
Modalità e mezzi per controllare la qualità dell’arricciatura delle cupole delle bombole di aerosol su cui è montata la valvola.
PREAMBOLO
Gli aerosol sono dotati di una valvola di dosaggio del prodotto, che è attaccata alla parte superiore del tappo metallico o della cupola del contenitore. Il montaggio di questa valvola viene effettuato dal riempitore, e quindi il produttore del contenitore, il produttore della valvola e il riempitore sono coinvolti nella sua corretta esecuzione. I primi due nella fornitura di componenti adatti, e il terzo nel loro corretto assemblaggio.
È particolarmente importante che l’orifizio in cui è alloggiata la valvola sia correttamente dimensionato e con tolleranze molto precise. Questo orifizio è standardizzato in tutto il mondo ad un valore di 25. 4 mm (1″). È sormontato da un ricciolo sul quale è agganciata la valvola. Vedi figura nº 1
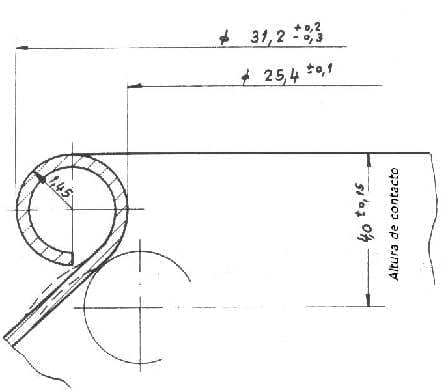
Figura n. 1: ricciolo per l’alloggiamento della valvola
Il fabbricante di contenitori deve istituire un sistema di controllo della qualità per garantire che tale arricciatura rientri nelle specifiche. Questa operazione utilizza un materiale che è un caso speciale nel controllo di qualità per i contenitori metallici. Definiremo e descriveremo i misuratori necessari da utilizzare per attuare il monitoraggio della qualità del ricciolo. Il resto delle misure della cupola sono le stesse che se fosse un coperchio normale e quindi non entreremo nella loro considerazione. Inoltre, questo problema è già stato discusso su questo sito nel lavoro:
– Controllo dimensionale dello sfondo
Le misure da controllare sul ricciolo della cupola sono:
– Diametro esterno della spugna
– Diametri interni dei riccioli
– Spessore del ricciolo
– Altezza di contatto della valvola.
Le tolleranze mostrate nel disegno 1 sono quelle riflesse nella norma FEA 201, ma in pratica sono un po’ eccessive e dovrebbero essere ridotte a 31,15 + 0,10 e 24,5 + 0,05.
1º.- DIAMETRO ESTERNO DEL RICCIOLO DELLA VALVOLA
La prima cosa da controllare è il diametro esterno della spugna. Si fa per mezzo di un misuratore ad anello di tipo “pass-fail”. È illustrato nella figura 2.
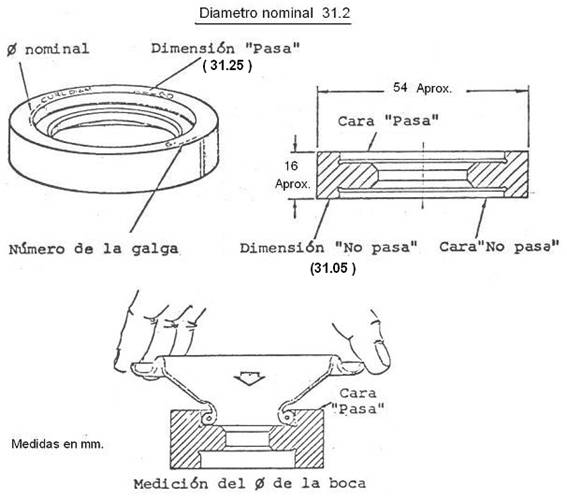
Figura n. 2: calibro “Pass-fail” per il diametro esterno della spugna
Basta mettere il cono sul lato “pass” e controllare che si adatti bene e poi sul lato “no pass” e vedere che non si adatta. Se questo è il caso, il pezzo è buono, altrimenti è difettoso. L’azione può essere vista nella figura 2.
2º.-DIAMETRO INTERNO
Insieme alla misura precedente, si può controllare il diametro interno della bocca dei coni di aerosol. A questo scopo si usa un calibro speciale del tipo a comparatore con lettura diretta. La figura 3 illustra il misuratore e il suo accessorio. Come potete vedere, consiste in una sonda che viene inserita nella bocca del cono, formata da segmenti che si espandono quando si preme il grilletto. L’accessorio è un anello di regolazione e azzeramento, il suo diametro interno deve essere esattamente il valore nominale della bocca del cono.
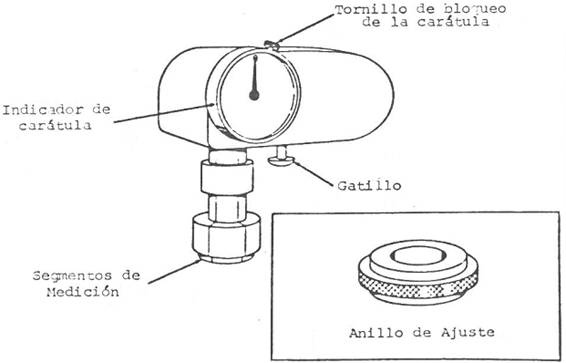
Figura n. 3: Misuratore a bocca di cono
Per regolarla, procedere come segue:
– Fase 1: Con il grilletto premuto, posizionare i segmenti di misurazione all’interno dell’anello di regolazione e rilasciare il grilletto.
– Fase 2: Ruotare il quadrante fino alla posizione zero e bloccarlo con la vite di bloccaggio. Vedi figura nº 4

Figura No. 4: Regolazione dell’indicatore di apertura del cono
Per misurare la bocca del cono, con il grilletto premuto, posizionare i segmenti di misurazione all’interno della bocca e rilasciare il grilletto. La lettura differenziale rispetto alla lettura nominale apparirà sul quadrante. Vedi figura nº 5
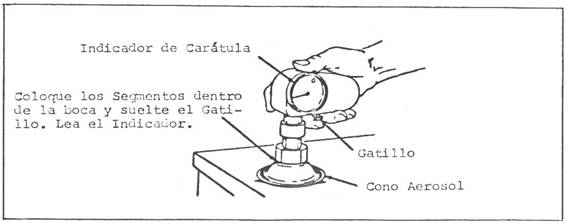
Figura n. 5: Misurare la bocca di un cono con uno spessimetro
Per un buon uso del calibro, tutte le sue parti devono essere sempre tenute molto pulite.
Calibri simili a quello mostrato possono essere trovati in commercio. Un esempio è mostrato nella foto n. 6.

Figura nº 6: Calibro commerciale valido per il diametro interno della spugna
Un altro sistema semplice ed economico per controllare il diametro interno, anche se con la limitazione di non dare una lettura diretta, è l’uso di un calibro tipo “go – no go”, come quello mostrato nel disegno n. 7.
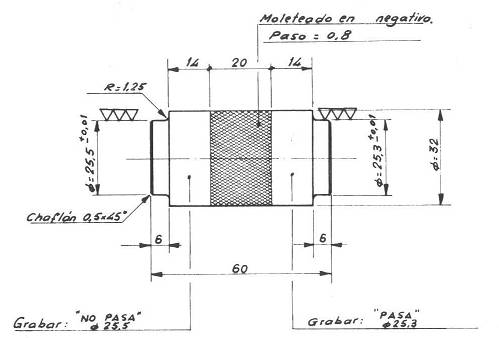
Figura n. 7: calibro di passaggio per il diametro interno
I valori di questo calibro sono dati per soddisfare lo standard FEA 201
3º.- SPESSORE DEL RICCIOLO
Per questi dati si usa un calibro per determinare la qualità dimensionale dello spessore della crimpatura sui coni. Misurare questo spessore con un angolo di 20º dall’asse di simmetria del contenitore.
È un calibro di tipo micrometrico con una corsa minima di 10 mm. La figura nº 8 illustra il calibro con le sue diverse parti. Può essere preparato a partire da un micrometro al quale si aggiunge un tappo per posizionare l’asse del micrometro a 20º rispetto alla verticale e un anello di presa.
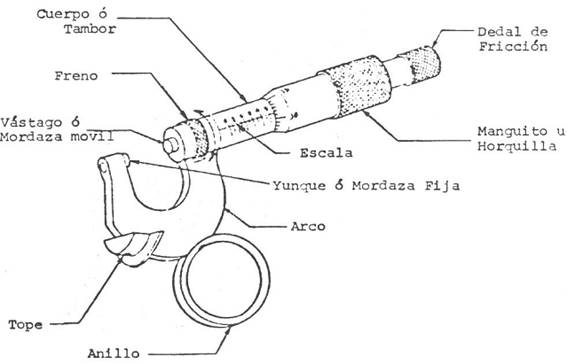
Figura n. 8: Micrometro speciale per lo spessore della spugna
Il modo di funzionamento è il seguente:
Passo 1: Con il freno in posizione “off”, regolare il micrometro in modo che la lettura della sua scala indichi un’apertura di circa 5 mm. Vedere la figura nº 9.
Passo 2: Inserire il misuratore nella bocca arricciata del contenitore come mostrato nel passo 2 del disegno #9.
Fase 3: posizionare il dito indice della mano destra sull’anello e applicare una leggera pressione verso il basso per inserire il calibro.
Passo 4: Tenere il micrometro e il contenitore saldamente nella mano sinistra in modo che la parte superiore del micrometro poggi sulla parte superiore e laterale del ricciolo.
Passo 5: Chiudere il micrometro girando il ditale a frizione fino a quando il gambo tocca il ricciolo. Registrare la lettura sul blocco steno appropriato.
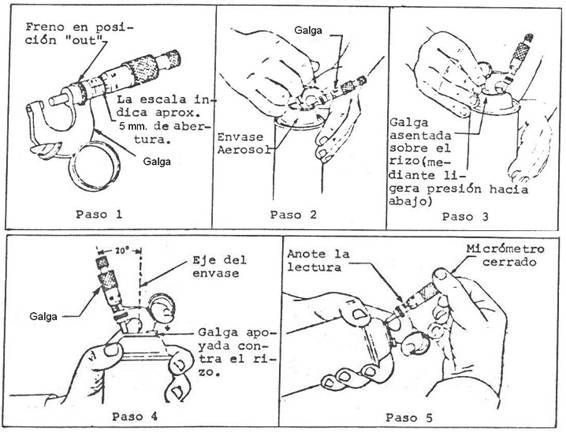
Figura n. 9: diverse fasi del processo di misurazione dello spessore della spugna
Il calibro deve essere periodicamente regolato a zero, seguendo la procedura tipica per questa operazione su un micrometro.
Un’altra alternativa di test, basata su un misuratore di tipo “go-no-go”, può essere installata. È più semplice da usare, ma può essere usato solo per uno specifico spessore di pila, mentre il precedente è valido per qualsiasi spessore.
La figura 10 mostra questo indicatore e come usarlo. Misura lo spessore con un’inclinazione di 30º. È sufficiente provare che il ricciolo venga introdotto senza difficoltà attraverso la fessura “passante” e non entri attraverso la fessura “non passante”.
Il valore nominale per la misura dello spessore di crimpatura è di 2,90 mm. di diametro. Una gamma normale di tolleranze è + 0,15 mm. Tuttavia, ci sono alcuni disegni di spugna che hanno una forma leggermente ovale, con il loro asse maggiore verticale.
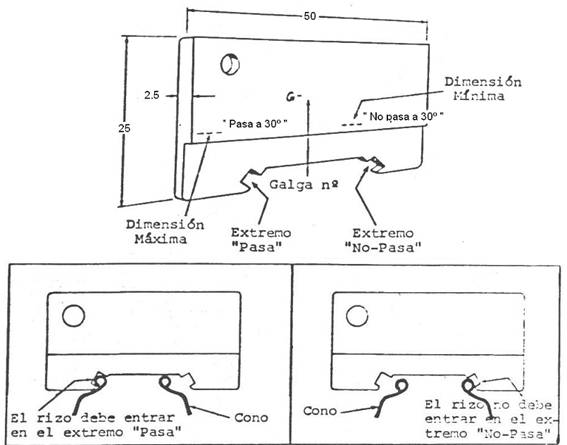
Figura n. 10: Misuratore Pass – Fail per lo spessore della spugna
Questo tipo di misuratori deve essere fatto in materiale inossidabile.
La buona manutenzione di tutti i misuratori di cui sopra richiede che siano sempre tenuti puliti e privi di particelle estranee. Se non viene usato molto spesso, applicare periodicamente un leggero strato di olio per macchine.
4º.- ALTEZZA DI CONTATTO
La funzione principale dell’orifizio a cupola è quella di ospitare la valvola che alimenta il materiale contenuto. È quindi importante controllare che il punto, o meglio la circonferenza, su cui la valvola è bloccata sia posizionata correttamente in altezza. Gli strumenti adatti a questo scopo sono i calibri Boxal tipo I e II.
Boxal tipo I: è appositamente progettato per la misurazione dell’altezza di crimpatura, che è la stessa utilizzata per la determinazione della profondità di clinching della valvola.
Boxal tipo II: utilizzato per controllare la qualità della spugna come misura assoluta e, se necessario, per determinare il valore dell’altezza della spugna.
L’idea di base dei misuratori Boxal è di fare una misurazione funzionale e pratica, che riflette in modo preciso le condizioni del chinchado. Se le dimensioni dello stilo del calibro Boxal e l’effettivo contorno di clinciatura sono identiche, la profondità di clinciatura può essere determinata con il calibro Boxal (Boxal tipo I). La precisione della misurazione si basa sul confronto preventivo del calibro per mezzo di un anello di calibrazione standardizzato e dipende anche dalla precisione di fabbricazione del calibro.
Il principio di funzionamento del metodo è mostrato nella figura 11.
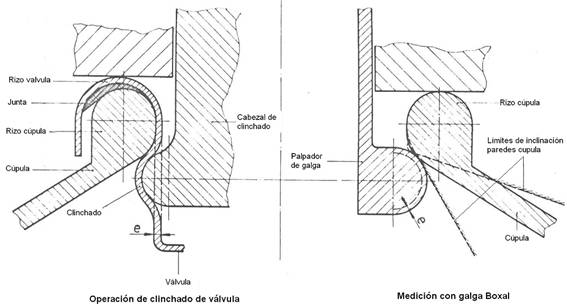
Figura n. 11: Funzionamento del calibro boxale
Si tratta di confrontare l’altezza di serraggio reale con l’altezza di serraggio nominale e controllare che corrispondano. In questa figura, il lato sinistro mostra l’operazione di clinching di una valvola di spessore “e” sull’ugello di un aerosol – in questo caso di fabbricazione monoblocco in alluminio -. Sul lato destro c’è la misura precedente di questa stessa bocca nel punto di aggancio, lo spessimetro è stato ingrandito con lo spessore “e” per simulare le stesse condizioni in entrambi i casi. . Le variazioni di lettura indicheranno l’errore nell’operazione di clinching, tenendo conto dello spessore della guarnizione e del metallo della valvola.
Misurazione con calibro Boxal tipo I:
Il calibro deve prima essere calibrato regolandolo per mezzo dell’anello di calibrazione come mostrato nella figura 12, lato sinistro. Questo anello regola il calibro per un’altezza di contatto teorica secondo la specifica o lo standard utilizzato. Nel nostro caso 4 + 0,15, come indicato nella figura nº1.
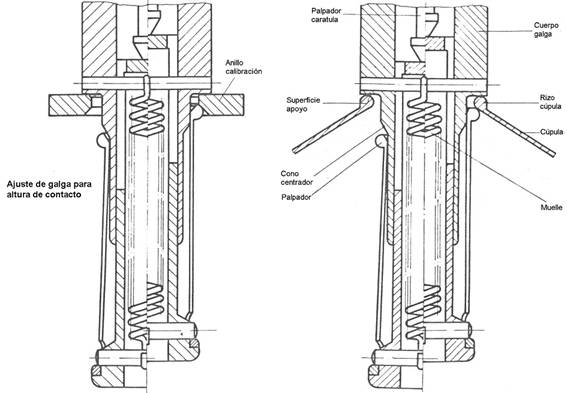
Figura n. 12: Regolazione e uso del calibro Boxal tipo I
Una volta inserito l’anello di calibrazione, il quadrante del calibro è impostato su 4,00 mm. La misurazione sul contenitore si fa nello stesso modo, vedi figura 11 sul lato destro, per fare questo premere il pulsante sul calibro, metterlo dentro la bocca di 1″ (25,4 mm) e allentare lentamente il pulsante. Questa misurazione viene ripetuta tre volte, ruotando il contenitore di circa 40° ogni volta. La misura più piccola viene presa come valore di profondità di clinching.
Misurazione con calibro Boxal tipo II:
A sinistra dell’illustrazione n. 13, è mostrato un’elevazione di questo misuratore montato sulla bocca di una bomboletta spray. La pianta ne mostra una sezione nella zona in cui vengono prese le misure. L’uso principale di questo calibro è quello di controllare l’uniformità della crimpatura lungo la sua circonferenza nella zona di clinching.
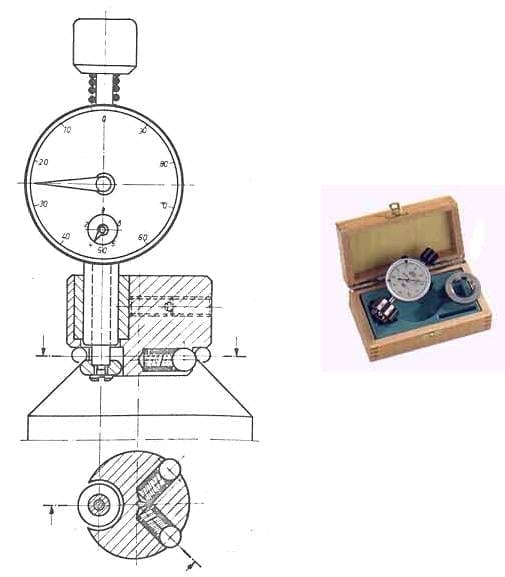
Figura nº 13: Sagoma boxale tipo II
Questa misurazione viene effettuata, come con il misuratore di tipo I, premendo il pulsante del misuratore e inserendo il misuratore nell’apertura di 1″ (25,4 mm) del contenitore con un movimento rotatorio. La non uniformità che appare nelle letture non deve mai superare un valore limite precedentemente impostato, che dipende dal tipo di guarnizione applicata.
Si effettuano tre misurazioni con il misuratore e il contenitore deve essere ruotato di 120º rispetto al misuratore per ogni misurazione.
Il calcolo dell’altezza di contatto (CH) – a cui viene effettuato il clinching – deve essere calcolato mediante la formula:
CH = (Hmax. + Hmin)/2 + ½ | 25.4 – (Dmax + Dmin)/2|
In cui:
Hmax. Il valore più alto delle misurazioni effettuate sulla spugna in questione, con calibro di tipo II.
Hmin. Il valore più basso delle misurazioni effettuate sulla spugna in questione, con calibro di tipo II.
Dmax. = Diametro interno massimo.
Dmin. = Diametro interno minimo.
A sinistra della figura 12 è un misuratore Boxal tipo II disponibile in commercio con il suo anello di regolazione nella sua custodia.
Vantaggi applicativi dei calibri Boxal:
L’uso di questi misuratori e il metodo proposto hanno i seguenti vantaggi rispetto all’uso di altri sistemi di misurazione.
1º.- Il contatto con l’altezza del ricciolo della cupola permette di determinare la profondità di serraggio della valvola tenendo conto di altri fattori come lo spessore del materiale e lo spessore del giunto.
2º.- Le conoscenze richieste e la cura necessaria per l’uso di questi misuratori sono minime.
3º.- Le possibili variazioni nella forma del ricciolo a cupola (diametro interno, raggio interno e angolo di spalla), e nella precisione del raggio dell’utensile di clinching, hanno un’influenza molto piccola sulla precisione della misura dell’altezza del ricciolo.
 Tata Steel Packaging e Sensory Analytics annunciano una partnership per l’eccellenza della qualità
Tata Steel Packaging e Sensory Analytics annunciano una partnership per l’eccellenza della qualità
 controllo di qualità nella fabbricazione di contenitori metallici
controllo di qualità nella fabbricazione di contenitori metallici
 COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
 CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
 CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI
CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI
 CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
 PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
 TAPPI TWIST-OFF – RICCIOLO E FORMAZIONE DELL’UNGHIA
TAPPI TWIST-OFF – RICCIOLO E FORMAZIONE DELL’UNGHIA
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE




0 commenti