
Se vuoi leggere “VERNICI .- 1a parte” clicca qui
PARTE 2:
| CARATTERISTICHE DELLE VERNICI
I dati riportati in questa tabella devono essere presi in termini generali, poiché ogni vernice ha caratteristiche specifiche. |
||||||
| Tipo | Asciugatura | Flessibilità y appartenenza |
Resistenza alla solforazione |
Resistenza chimica |
Uso | Applicazioni |
| Oleorresininsos “R”. | 205ºC/12′. | Buono | Mala | Resistente agli acidi |
Vernici interni |
Frutti acidi Verdure |
| Oleorresininsos “C | 205ºC/12′. | Buono | Buono | Non resiste agli acidi |
Vernici interni |
Cibi ricchi in proteina |
| Fenoli | 200ºC/15′. | Mala | Molto buono | Buono | Vernice finita B. dentro |
Carne e pesce |
| Epossifenoli | 200ºC/15′. | Buono | Regolare | Buono | B. dentro B. intoppo |
Cibi ricchi in proteina |
| Epossi-fenoli + Al | 200ºC/15′. | Buono | Molto buono | Buono | B. dentro | Cibi ricchi in proteina |
| Epossi-fenoli + OZn | 200ºC/15′. | Buono | Buono | Non adatto per gli acidi |
B. dentro | Cibi ricchi in proteina |
| Epossiamine | 195ºC/12′. | Buono | Regolare | Buono | B. intoppo B. esterno |
Decorazione |
| Epossidiestere | 180ºC/12′. | Buono | Mala | Regolare | B. finitura B. esterno |
Decorazione |
| modificato con resina epossidica | 190ºC/15 | Buono | Buono | Buono | B. bianco inter B. intoppo B. esterno |
Prodotti aggressivi Decorazione |
| Vinile | 180ºC/10′. | Molto buono | Mala | Regolare | B. dentro Smalto bianco B. intoppo |
Bevande Decorazione |
| Acrilici | 190ºC/15′. | Molto buono | Molto buono pigmentato |
Molto buono | Smalto bianco B. finitura |
Legumi Verdure poco pigmento. Decorazione |
| Poliestere | 200ºC12′. | Variabile | Regolare | Buono | B. bianco inter B. dentro B. intoppo Smalto bianco |
Env. embut. e copre in 2 passaggi Bevande Decorazione |
| Organosol | 195ºC/15′. | Molto buono | Buono | Buono | B. bianco inter B. dentro |
Tapas rese facili apertura Copre
Env, embut. |
PESO DEL FILM.
Il peso del film secco è la quantità di estratto secco che rimane sul metallo dopo che la vernice è stata applicata a umido e cotta. Misurato in g/m2 (o mg/pg2 )
Come linea guida, può avere i seguenti valori:
Sistemi interni:
– Vernici in generale Da 5 a 7 g/m2
– Vernici + Al ” 6 a 9 “.
– Vernici + OZn ” 7 a 10 “.
– Bianchi ” da 9 a 15 “.
– Organosol ” da 13 a 21″.
Sistemi esterni:
– Ganci Tra 2 e 5 g/m2
– Smalti bianchi ” 14 a 17 “.
– Vernici di finitura ” 5 a 7 “.
TECNICHE DI APPLICAZIONE DELLA VERNICE
Ci sono tre procedure di base per le vernici applicate allo stato liquido:
- Applicazione su un lato dei fogli per mezzo di rulli
- Applicazione su bobine su entrambi i lati
- Applicazione spray.
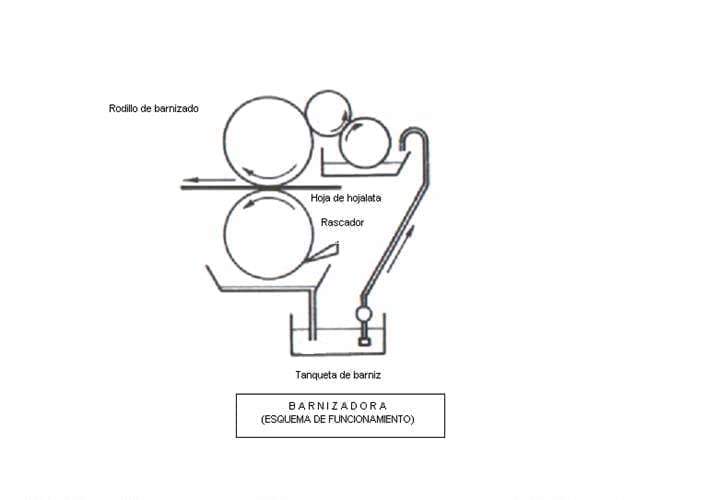
Fogli per rulli
È il processo di verniciatura più antico e diffuso. Ogni foglio di metallo viene passato attraverso una coppia di rulli, uno dei quali – elastico – è impregnato della vernice da applicare. Il materiale del rullo è gelatina o gomma sintetica, che non può essere attaccata dai solventi. Con opportune regolazioni si controlla lo spessore del rivestimento applicato.
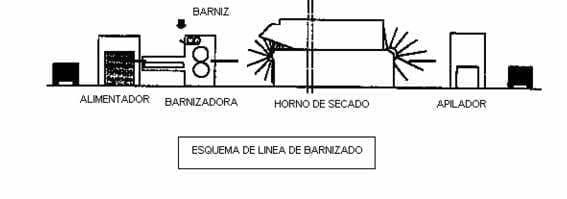
L’insieme dei dispositivi che permettono di alimentare da un pacchetto ciascuno dei suoi fogli, muoverli e farli passare attraverso il sistema applicatore, è conosciuto sul mercato come una macchina di rivestimento. Accanto è montato un forno continuo che asciuga la vernice, eliminandone i solventi e permettendo al film di residui solidi che rimane aderente al foglio di raggiungere il giusto grado di polimerizzazione e reticolazione per la sua funzione protettiva.
Le condizioni di cottura variano a seconda del tipo di resina utilizzata. In generale può essere intorno ai 200º C e un tempo di 12 minuti. La temperatura non sarà mai superiore a 232º C – fusione dello stagno – per evitare gli effetti nocivi della fusione dello stagno.
Questa tecnica di verniciatura è la più comune nell’industria del metallo, perché è molto flessibile e si adatta a tutte le esigenze di verniciatura e alle diverse parti del contenitore. In questo modo, facendo opportune “riserve” sul rullo elastico, è possibile rivestire contenitori a tre pezzi, dove le zone da saldare devono essere prive di vernice, contenitori imbutiti, coperchi, ecc.
Bobine
È possibile verniciare le bobine con un processo simile al precedente ma in modo continuo. È molto più complesso e ha più limitazioni, poiché non è possibile fare riserve di vernice. Il suo uso è limitato alle coperture e ai corpi imbottiti in grandi tirature.
Spruzzatura
Ci sono alcuni usi dei contenitori che a causa dell’aggressività o della delicatezza del prodotto – per esempio: bevande gassate – richiedono che la loro superficie interna sia totalmente priva di metallo esposto – pori, graffi, abrasioni, ecc. – e la vernice – di solito in diverse mani di diversi tipi – deve essere applicata una volta che il contenitore è finito. In questi casi si applica a spruzzo, utilizzando una pistola fissa o mobile mentre il contenitore ruota ad alta velocità. Successivamente, il processo di asciugatura è simile alla prima tecnica. Questa applicazione è tipica dei contenitori DWI “a due pezzi”.
Un modo simile di verniciare a spruzzo può essere applicato anche per coprire l’area della cucitura laterale dei corpi dei contenitori “a tre pezzi”. Questa zona è stata riservata alla vernice per rendere possibile la saldatura e poi deve essere protetta mediante applicazione a spruzzo e successiva asciugatura. Questa procedura è stata in uso per molto tempo, ma oggi è stata sostituita da un altro sistema di applicazione della vernice in polvere.
Questi rivestimenti in polvere sono di tipo termoplastico o termoindurente. Sono applicati con una tecnica di deposizione elettrostatica sulla superficie da proteggere e poi sottoposti a calore per provocarne la fusione. Hanno il vantaggio di ridurre l’emissione di solventi nell’atmosfera poiché il 100% di essi sono solidi.
PARAMETRI DELLE VERNICI
I più importanti da controllare sono i seguenti:
Vernice liquida:
- Viscosità
- Gravità specifica
- Tipo di resina
- Solvente
- Assegnazione o test di migrazione
Vernice applicata a secco:
- Carico o peso del film
- Controllo della polimerizzazione
- Aderenza
- Porosità
- Resistenza all’autoclave
- Resistenza ai graffi
- Resistenza alla solforazione.
La descrizione di questi test renderebbe questo lavoro eccessivamente lungo. Poiché sono comuni a tutti i rivestimenti per imballaggi metallici e in un certo senso rappresentano un capitolo a parte, saranno trattati in un argomento separato.
 AkzoNobel rileva le attività cinesi di Sherwin-Williams nel settore delle vernici decorative
AkzoNobel rileva le attività cinesi di Sherwin-Williams nel settore delle vernici decorative
 AKZONOBEL AGGIUNGE UNA NUOVA CAPACITÀ PRODUTTIVA PER LE VERNICI TESTURIZZATE A BASE ACQUA IN CINA
AKZONOBEL AGGIUNGE UNA NUOVA CAPACITÀ PRODUTTIVA PER LE VERNICI TESTURIZZATE A BASE ACQUA IN CINA
 AKZONOBEL APRE UNA NUOVA LINEA DI PRODUZIONE DI VERNICI A SHANGHAI
AKZONOBEL APRE UNA NUOVA LINEA DI PRODUZIONE DI VERNICI A SHANGHAI
 APPROVAZIONE DELLE VERNICI
APPROVAZIONE DELLE VERNICI
 PPG RILEVA IL BUSINESS DELLE VERNICI IN POLVERE DI ARSONSISI
PPG RILEVA IL BUSINESS DELLE VERNICI IN POLVERE DI ARSONSISI
 TECNOPAILS PRESENTA IL PRIMO LAVELLI A21 AL MONDO PER VERNICI LIQUIDE
TECNOPAILS PRESENTA IL PRIMO LAVELLI A21 AL MONDO PER VERNICI LIQUIDE
 TIPI PIÙ COMUNI DI VERNICI PROTETTIVE
TIPI PIÙ COMUNI DI VERNICI PROTETTIVE
 TEST PER CONTROLLARE LA QUALITÀ DELL’APPLICAZIONE DELLE VERNICI
TEST PER CONTROLLARE LA QUALITÀ DELL’APPLICAZIONE DELLE VERNICI
 ALCUNE CONSIDERAZIONI SULLE VERNICI
ALCUNE CONSIDERAZIONI SULLE VERNICI
 VERNICI (1a parte)
VERNICI (1a parte)




0 commenti