
SOMMARIO
L’operazione di chiusura è fondamentale per l’industria della lavorazione dei metalli e dell’imballaggio. Qui sviluppiamo i requisiti necessari per ottenere una buona tenuta, con componenti intercambiabili, analizzando quali sono e come devono essere condizionati.
INTRODUZIONE E REQUISITI
INTRODUZIONE:
C’è un compito comune per l’industria metallurgica e gli imballatori. È la realizzazione della chiusura o dell’unione del corpo del contenitore con il suo corrispondente coperchio e fondo. Per garantire che questo lavoro si svolga in condizioni adeguate e mantenga livelli di qualità uniformi e sicuri, si stanno applicando sempre di più una serie di raccomandazioni e standard, inizialmente a livello nazionale in ogni paese, ma che sono stati gradualmente internazionalizzati attraverso organismi di regolamentazione. In questo articolo riassumiamo le principali conclusioni di queste raccomandazioni.
Questo lavoro contiene le specifiche raccomandate da applicare nell’acquisto di imballaggi e fondi destinati a prodotti trasformati e alimentari. I dati qui riportati sono accettati dalle principali industrie metallografiche di tutto il mondo.
L’applicazione di queste specifiche permette di definire un accordo di intercambiabilità, in tutto ciò che riguarda la doppia sigillatura dei contenitori forniti dai produttori. Anche se le dimensioni e le tolleranze qui descritte sono abbastanza realistiche, il loro uso indiscriminato non garantisce risultati identici, applicando una regolazione comune. Ci sono alcune misure in cui è difficile raggiungere un’unanimità di criteri, come il raggio del vassoio di fondo, o il diametro minimo dell’interno del ricciolo dello stesso, dove si possono presentare valori diversi, che danno luogo a regolazioni specifiche.
REQUISITI:
I contenitori e i fondi devono essere fabbricati, imballati e trasportati nel modo più adatto al riempimento, all’imballaggio e alla distribuzione del prodotto alimentare a cui sono destinati.
I contenitori, i fondi sfusi e gli utensili di chiusura per le aggraffatrici dovrebbero essere dimensionati in modo da garantire l’intercambiabilità dei componenti di ogni produttore, lungo le apparecchiature di riempimento, chiusura, trasporto e imballaggio, con le seguenti limitazioni:
1- Per un dato modello di aggraffatrice, non tutti i diametri e i fondi dei contenitori di qualsiasi tipo possono essere chiusi con i comuni mandrini e rulli di aggraffatura.
2- A causa delle variazioni delle dimensioni dei componenti e delle regolazioni della macchina, anche all’interno degli standard raccomandati, non è possibile garantire che non sarà necessario effettuare regolazioni tra diverse forniture, anche dello stesso fornitore. Tuttavia, si ritiene che aderire a questi standard garantirebbe che la necessità di adeguamenti sia ridotta al minimo.
3- Il fornitore dell’aggraffatrice fornirà le regolazioni raccomandate della macchina e il suo set-up, per qualsiasi combinazione di contenitori e fondi. Si consiglia di utilizzare in seguito, quando sorgono problemi, la procedura di set-up come base per assicurarsi che l’impostazione della macchina sia corretta.
OBIETTIVI DIMENSIONALI E TOLLERANZE
All’epoca, i seguenti accordi sono stati adottati dai produttori per gli standard elencati in questo documento:
– 1:“Obiettivi” con la loro tolleranza in più o in meno. La dimensione “target” da raggiungere è il valore considerato ideale per ogni parametro. Questo valore “target” è definito dai dati nominali. Il 99,7% dei contenitori o dei fondi di qualsiasi lotto (vedi nota), deve rientrare nelle tolleranze indicate. La media di tutte le misure in questa categoria dovrebbe essere uguale o vicina al valore “obiettivo” dichiarato. Nel caso dell’altezza del contenitore vuoto, dove la tolleranza definita è più o meno 0,50 mm, ci si aspetta che la media di tutte le misurazioni sia entro più o meno 0,13 mm dalla misura obiettivo.
– 2: Campo impostato (non “target”). Il 99,7% dei contenitori o dei fondi di qualsiasi lotto (vedi nota), deve essere all’interno del campo stabilito. Questo campo è delimitato dalle tolleranze.
– 3: Valore minimo. Il 99,7% del prodotto in qualsiasi lotto (vedi nota), deve essere pari o superiore al valore minimo stabilito.
– 4: Campo Passa/Scarta. Il 99,7% del prodotto in qualsiasi lotto (vedi nota), deve rientrare nelle dimensioni dichiarate “pass/fail”.
– Le dimensioni mostrate senza tolleranze sono dimensioni di utensili solo per riferimento.
Nota: Una partita è definita come una fornitura o una spedizione che comprende non meno di 50.000 pacchetti o 200.000 sacchi.
MANDRINI PER AGGRAFFATRICI PER LATTINE O CONTENITORI METALLICI
La parte fondamentale delle aggraffatrici è il mandrino, insieme ai rulli di aggraffatura. Questo disco è adattato all’interno del vassoio inferiore in modo molto preciso, e funge da supporto, sul quale il materiale viene chiuso per avvolgimento – o aggraffatura – sotto l’azione dei rulli.
Le dimensioni del mandrino sono strettamente legate a quelle dei fondi. Quindi, per assicurare che lo stesso mandrino possa essere utilizzato per forniture successive dello stesso, anche se provengono da fornitori diversi, deve essere garantita l’intercambiabilità tra di essi, come abbiamo già sottolineato.
Il mandrino ha due parti diverse, la parte superiore dove è fissato alla macchina aggraffatrice, il cui dimensionamento è definito dal produttore dell’attrezzatura, e la parte inferiore o attiva legata alle misure dei fondi da utilizzare nell’operazione di aggraffatura. La figura 1 mostra il profilo della zona inferiore o del labbro del mandrino, a seconda dei contenitori da chiudere.
Figura No. 1: Profilo del labbro del mandrino
Le misure appropriate di questo profilo, a seconda dei fondi da utilizzare, sono indicate nella tabella allegata. Infatti, una serie di dimensioni sono state unificate, qualunque sia il diametro del fondo da chiudere. L’angolo di inclinazione del labbro “D”, il raggio del labbro “C” e il punto di riferimento “E” su cui deve essere presa la misura del diametro sono comuni. Pertanto, le uniche due dimensioni variabili sono: L’altezza del labbro “A” e il suo diametro “B” nel punto di riferimento.
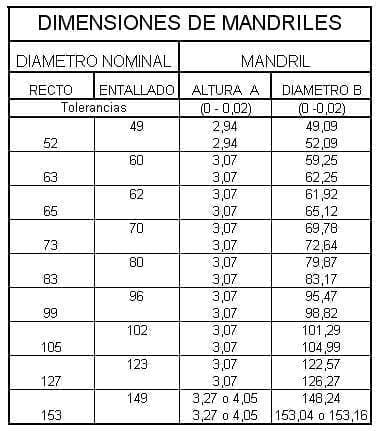
Dimensioni comuni per tutti i diametri di mandrino:
Altezza del punto di riferimento E = 1,05 mm
Raggio del mandrino C = 1 mm +0,00 / -0,05
Angolo del labbro D = 4º +/- 10`.
In questa tabella, i diametri nominali dei contenitori dritti più comuni sono differenziati in colonne separate da quelli delle estremità ridotte – o dentellate – poiché attualmente i contenitori dritti e quelli con un’estremità dentellata coesistono sul mercato.
L’altezza “A” del labbro del mandrino rimane costante per molti diametri, ad eccezione di quelli piccoli e più grandi. In quest’ultimo caso – diametro 153 – ci sono ancora due altezze diverse sul mercato, il che si traduce in due valori diversi di diametro “B”.
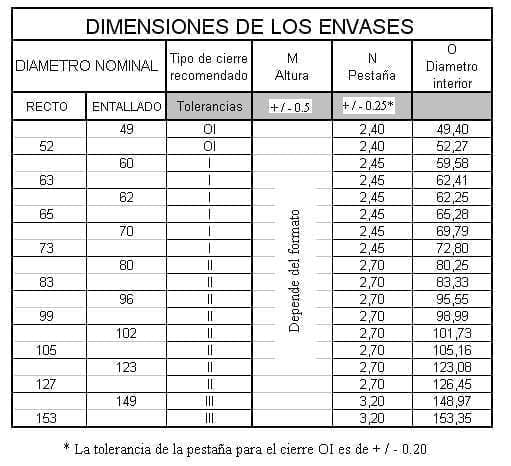
DIMENSIONI DEI FONDI
Come abbiamo già detto, per permettere un’unificazione delle attrezzature di chiusura per lo stesso formato, e per ottenere una chiusura di qualità, chiunque sia il fornitore del contenitore, è necessario mantenere le stesse misure in tutte le dimensioni che influenzano la realizzazione della chiusura. A tal fine, si è lavorato per molti anni tra produttori, associazioni di categoria, organizzazioni, ecc. e oggi si è raggiunto un buon grado di standardizzazione.
Nel disegno nº 2, si delimitano le misure per i fondi rotondi dei contenitori per conserve, di tipo convenzionale, senza includere i coperchi ad anello facili da aprire. Rispettando queste misure, è possibile utilizzare i suddetti mandrini con buoni risultati.
Figura n. 2: Misure di base di un fondo relative alla chiusura
Bisogna chiarire che le chiusure sono classificate in sette tipi diversi, a seconda delle dimensioni dei loro diversi componenti (ganci del corpo e del fondo, altezza della chiusura, sovrapposizione,…). La più piccola di queste è la OIII e la più grande è la IV . La prima (OIII) sarebbe una chiusura mini per contenitori molto piccoli con poca responsabilità e l’ultima (IV) per ottoni di grandi dimensioni. I tipi più comunemente usati sono OI, I e II, che coprono le dimensioni normali dei contenitori. Succede che lo stesso formato può essere trovato sul mercato con l’uno o l’altro tipo di chiusura. Per esempio il diametro 73 nei tipi OI e I.
Tenete presente che quando cambiate il tipo di chiusura, vengono modificate le dimensioni degli sfondi collegati ad essa e anche la scheda del corpo. Pertanto, ogni utente deve essere molto chiaro sul tipo di chiusura che vuole utilizzare e collegare le forniture del contenitore ad esso.
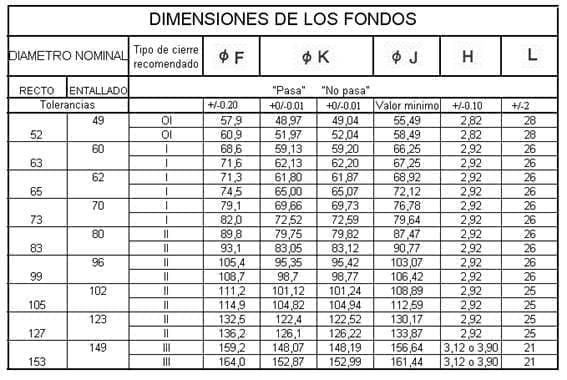
La seguente tabella mostra le misure dei fondi convenzionali, relative alla loro chiusura, standardizzate per ottenere l’intercambiabilità dei componenti. Per non rendere la tabella troppo complessa, sono state riportate solo le misure per il tipo di fissaggio più usuale in ogni caso, che è indicato nella colonna “Tipo di fissaggio consigliato”.
Come per i mandrini, abbiamo differenziato tra i diametri dei contenitori dritti e i valori per le estremità dentellate. Pertanto, la colonna “dentellata” non riflette le dimensioni dei contenitori ma delle estremità ridotte.
Il diametro “F”, che è il diametro esterno, definisce la quantità di materiale disponibile per fare il gancio inferiore nell’aggraffatrice, e influenza il dimensionamento di molte parti dell’aggraffatrice (alimentatore inferiore, ruote a stella, ecc.). È una misura di base del coperchio. Esiste una serie di formule che collegano le diverse dimensioni degli elementi di chiusura, cioè le dimensioni del mandrino con quelle del tappo o della flangia. Per esempio, il diametro “F” è legato al diametro del mandrino “B” attraverso le seguenti espressioni:
Per il tipo di chiusura OI: F = B + 8,76
Per il tipo di chiusura I: F = B + 9,36
Per il tipo di chiusura II: F = B + 9,88
Per il tipo di chiusura III: F = B + 10,92
Nel caso del diametro“K”, che è il diametro di regolazione del mandrino, e quindi quello fondamentale per la tenuta, sono stati espressi i valori massimi e minimi, che corrispondono al “pass”, “fail” dei calibri di controllo qualità di questa misura. Le tolleranze indicate nelle colonne “pass” e “fail” sono le tolleranze di costruzione dei calibri corrispondenti. La formula che collega questa misura al diametro del mandrino nel punto di riferimento è la seguente:
Diametro inferiore fino a 99: “Pass” K = B – 0.12/ “Fail” K = B – 0.05
Diametro dei fondi superiore a 99: “Pass” K = B – 0,17 / “Fail” K = B – 0,05
La dimensione “J”, il diametro dell’interno del ricciolo, è di importanza relativa, e il suo scopo è di evitare l’interferenza con la flangia del corpo. Ecco perché si riflette solo il suo valore minimo. La formula per determinare il valore di “J” in funzione del diametro “B” del mandrino varia a seconda del tipo di tenuta scelto, ed è la seguente:
Per il tipo di chiusura OI: J = B + 6,40
Per il tipo di chiusura I: J = B + 7.00
Per il tipo di chiusura II: J = B + 7,60
Per il tipo di chiusura III: J = B + 8,40
Questo perché all’aumentare del tipo di chiusura aumenta anche la flangia e quindi bisogna lasciare più spazio per la sua collocazione all’interno della flangia del coperchio.
L’altezza o la profondità“H” della cella deve essere misurata in tre punti equidistanti dal fondo e deve essere trovata la media delle tre letture. Questa media è anche una dimensione di base ed è legata all’altezza del mandrino nei termini seguenti:
Diametri inferiori 49 e 52: A = H + 0,12
Diametri rimanenti: A = H + 0,15
La dimensione “L”, l’ altezza del pelo, non è data in millimetri, ma nel numero di fondi che entrano in 2″ (50,8 mm) e si misura con un calibro. In un altro articolo, complementare a questo, si dettaglierà la progettazione, il dimensionamento e l’uso dei calibri necessari per controllare queste dimensioni, così come altre che commenteremo di seguito, anche se già nel lavoro:
– Il controllo dimensionale dei fondi può essere visto in buona misura questa materia
Nei fondi ci sono anche due misure che rimangono costanti in tutti i diametri, queste sono:
Altezza del punto di riferimento “E” = 1,05 mm
Raggio interno del trogolo “G” = 0,95 mm + 0,05 / – 0,00
La posizione o l’altezza del punto di riferimento “E” è la stessa sul fondo come sul vostro mandrino.
Il raggio interno del trogolo “G” è uguale al centro del punzone, e il suo valore è 0,05 mm più piccolo di quello del mandrino di bloccaggio “C”, ma con la tolleranza modificata.
DIMENSIONI DEL CONTENITORE
Poche delle misure del pacchetto sono legate alla chiusura, in effetti solo tre:
Altezza: deve essere uniforme in tutto il lotto, al fine di ottenere una tensione di compressione analoga in tutti i contenitori durante il processo di sigillatura.
– Tab: La sua dimensione definisce le misure del gancio del corpo, quindi è un valore molto importante da controllare.
– Diametro interno: Nella sua zona estrema, quella corrispondente alla flangia, specifica la regolazione tra il fondo da chiudere e il contenitore.
È quindi necessario standardizzare i loro valori per ottenere un’intercambiabilità dei componenti. Il disegno n. 3 mostra le tre dimensioni di cui sopra per un contenitore in tre pezzi.
Figura n. 3: Dimensioni di un contenitore con impatto sulla chiusura
Nella tabella seguente indichiamo i valori di queste misure, ma prima dobbiamo fare i seguenti commenti:
1º.- C’è così tanta diversità di altezze di contenitori sul mercato che non è possibile elencarli, ci limitiamo ad indicare la tolleranza applicabile ad essi. L’altezza deve essere misurata con un’attrezzatura adatta – vedi calibri di controllo – e in una zona lontana dalla cucitura laterale.
2º.- La larghezza della flangia varia con il tipo di fissaggio, quindi il suo valore è legato ad esso. Deve essere misurato dal punto di riferimento, situato a 2,5 mm dal bordo. Si prenderà come valore la media di due misurazioni a 180º, ad almeno 10 mm di distanza dalla cucitura laterale.
3º.- Il diametro interno del contenitore non è una misura critica in relazione alla chiusura, sebbene lo sia in relazione alla capacità del contenitore. Quindi in questo lavoro, concentrato sul primo fattore, indicheremo il valore del diametro come riferimento, ma senza riflettere le tolleranze. Come criterio generale, il fondo dovrebbe essere leggermente sotto pressione sul corpo. Una prova facile è che una volta che il fondo è stato messo sul corpo e leggermente premuto, se l’insieme viene capovolto, il fondo non dovrebbe cadere.
Nel caso degli imballaggi per salsicce, i criteri da seguire sono gli stessi delle lattine a tre pezzi.
CHIUSURA
Una “chiusura” o “doppia chiusura” è definita come la giunzione risultante dall’incastro dell’estremità del corpo di un contenitore con il suo fondo o coperchio. Questa connessione è realizzata con un processo di crimpatura o doppia crimpatura, cioè con una doppia parete di sicurezza. Deve essere perfettamente ermetico.
Questa sezione raccomanda gli standard operativi per le doppie guarnizioni, per diversi diametri e fondi di contenitori, così come i dettagli dei parametri e i punti in cui devono essere misurati.
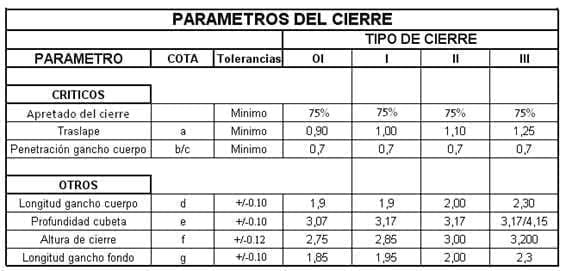
Questi parametri sono divisi in due categorie:
Critico: Si tratta di alcune misure del doppio sigillo i cui valori devono essere soddisfatti per garantire l’adeguatezza del doppio sigillo.
Altri: Questi sono i parametri che servono come mezzo per raggiungere quelli critici, ma permettono una certa flessibilità nella loro misurazione senza pregiudicare la qualità della chiusura.
Quando si acquista una nuova aggraffatrice, l’acquirente deve determinare dal fornitore lo standard di aggraffatura che vuole implementare nella nuova attrezzatura.
Ci possono essere alcune differenze di opinione nel definire quali sono le misure o i valori importanti da controllare in un doppio blocco, tra cui “critico” e “altro”. Preferiamo quelli mostrati in forma di dimensioni nel disegno nº 4.
Figura n. 4: Misure di un elemento di fissaggio
I valori dei parametri di tenuta devono essere ottenuti, nel caso di confezioni a tre pezzi, come media di due misurazioni alle ore 2 e alle ore 10, prendendo le ore 12 come posizione della cucitura laterale. Per i contenitori ripieni, entrambe le misure devono essere prese a 180º.
Oltre alle misure delimitate, ci sono due valori da determinare tramite calcolo, entrambi considerati critici, che sono:
A.-Rapporto dispessore della serratura: anche detto “tenuta della serratura”. Misura la compattezza della guarnizione, confrontando lo spessore teorico con quello reale, tenendo conto del contributo dello spessore del composito. A questo scopo, lo spessore della guarnizione è stato misurato nel punto più sfavorevole del suo perimetro. Tre criteri complementari possono essere utilizzati per calcolare il rapporto:
a.- Applicando la seguente formula:
(3ef + 2ec) / spessore effettivo > 0.8
Dove “ef” è lo spessore del fondo e “ec” è lo spessore della parete del corpo.
Questa formula può essere dichiarata: “Lo spessore delle cinque pareti della chiusura, diviso per lo spessore reale deve essere maggiore del quoziente 0,7”.
b.- Applicando quest’altra formula:
Spessore effettivo = ( 3 ef + 2ec + 0.15 ) +/- 0.05
0,15 millimetri è il valore dello “spazio libero”, che deve essere riempito dalla guarnizione di gomma.
c.- Valutazione delle rughe del gancio inferiore.
Nella generazione della chiusura ci sono sempre rughe nei ganci, specialmente nel gancio inferiore, che è quello che rimbocca più materiale verso l’interno. L’altezza – chiamata anche lunghezza – del gancio inferiore che è privo di rughe è un indicatore della tenuta della guarnizione. Questo grado di tenuta è indicato come la lunghezza del gancio inferiore senza rughe, espresso in percentuale della lunghezza totale del gancio inferiore. Questo indicatore non può essere misurato, deve essere stimato visivamente, e poiché è una valutazione soggettiva, è necessaria una certa esperienza per valutarlo correttamente. Quando non ci sono grinze sul gancio, la tenuta è del 100% e quando la grinza occupa tutta l’altezza del gancio è dello 0%. Il suo valore minimo deve essere del 75%, sempre riferito al punto peggiore del gancio inferiore, prestando particolare attenzione a entrambi i lati della zona del giunto di saldatura laterale.
Una qualsiasi delle tre procedure è valida, anche se la più tradizionale e ampiamente utilizzata è la valutazione delle rughe all’interno del gancio inferiore. Nei primi due casi le misure sono fatte in millimetri.
B. – Penetrazione delgancio del corpo. Determinare il rapporto tra la lunghezza del gancio del corpo “b” e la lunghezza dell’interno dell’elemento di fissaggio “c”, secondo l’espressione
Penetrazione = b / c > 0.7
La seguente tabella riassume i valori raccomandati di questi parametri, divisi in “critici” e“altri”, per i tipi di chiusura menzionati in questo lavoro
Per il controllo di queste misure è necessario utilizzare una serie di misuratori specifici, che saranno oggetto di un altro articolo complementare a questo.
Il seguente materiale è stato preso in considerazione per la realizzazione di questo lavoro:
– Norme “SEFEL” (Segretariato europeo dei produttori di imballaggi leggeri in metallo)
– Specifiche industriali raccomandate per lattine aperte per alimenti lavorati” sviluppate dalla MPMA (Metal Packaging Manufacturers Association).
 i contenitori di metallo possono essere riscaldati nel microonde?
i contenitori di metallo possono essere riscaldati nel microonde?
 TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
 RULLI 2A OPERAZIONE DI CHIUSURA
RULLI 2A OPERAZIONE DI CHIUSURA
 RULLI 1° OPERAZIONE DI CHIUSURA
RULLI 1° OPERAZIONE DI CHIUSURA
 MISURE DELLA DOPPIA SERRATURA
MISURE DELLA DOPPIA SERRATURA
 SPECIFICHE DI CHIUSURA DEI CONTENITORI PER BEVANDE
SPECIFICHE DI CHIUSURA DEI CONTENITORI PER BEVANDE
 PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
 TACCHETTATO DAL RULLO
TACCHETTATO DAL RULLO
 ABBRONZATURA
ABBRONZATURA
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE



0 Comments