
INTRODUZIONE IMBALLAGGIO CON CORPO LITOGRAFICO
Alternative ed evoluzione delle riserve litografiche nei corpi dei contenitori.
La presentazione esterna di una lattina è fondamentale per la sua commercializzazione. Fin dalla sua nascita, l’industria metallurgica ha fatto ricorso alla decorazione del corpo – successivamente del coperchio – dei contenitori. Per questo ha usato diversi mezzi, l’etichettatura su carta, la litografia su metallo, l’involucro con pellicola termoretraibile…
Di tutti questi sistemi, quello che dà un’immagine di migliore qualità e bellezza è la stampa su metallo. La luminosità e le sfumature che si possono ottenere con questa procedura sono difficili da eguagliare da altri. Tuttavia, ha sempre avuto un punto debole, che è la presenza di aree non stampate adiacenti alla saldatura del corpo nel caso dei contenitori a tre pezzi, che sono i più usati. Questa limitazione non è presente nelle salsicce in nessuna delle loro attuali tecniche di fabbricazione: imbottitura semplice, imbottitura-trafilatura, trafilatura-allungamento…, ma ne presentano altre come le loro restrizioni di disegno, l’uso della trama, ecc.
Per questo motivo, concentrandosi sui contenitori a tre pezzi, è stato a lungo il desiderio di eliminare o ridurre il più possibile la presenza di queste aree riservate – di seguito denominate riserve litografiche – al fine di migliorarne la presenza.
La tecnica abituale usata per fare la cucitura laterale di una barca, durante i tempi passati, consisteva nell’agrafar e saldare con una lega 2/98 di stagno e piombo. Questa lega è stata applicata per mezzo di un rullo rotante di un certo diametro che ha impregnato la cucitura dell’agrafada. Questo significava lasciare riserve significative di litografia nella zona. L’effetto risultante non era molto decorativo. Sulla tecnica dell’agrafado si può vedere il lavoro:
Nel disegno nº1 è mostrato un corpo piatto a sinistra, già smussato, litografato esternamente con le riserve necessarie per poterlo saldare più tardi. Sulla destra possiamo vedere questo corpo già smussato e saldato, mostrando le riserve risultanti.
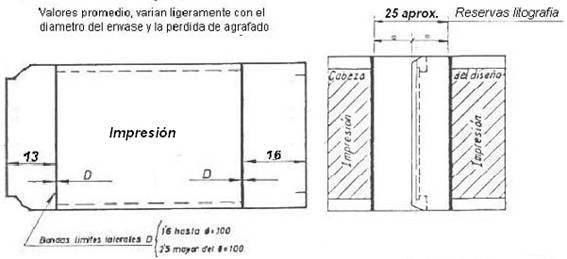
Disegno n. 1: A sinistra, una sagoma piatta di un corpo con riserve esterne di litografia. A destra questo corpo con le sue riserve una volta agrafado e saldato
Le riserve qui rappresentano un valore intermedio e variano a seconda del diametro del contenitore, quindi per i piccoli diametri sono un po’ più piccole e più grandi per quelli grandi. La differenza è causata dalla maggiore o minore curvatura del contenitore, che aumenta o riduce l’area esposta al contatto con il rullo applicatore della lega.
Per migliorare la sua immagine, sono state utilizzate nel tempo tre possibili alternative:
– Cementare la cucitura laterale invece di saldarla.
– Utilizzare sistemi litografici resistenti alle alte temperature.
– L’uso della saldatura elettrica, che ha ridotto notevolmente le riserve.
Vediamo queste soluzioni;
CONTENITORI CEMENTATI
Questa prima soluzione ha sostituito la saldatura in lega di stagno-piombo con l’applicazione di una resina termoplastica o cemento. Per saperne di più su questo materiale potete vedere il lavoro:
– Cementi per cuciture laterali
Questo cemento viene applicato fuso all’interno di uno dei ganci dell’agrafado. Quindi questo sistema non interferisce affatto con la litografia esterna del corpo.Una volta fatto l’agrafado, si deve applicare del calore sulla cucitura per eliminare eventuali fratture nella striscia di cemento, rifondendola, ma questo calore è delicato e non influisce sulla litografia poiché la fusione di questa resina si produce a 130/140º C.
Nel disegno nº 2 si può vedere un corpo piatto per imballaggi cementati con tutta la sua superficie stampata (zona a strisce). Logicamente, è necessario mantenere certe zone libere da testi per evitare che scompaiano durante l’agrafado o le chiusure finali. Questi confini sono segnati da linee tratteggiate nel disegno n. 2. Spiega anche il significato di ogni dimensione e la formula che le collega.
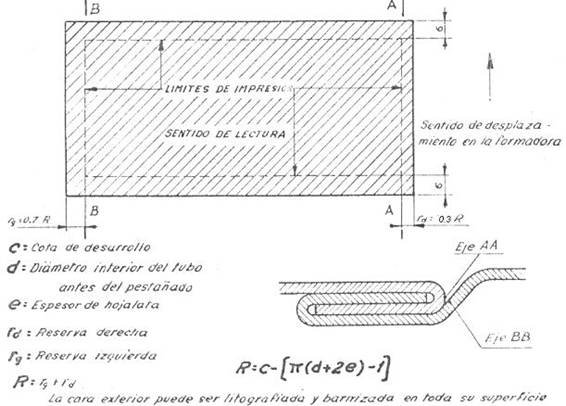
Disegno n. 2: modello per ritagliare corpi in contenitori di cemento in rilievo, stampa completa, limite di testo secondo le dimensioni
La dimensione R indica la dimensione da dedurre dalla dimensione di sviluppo e che deve essere senza testo.
L’aspetto dei contenitori cementati è molto piacevole e un tempo era molto usato. Tuttavia, poiché non sono lavorabili, perderebbero la loro impermeabilità nella cucitura a causa della fusione del cemento, possono contenere solo prodotti che non richiedono la sterilizzazione, anche se le loro possibilità sono molte, come i contenitori per pitture, vernici, grassi, prodotti industriali, oli vegetali e minerali, ecc. Oggi sono state inparte sostituite dall’imballaggio con saldatura elettrica, che permette di risparmiare metallo e di aumentare la velocità di produzione.
Il disegno nº 3 mostra l‘impianto di una linea automatica per la fabbricazione di contenitori rettangolari, agrafati e cementati, con fondo e coperchio montati e dotati di un bocchettone o versatore saldato. Questa linea lavora a 60 in/mi con uno staff di 4 operatori più 1 meccanico o caposquadra.
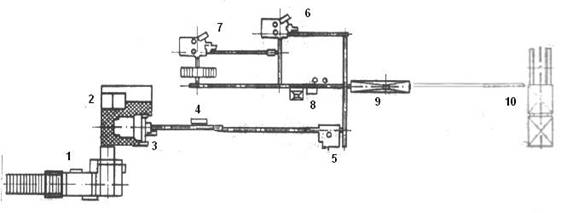
Disegno No. 3: Linea automatica per contenitori rettangolari a bassa velocità, agrafati e cementati con coperchio/fondo chiuso e attrezzati per l’inserimento del bocchettone e del manico
Gli elementi principali di questa linea sono:
1.- Doppia cesoia automatica
2.- Presse per rifilare il corpo
3.- Macchina formatrice (agrafadora)
4.- Bruciatori per rifusione
5.- Ciglia
6.- Fondo più vicino
7.- Macchina sigillatrice di tappi
8.- Montaggio dello stramazzo
9.- Batteria del bruciatore per il premistoppa saldato
10.- Pallettizzatore
CONTENITORI SALDATI SOVRAPPOSTI
L’industria ha cercato soluzioni valide che permettessero l’uso di imballaggi senza riserve litografiche per i prodotti lavorati. Un’alternativa è stata trovata nelle confezioni con cuciture sovrapposte.
La tecnica di sovrapposizione consiste nel sovrapporre un bordo dello sviluppo del corpo all’altro, saldandoli insieme, e si ottiene la cucitura laterale del tipo sovrapposto. Per fissare la sovrapposizione vengono utilizzati vari metodi di saldatura. Nel sistema più vecchio, una striscia di lega di stagno viene inserita tra i due bordi e viene applicato del calore; la sua fusione salda l’insieme. L’ampiezza della sovrapposizione è dell’ordine di 6 mm. Successivamente, la saldatura elettrica è stata utilizzata per unire questa sovrapposizione, riducendo significativamente la sua ampiezza, come vedremo in seguito.
È stata la saldatura a nastro che ha permesso di trovare una soluzione alla quasi eliminazione della riserva di litografia. La lega di stagno ha un basso punto di fusione, in particolare 183º C con una percentuale di stagno/piombo 62/38 e 232º C per lo stagno puro. Vedere il grafico nº 4
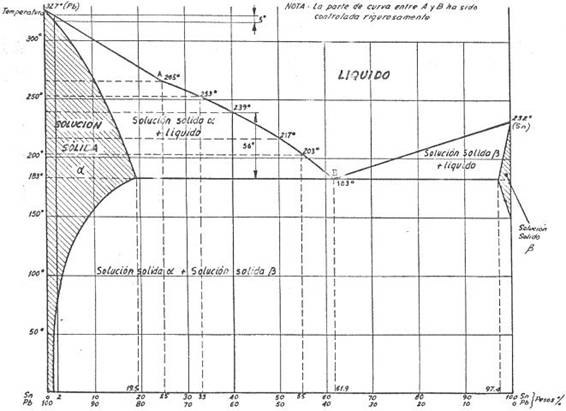
Disegno n. 4: Diagramma di solidificazione della lega stagno-piombo
Utilizzando sistemi di stampa ad alta temperatura è possibile raggiungere questi valori (183º C) senza compromettere la litografia. Pertanto, si ottiene applicando il calore per fondere la lega attraverso la litografia della zona senza lasciare una riserva all’esterno della cucitura laterale sovrapposta. Così, alla fine del processo, l’imballaggio ha un contorno stampato completo, tranne una stretta striscia di 1 mm. Nel disegno n. 5 Il lato sinistro mostra la pianta e la sezione trasversale di una normale cucitura sovrapposta con le sue riserve corrispondenti, con un’area non stampata di 16 mm (dimensione A) e il lato sinistro mostra la versione senza una riserva esterna sul bordo superiore, che è il caso di cui ci occupiamo qui. In quest’ultimo la striscia scoperta è G – C= 1 mm.
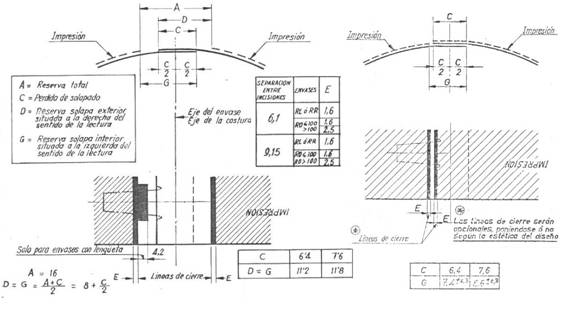
Disegno n°5 : Confronto in un contenitore sovrapposto tra i normali stock litografici (a sinistra) e “nessun stock apparente” a destra
Il successo di questa procedura si basa sulla qualità di tante e tante vernici utilizzate, che insistiamo devono essere del tipo “alta temperatura”. Il risultato di questo sistema di lavoro era molto positivo, ma le restrizioni legali sull’uso della lega stagno/piombo ne riducevano le possibilità di utilizzo. Tuttavia, va notato che è possibile utilizzare lo stagno puro, in quanto non influisce in alcun modo sulla salute.
Le saldatrici usate per sovrapporre la cucitura per mezzo del nastro di stagno erano molto usate 30-50 anni fa, poi il loro uso è diminuito a causa della loro bassa velocità di produzione. Sono dotati di una serie di bracci o stazioni che ruotano orizzontalmente; ogni stazione esegue un’azione specifica come: alimentazione del corpo, alimentazione del nastro di saldatura, applicazione del calore (diverse stazioni), raffreddamento ed espulsione. Produttori come: Lubin, Somme, Amorosa, ecc. hanno fornito una varietà di modelli. Il disegno nº 6 mostra la pianta dell’ubicazione di una linea manuale molto semplice, dotata di una saldatrice di questo tipo.
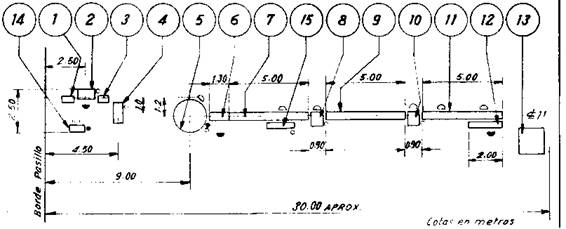
Disegno n. 6: linea manuale per la sovrapposizione di contenitori rotondi
La linea è composta dai seguenti elementi:
1.- Tagliare il materiale
2.- Macchina smussatrice
3.- Tabella intermedia
4.- Macchina per la laminazione
5.-Saldatrice a sovrapposizione circolare
6.- Caduta
7.-Convogliatore di raffreddamento
8.- Impilatore manuale
9.- Trasportatore
10.- Cucitrice manuale
11.- Trasportatore
12.- Imballaggio
13.- Pallet per container
14.- Banca di recupero
15.- Ventilatore turbo per il raffreddamento
Questa linea lavora a 1000 in/ora con uno staff di 10 persone. Naturalmente è possibile automatizzare la maggior parte delle operazioni, aumentando la velocità e riducendo la manodopera a meno della metà. Ci sono linee di più di 60 in/mi con una manodopera diretta di 3 persone.
CONTENITORI SALDATI ELETTRICAMENTE
Lasoluzione che ha prevalso è quella di una cucitura sovrapposta, con una sovrapposizione minima dei bordi, ma saldata elettricamente. Questo si traduce in imballaggi per tutti i tipi di applicazioni, sia di processo che non, e con riserve litografiche molto basse.
Non entreremo nei dettagli di questa tecnica perché è abbondantemente trattata in molti altri lavori su questo sito. Per quanto riguarda l’applicazione della stampa sul corpo, ci riferiamo al disegno nº 7. In esso, in alto a sinistra, si può vedere un dettaglio di sezione di una tale cucitura dove la riserva finale di litografia è di soli 4,2 mm. Per ottenere questo risultato è necessario lasciare alcune riserve litografiche sul piano, sia di inchiostro che di vernice, come indicato nella parte inferiore del disegno (2,5 mm per gli inchiostri e 3 mm per la vernice).
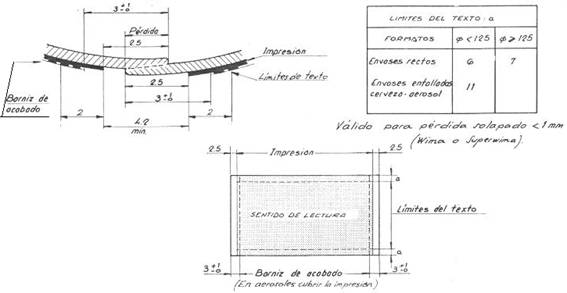
Disegno n. 7: Limiti di stampa, vernice e testo nella litografia per imballaggi saldati elettricamente
Nella parte superiore destra del disegno c’è una tabella con le dimensioni dei limiti del testo da rispettare, a seconda del tipo di contenitore e del suo diametro, in modo che questi testi non siano influenzati dalle diverse operazioni di fabbricazione.
Questa procedura è applicabile ai contenitori con base rotonda o rettangolare o qualsiasi altra forma geometrica. Nel caso di un contenitore cilindrico, le riserve litografiche sono collocate su una generatrice casuale. Nelle barche non cilindriche, si fa coincidere con uno degli angoli della barca. I più comuni sono quelli rettangolari. Il disegno nº 8 mostra una linea di produzione di lattine rettangolari con un solo fondo chiuso, che funziona con questo tipo di riserve.
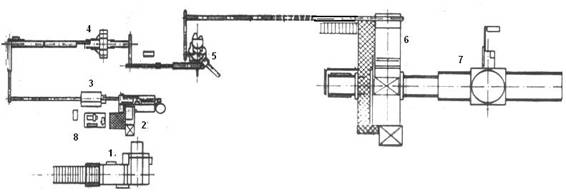
Disegno n. 8: Linea automatica per contenitori rettangolari saldati rettangolari velocità media
Le macchine di base di questa linea sono:
1.- Doppia cesoia automatica
2.- Saldatrice elettrica
3.- Ampliamento per rettangolare
4.- Cucitrice rettangolare
5.- Aggraffatrice per fondi rettangolari
6.- Palettizzatore automatico
7.- Avvolgitore con film estensibile
8.- Banco di controllo della qualità
Lavora con 4 persone a una cadenza di circa 80 en/mi.
Come sintesi della situazione, si può dire che Attualmente, con l’eccezione dei contenitori ripieni, una piccola riserva litografica deve essere generalmente tenuta nel corpo della lattina, con la sola eccezione dei contenitori non lavorabili. In quest’ultimo caso, si può scegliere una cucitura cementata senza riserve.
Torna a Prodotto Mondo Lattine
 COCA-COLA AUSTRALIA LANCIA UNA LATTINA E UNA NUOVA RICETTA SENZA ZUCCHERO PER COMPETERE CON COKE CLASSIC
COCA-COLA AUSTRALIA LANCIA UNA LATTINA E UNA NUOVA RICETTA SENZA ZUCCHERO PER COMPETERE CON COKE CLASSIC
 RAPPORTO DI ALTEZZA NELLA FABBRICAZIONE DI CONTENITORI PER AEROSOL
RAPPORTO DI ALTEZZA NELLA FABBRICAZIONE DI CONTENITORI PER AEROSOL
 RISERVE DI STAMPA E VERNICIATURA
RISERVE DI STAMPA E VERNICIATURA
 UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
UTILIZZO PER I CONTENITORI DI PITTURA Contenitori di vernice
 ABBRONZATURA
ABBRONZATURA
 SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
 GUARNIZIONI PER CONTENITORI DI SALSICCE
GUARNIZIONI PER CONTENITORI DI SALSICCE
 CONTENITORI A DUE PEZZI DWI
CONTENITORI A DUE PEZZI DWI
 IMBALLAGGIO A DUE PEZZI DRD
IMBALLAGGIO A DUE PEZZI DRD
 CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO



0 commenti