia. Si può vedere nella figura 7. La differenza rispetto a un fondo di inscatolamento convenzionale è nell’altezza a cui la gomma deve arrivare sulla parete del serbatoio. Il composto sale più in alto che nei fondi classici, fino a raggiungere il raggio della base della ciotola.
Lo scopo di questo metodo di gommatura è di proteggere la vernice sulla parete interna del pallone. Questa zona è quella che soffre di più durante la formazione del fondo, producendo spesso leggere fratture nella vernice, causate dallo stiramento che subisce durante il disegno. A causa della loro forma, sono chiamate “linee musicali”, perché assomigliano a un pentagramma. Se la guarnizione di gomma copre questa zona, eviteremo il metallo esposto, un obiettivo fondamentale in qualsiasi contenitore per bevande.
I valori che definiscono la posizione del composto sono i seguenti:
Per i coperchi easy-open (ciotola profonda)
A = 5,6 mm
B = 4,0 mm
Per fondi con trogolo convenzionale
A = 2,4 mm
B = 1,6 mm
Figura n. 7: area di gommatura su un fondo di bevanda
Per le caratteristiche della chiusura del coperchio o del fondo ci riferiamo ai lavori sulle chiusure già pubblicati.
Verniciatura interna totale: Questa operazione, specifica per i contenitori di bevande, richiede un’attenzione particolare. Questo serve a rivestire l’interno del contenitore, compreso il fondo, con una nuova vernice. In questo modo si ottiene un secondo strato di vernice, sopra quello applicato in piano e sopra la saldatura, coprendo eventuali piccoli graffi o danni prodotti durante la fabbricazione della lattina. L’applicazione viene effettuata su una batteria di macchine di rivestimento montate su un banco comune. Sono necessari diversi esemplari, perché la loro cadenza individuale è inferiore a quella delle altre macchine della linea, e anche perché è necessario fermare frequentemente ognuna di esse per una pulizia profonda, al fine di eliminare la contaminazione di vernice all’esterno del contenitore. Per questo motivo e per non fermare la linea durante la pulizia, ci deve essere almeno una macchina di rivestimento in eccesso, in modo che ognuna di esse possa essere pulita a rotazione.
La verniciatura è completata dalla cottura della vernice in un forno che riceve i contenitori alla rinfusa.
Pallettizzazione: Gli imballatori di solito richiedono una pallettizzazione a doppia altezza,per semplificare la manipolazione e il trasporto. Per dargli solidità, si applica una compressione verticale sul carico, mantenendolo per mezzo di cinghie che sono sostenute sopra un telaio, di solito in legno. Vedere la figura nº 8.
Figura nº 8: Contenitori di bevande pallettizzati
 Strategia di risoluzione dei problemi per una linea di produzione di lattine per bevande in alluminio
Strategia di risoluzione dei problemi per una linea di produzione di lattine per bevande in alluminio
 PROCESSI DI FORMATURA IN UNA LINEA DI PRODUZIONE DI LATTINE PER BEVANDE IN ALLUMINIO
PROCESSI DI FORMATURA IN UNA LINEA DI PRODUZIONE DI LATTINE PER BEVANDE IN ALLUMINIO
 COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
 CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
 MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
 FABBRICAZIONE DI CORPI DI CONTENITORI SAGOMATI
FABBRICAZIONE DI CORPI DI CONTENITORI SAGOMATI
 LINEA DI IMBALLAGGIO “DUE PEZZI DRD”.
LINEA DI IMBALLAGGIO “DUE PEZZI DRD”.
 UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
 SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
 CONTENITORI A DUE PEZZI DWI
CONTENITORI A DUE PEZZI DWI



0 Comments