
Si intende per litografia di un materiale, l’applicazione di un sistema litografico esterno completo, che può includere: buco del braccio (o accoppiamento), diversi inchiostri e vernice di finitura.
Il tipo normale di controllo da applicare comprende una serie di due tipi di prove:
A.- Controllo per attributi: visivamente.
B.- Controllo per variabili: test distruttivi
Le condizioni applicabili per questo controllo possono essere del tipo seguente:
A.- Controllo per attributi (prendendo come riferimento lo standard militare)
Verifica: Orario
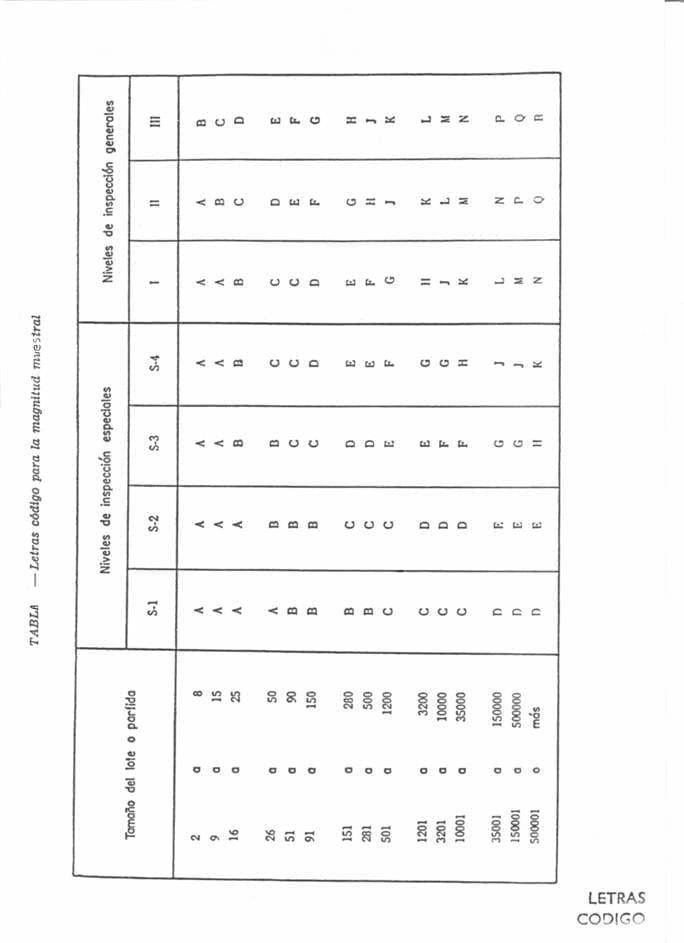
Livello di ispezione: Speciale S-3 (Vedi tabella A 1 allegata alla fine*).
Dimensione del lotto: 3.201-10.000
Lettera codice: F (Vedere tabella B 1 allegata alla fine*)
Numero di campioni 20 fogli
Schema di campionamento: Semplice
Tipo di ispezione: Normale
Per il trattamento di queste tabelle e i criteri AQL si raccomanda di vedere il lavoro “STANDARDS OF RECEPTION”.
B.- Controllo per variabili
Verifica: Orario
No. di campioni: Un foglio
TEST RACCOMANDATI PER IL CONTROLLO DI QUALITÀ DI UNA LITOGRAFIA
INDICE DI PROVA
1 – Identificazione del materiale
2 – Aspetto della litografia
3 – Registrazione della litografia
4 – Confronto dei colori
5 – Identificazione del simbolo U.P.C.
6 – Mostra del metallo
7 – Prova di durezza
8 – Resistenza al disegno
9 – Resistenza alla sterilizzazione
DESCRIZIONE DEI TEST
1.- IDENTIFICAZIONE DEL MATERIALE
OBIETTIVO:
Verificare che il materiale (banda stagnata, TFS, alluminio…) destinato alla stampa sia quello previsto nell’ordine.
CONTROLLARE LA FREQUENZA:
Al ricevimento di ogni ordine nel laboratorio di litografia.
DISPOSITIVO DA UTILIZZARE:
Nessuna. Verifica visiva
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Registrare le anomalie nella colonna “REMARKS” del modulo C.
METODO DI VERIFICA:
Determinare visivamente:
– Se ogni pacchetto è accompagnato dalla sua etichetta corrispondente.
– Se l’etichetta è compilata correttamente con tutti i dati appropriati
– Se le etichette corrispondono al materiale definito nell’ordine di lavoro aperto per questo ordine
2.- ASPETTO DELLA LITOGRAFIA
OBIETTIVO:
Assicurarsi che la litografia presenti un aspetto adeguato.
CONTROLLARE LA FREQUENZA:
Prelevare 20 fogli finiti, non consecutivi, all’inizio della fine di ogni tiratura, e poi ogni ora, all’uscita del forno dalla linea di stampa.
DISPOSITIVO DA UTILIZZARE:
Nessuna. Verifica visiva
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato C
SPECIFICHE DI LAVORO
Assenza di difetti visivi evidenti
METODO DI VERIFICA:
Controllare ogni foglio per:
– Nitidezza del disegno e corretta registrazione dei colori (corrispondenza dei colori)
– Difetti evidenti, come la litografia sbavata, le macchie, il rovescio sporco, i segni della griglia, ecc.
– Urti, pieghe, mezzelune, bordi e/o angoli piegati
– Graffi o altre abrasioni sugli impilatori
Riservare un foglio, a caso, per i test distruttivi.
3.- REGISTRAZIONE DELLA LITOGRAFIA
OBIETTIVO:
Controllare che lo spot litografico sia posizionato correttamente sul foglio.
CONTROLLARE LA FREQUENZA:
Un foglio all’inizio del completamento di ogni corsa e successivamente ogni ora.
DISPOSITIVO DA UTILIZZARE:
Tavolo di tracciatura, lame master o calibro di profondità
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato C
SPECIFICHE DI LAVORO
Fare riferimento al disegno del layout di stampa corrispondente sul foglio dei supporti. Vedere alla fine del tratto un esempio di esso (Disegno E).
METODO DI VERIFICA:
Controllare con un tavolo di ricalco o facendo scorrere i fogli master se la posizione della macchia litografica è posizionata correttamente sul foglio. Se non sono disponibili, le misure possono essere prese con un misuratore di profondità.
4- CONFRONTO DEI COLORI
OBIETTIVO:
Verificare che i colori della litografia corrispondano alla gamma prevista nell’ordine di lavoro.
CONTROLLARE LA FREQUENZA:
Un foglio finito ogni ora.
DISPOSITIVO DA UTILIZZARE:
Verifica visiva per confronto con la prova colore accettata dal cliente
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Il colore deve essere entro i limiti accettabili del test.
SCATOLA DI CONTROLLO:
Ispezionare il foglio rispetto alla prova colore accettata dal cliente.
5.- IDENTIFICAZIONE DEL SIMBOLO U. P. C.
OBIETTIVO:
Controllare che il codice sia stampato correttamente e che possa essere letto.
CONTROLLARE LA FREQUENZA:
Un foglio finito, all’inizio del completamento di ogni corsa, e poi ogni ora successiva.
DISPOSITIVO DA UTILIZZARE:
Lettore di codici
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Le cifre decodificate dovrebbero essere visualizzate sullo schermo e dovrebbe essere emesso un “bip” udibile. Il controllo delle cifre deve essere controllato all’inizio di ogni nuova corsa.
METODO DI VERIFICA:
Passare la testina di scansione sopra i codici a barre nei quattro angoli del foglio. Le cifre decodificate dovrebbero apparire sul display e un “bip” udibile dovrebbe suonare sopra ogni codice.
6.- MOSTRA DEL METALLO
OBIETTIVO:
Controllare se la copertura degli inchiostri e soprattutto della vernice di finitura del sistema utilizzato, è adeguata a proteggere il metallo.
CONTROLLARE LA FREQUENZA:
Un foglio finito, all’inizio del completamento di ogni corsa, e poi ogni ora successiva.
DISPOSITIVO DA UTILIZZARE:
Tampone di cotone inumidito con una soluzione di solfato di rame
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Non dovrebbero esserci depositi di rame metallico su nessuna zona del foglio.
METODO DI VERIFICA:
Strofinare la superficie del foglio con l’ovatta inumidita. Lasciare agire la soluzione per qualche secondo e poi lavare il lenzuolo sotto l’acqua corrente.
Cercare a occhio nudo, o con l’aiuto di una perlina, eventuali macchie o zone di deposito di rame.
7.- PROVA DI DUREZZA
OBIETTIVO:
Determinare se la vernice di finitura è sufficientemente resistente ai graffi per sopportare la normale manipolazione del contenitore.
CONTROLLARE LA FREQUENZA:
Opzionale. Eseguire solo quando ci sono dubbi sul comportamento del materiale.
DISPOSITIVO DA UTILIZZARE:
Sclerometro o asta durometrica adatta
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Non esiste. È necessario stabilirli per le diverse vernici di finitura, dopo una serie di 15 prove su altrettanti lotti.
METODO DI VERIFICA:
Misurare e registrare il grado di durezza su 2 campioni (trasversale e longitudinale alla direzione di verniciatura), seguendo le istruzioni fornite con l’apparecchio.
8.- RESISTENZA AL DISEGNO
OBIETTIVO:
Controllare che la litografia supporti correttamente l’imbutitura, in quei lavori che sono destinati a produrre imballaggi imbutiti.
CONTROLLARE LA FREQUENZA:
Un foglio all’inizio del completamento di ogni corsa e successivamente ogni ora.
DISPOSITIVO DA UTILIZZARE:
Pressa di prova o di produzione. Miglior dispositivo Erichsen, se disponibile.
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Non ci dovrebbero essere alterazioni evidenti della superficie decorata né prima né dopo aver sottoposto i campioni imbutiti alla prova di resistenza alla sterilizzazione.
METODO DI VERIFICA:
Ottenere un minimo di 6 campioni imbutiti ed esaminarne la metà per verificare la rugosità, i graffi, la sfaldatura radiale, la porosità, ecc.
Sottoporre i campioni rimanenti al test di resistenza alla sterilizzazione e poi testarli secondo gli stessi criteri di cui sopra.
9.- RESISTENZA ALLA STERILIZZAZIONE
OBIETTIVO:
Assicurati che la litografia resista al processo di inscatolamento in autoclave.
CONTROLLARE LA FREQUENZA:
Un foglio all’inizio del completamento di ogni corsa e successivamente ogni ora.
DISPOSITIVO DA UTILIZZARE:
Autoclave
MODULO PER LA REGISTRAZIONE DEI RISULTATI:
Stampato D
SPECIFICHE DI LAVORO
Non ci dovrebbero essere cambiamenti nella tonalità dell’inchiostro, nell’assorbimento dell’acqua, nella perdita di durezza e adesione, ecc. …. non appena i campioni hanno raggiunto la temperatura ambiente.
METODO DI VERIFICA:
Esaminare i campioni, piatti o imbutiti secondo la loro destinazione finale, dopo aver subito un processo termico di 45 minuti a 121ºC in acqua o vapore.
Testate l’adesione, la durezza, ecc… non appena li avrete asciugati con carta assorbente.
DEFINIZIONE DELLE CATEGORIE O DEI GRADI DI GRAVITÀ DEI DIFETTI
1.-Critico
Difetto che rende il materiale lavorato inutilizzabile per l’uso finale a cui è destinato. Pertanto, la sua esistenza implicherà un sicuro rifiuto da parte del cliente in un periodo di tempo più o meno breve.
2.- Maggiore
Difetto che non rende il materiale lavorato inutilizzabile, ma che sarà sicuramente rifiutato dal cliente per ragioni di aspetto.
3.- Minore
Difetto che probabilmente, ma certamente non certamente, sarà rifiutato dal cliente per ragioni di aspetto.
Nota: come ulteriore aiuto per aiutarvi a classificare i difetti nella loro categoria, seguite il riferimento qui sotto:
- Critico: Un difetto che è ovvio a chiunque, anche se non conosce il nostro settore.
- Maggiore – Difetto evidente per la maggior parte dei profani in materia, e decisamente inaccettabile per i clienti.
- Minore – Difetto avvertibile per la maggior parte dei clienti, ma non per tutti, e sicuramente ricorribile per il nostro staff tecnico.
DIFETTI VISIVI DI STAMPA – DEFINIZIONI
(Per attributi)
01.- CATTIVA CORRISPONDENZA DEI COLORI (CATTIVO REGISTRO DI LITOGRAFIA)
– MAJOR: Registrazione difettosa di uno o più inchiostri, che risulta in una stampa sfocata o chiaramente difettosa.
– MINORE: Disallineamento di uno o più inchiostri che, senza raggiungere il grado di stampa sfocata, produce un demerito di nitidezza.
02.- DIFFERENZE DI TONALITÀ SULLA FOGLIA
– MAJOR: Quando ci sono, a occhio nudo, differenze apprezzabili di tonalità in uno o più colori, all’interno della stessa foglia.
– MINORE: Quando ci sono piccole differenze di tonalità all’interno della stessa foglia.
03.- DIFFERENZE DI TONALITÀ NELLA TIRATURA
– MAJOR: Quando si rilevano differenze apprezzabili di tonalità, in uno o più colori, tra diversi fogli della stessa tiratura.
– MINORE: Quando si rilevano piccole differenze di tonalità, in uno o più colori, tra diversi fogli della stessa tiratura.
04.- SPORCO SULLE FOGLIE
– MINOR: Qualsiasi tipo di contaminazione, a parte l’inchiostro o il grasso all’esterno dei fogli.
05.- TESTO ILLEGGIBILE
– CRITICO: Qualsiasi difetto che impedisca una facile lettura del testo legale dell’etichetta (pesi, ingredienti, data di scadenza, ecc.).
– MAJOR : Qualsiasi difetto di stampa che impedisce una facile lettura del testo opzionale.
06.- MACCHIE DI INCHIOSTRO
– CRITICO: Macchie di qualsiasi dimensione, che impediscono la perfetta leggibilità del testo legale di qualsiasi elemento del foglio.
– MAJOR : Macchie di qualsiasi dimensione, che non impediscono la lettura del testo legale, ma deteriorano l’aspetto generale della stampa.
– MINORE: Macchie di poca entità, che deteriorano il buon aspetto di qualche elemento isolato della foglia.
07.- GRAFFI O ABRASIONI
– MAGGIORE : Quando sono profondi e raggiungono il metallo o impediscono una buona lettura dell’etichetta.
– MINORI : Quando sono poco profondi e non impediscono la lettura dell’etichetta, ma deteriorano il buon aspetto della stampa.
08.- GRASSO
– MINORE : Qualsiasi tipo e quantità che appare all’esterno dei fogli.
09.- STAMPA DELLE MISURE
– CRITICO : Dimensioni errate della stampa, che compromettono seriamente l’aspetto del materiale lavorato o rendono impossibile la corretta lavorazione del materiale.
– MINORE : Dimensioni errate della stampa, ma che non pregiudicano l’aspetto o impediscono una corretta elaborazione.
10.- PRENOTAZIONI DIFETTOSE
– CRITICO : Riserve, generalmente più piccole della larghezza specificata, che rendono impossibile il trattamento corretto del materiale.
– MAGGIORE : Riserve errate che influiscono sul buon aspetto visivo del materiale lavorato.
DIFETTI DI STAMPA NON RILEVABILI VISIVAMENTE – DEFINIZIONI
(Per variabili)
01.- DIFFERENZA DI TONALITÀ CON LA GAMMA DI COLORI
– MAJOR: Differenza apprezzabile tra la tonalità della tiratura e la gamma di colori approvata dal cliente.
– MINORI: Piccole differenze tra la tonalità della tiratura e la gamma di colori approvata dal cliente.
02.- CODICE UPC DIFETTOSO
– CRITICO: Quando il lettore rileva delle anomalie sul codice.
03.- MOSTRA DEL METALLO
04.- PROVA DI DUREZZA
05.- RESISTENZA AL DISEGNO
06.- RESISTENZA ALLA STERILIZZAZIONE
Per i difetti da 03 a 06, seguire ciò che si riflette nelle sezioni “Specifiche di lavoro” e “Metodo di verifica” per ogni prova e i criteri indicati in “Definizione delle categorie dei gradi di gravità dei difetti: critici, maggiori e minori”.
TABELLA A
STAMPA C
| CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI | ||||||||||||||||
| Stampato A | ||||||||||||||||
| CONTROLLO DEGLI ATTRIBUTI | ||||||||||||||||
| Ordine no. | ||||||||||||||||
| Data | ||||||||||||||||
| Tempo | ||||||||||||||||
| Dimensione del campione | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Cattivo abbinamento dei colori | ||||||||||||||||
| Differenza d’ombra delle foglie | ||||||||||||||||
| Colpo di differenza d’ombra | ||||||||||||||||
| Foglie di sporco | ||||||||||||||||
| Testo illeggibile | ||||||||||||||||
| Macchie d’inchiostro | ||||||||||||||||
| Graffi, abrasioni | ||||||||||||||||
| Grasso | ||||||||||||||||
| Stampa delle dimensioni | ||||||||||||||||
| Prenotazioni difettose | ||||||||||||||||
| Osservazioni | ||||||||||||||||
Disegno dello schema del layout di stampa sul materiale del foglio.
Questo diagramma mostra il layout di stampa di un pacchetto imbutito. È disegnato sulla faccia esterna:
– Le frecce nere mostrano la direzione dell’avanzamento del foglio nella stampa – litografia – e nell’operazione di taglio a scorrimento.
– La rotella di taglio e le aree destinate a contenere il testo (aree rigate).
– La posizione di ogni taglio sulla lama.
– La disposizione dei fermi di riferimento – 3 triangoli neri – nelle operazioni di litografia e di taglio del rotolo.
È disegnato sul lato interno:
– Le frecce nere mostrano la direzione della linea di taglio della bobina, la direzione del foglio sulla linea di rivestimento e la direzione delle singole strisce nella pressa di imbutitura.
– La disposizione degli arresti di riferimento – 3 triangoli neri – in queste tre operazioni, e sono gli stessi del “fuori”.
Con questi dati è possibile verificare, su un foglio litografato, se i cerchi stampati sono ben posizionati.
STAMPA D
| CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI | ||||||||||||||||
| Stampa B | ||||||||||||||||
| CONTROLLO DEGLI ATTRIBUTI | ||||||||||||||||
| Ordine no. | ||||||||||||||||
| Data | ||||||||||||||||
| Tempo | ||||||||||||||||
| Confronto con la gamma di colori | ||||||||||||||||
| Simbolo UPC | ||||||||||||||||
| Mostra del metallo | ||||||||||||||||
| Prova di durezza | ||||||||||||||||
| Resistenza al disegno | ||||||||||||||||
| Resistenza alla sterilizzazione: | ||||||||||||||||
| Campioni piatti | ||||||||||||||||
| Salsicce | ||||||||||||||||
 Controllo dell’umidità nei magazzini di imballaggio
Controllo dell’umidità nei magazzini di imballaggio
 Lista di controllo operativa
Lista di controllo operativa
 controllo di qualità nella fabbricazione di contenitori metallici
controllo di qualità nella fabbricazione di contenitori metallici
 COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
COMPITI DI CONTROLLO QUALITÀ SU UNA LINEA A 3 PEZZI
 CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
 CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
 PUNTI DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
PUNTI DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
 TEST PER CONTROLLARE LA QUALITÀ DELL’APPLICAZIONE DELLE VERNICI
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
TEST PER CONTROLLARE LA QUALITÀ DELL’APPLICAZIONE DELLE VERNICI
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
 PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI




0 commenti