
एक “उत्पाद फ़ाइल” तैयार करने का तरीका विकसित किया गया है, जो तीन-पीस प्रकार के कंटेनर के सही निर्माण के लिए लाइन के आधार पर पर्याप्त जानकारी की अनुमति देता है।
परिचय
प्रत्येक धातु कंपनी में, इसके द्वारा निर्मित उत्पादों को पूरी तरह से परिभाषित किया जाना चाहिए। इसके लिए, इसमें योजनाओं या तकनीकी शीट्स के रूप में मानकों की एक श्रृंखला होगी, जहां विभिन्न प्रकार के कंटेनरों, ढक्कनों, कैप्सूलों की विशेषताएं (माप, विनिर्देश, गुण, सामग्री, आदि)… वह रूप इसकी मैन्युफैक्चरिंग रेंज बताई जाएगी।
ये मानक, विशिष्ट टुकड़ों से अधिक, एकात्मक घटकों को परिभाषित करते हैं जो एक कंटेनर या एक ढक्कन बनाते हैं, उदाहरण के लिए उपयोग किए जाने वाले टैब का प्रकार, कॉर्डिंग, क्लोजर… इस तरह, संभाली जाने वाली जानकारी सरल हो जाती है, क्योंकि एक फ़ाइल प्रति कंटेनर की आवश्यकता नहीं है, लेकिन घटक के प्रकार से एक मानक। इस जानकारी का सेट आमतौर पर एक मैनुअल के रूप में प्रस्तुत किया जाता है, जिसे “मैनुअल ऑफ मैन्युफैक्चरिंग स्टैंडर्ड्स” के रूप में परिभाषित किया जाता है, और यह किसी भी तकनीकी कार्यालय में लगातार उपयोग किया जाने वाला उपकरण है।
हालांकि, उत्पादन के दृष्टिकोण से, यह हेरफेर करने के लिए एक आरामदायक साधन नहीं है। मशीन पर, एक साधारण सामग्री की आवश्यकता होती है, लेकिन उस समय निर्मित होने वाले उत्पाद के बारे में सबसे अधिक संभव जानकारी के साथ। इसलिए, यांत्रिकी और उपकरण फिटर के लिए पूरे मोटे मैनुअल का उपयोग व्यावहारिक या प्रबंधनीय नहीं है। उनके पास एक ही फ़ाइल होनी चाहिए, जो उन सभी सूचनाओं का सार प्रस्तुत करती है जिनकी उन्हें जमीन पर आवश्यकता होती है, और केवल इसे बिना किसी अतिरिक्त जोड़ के। इस तरह, यह कुशलता से काम करेगा और त्रुटियों और भ्रम की संभावनाओं को खत्म कर देगा।
चादर
इस आवश्यकता को पूरा करने के लिए, तकनीकी कार्यालय “उत्पाद पत्रक” तैयार करता है, जो आवश्यक डेटा प्रदान करता है ताकि प्रत्येक चरण या संचालन में इसे ठीक से पूरा करने के लिए सटीक जानकारी उपलब्ध हो। उदाहरण के लिए, “थ्री-पीस” कंटेनर के निर्माण के मामले में, यह उस कच्चे माल के संदर्भ को प्रतिबिंबित करेगा जिससे यह शुरू होता है, और प्रत्येक क्रमिक संचालन (काटने, काटने) में कंटेनर से प्राप्त किए जाने वाले माप वेल्डिंग, वेल्डिंग की फिर से चमकाना…) कुछ मामलों में, मशीन को विनियमित करते समय इन औसतों का सम्मान करने के लिए सख्त सहनशीलता होगी। धारावाहिक निर्माण के दौरान, एक ही आयाम पर एक बड़ी सहनशीलता सीमा की अनुमति दी जा सकती है।
“उत्पाद फ़ाइल” की तैयारी में सम्मानित होने वाला एक महत्वपूर्ण मानदंड यह है कि इसमें दिखाई देने वाले आयाम या मूल्य, और जिन्हें लाइन ऑपरेटरों द्वारा उत्पादन के दौरान निगरानी की जानी चाहिए, या पहले यांत्रिक तैयार करने वालों द्वारा निर्धारित किया जाना आसान है , जटिल उपकरण का उपयोग करने की आवश्यकता के बिना जिसके लिए एक निश्चित समर्पण या बहुत समय की आवश्यकता होती है, क्योंकि ऑपरेटरों के पास आमतौर पर यह नहीं होता है।
हम “उत्पाद फ़ाइल” की परिभाषा के बारे में विस्तार से जानेंगे। इसके लिए हम एक विशिष्ट मामले का उपयोग करेंगे।
एक “तीन टुकड़े” कंटेनर की उत्पाद शीट
हम जो उदाहरण विकसित करने जा रहे हैं, वह एक बहुत ही सामान्य कंटेनर का होगा: ½ किलोग्राम प्रिजर्व, जिसका प्रारूप आरओ 73 x 110 है, यानी शरीर का व्यास 73 मिमी और ऊंचाई 110 मिमी है। यह कंटेनर आमतौर पर नीचे के व्यास में कमी के साथ निर्मित होता है – नोकदार – और एक घेरा हुआ शरीर
आरेखण संख्या 1 इस पैकेज की “उत्पाद शीट” का अवलोकन प्रस्तुत करता है। फिर हम इसे बनाने वाले प्रत्येक अनुभाग के विवरण में जाएंगे। फिलहाल इसके सामान्य विन्यास के साथ बने रहें। एक एकल दस्तावेज़ में, मूल डेटा परिलक्षित होता है, प्रत्येक चरण में ध्यान में रखा जाता है, जो लाइन पर किया जाता है: काटने, वेल्डिंग, पुन: चमकाना, नोचिंग, फ्लैंगिंग, कॉर्डिंग, ढक्कन को बंद करना और पैकेजिंग करना। सभी मामलों में, ये हिस्से पर प्राप्त होने वाले मूल्य हैं और इसलिए, हालांकि वे सीधे उपकरण के आयामों से जुड़े हुए हैं, उन्हें उनके साथ बिल्कुल मेल नहीं खाना चाहिए।
जैसा कि हम पहले ही कार्ड पर आगे बढ़ चुके हैं, कुछ माप या मान दो बार परिलक्षित होते हैं, एक बार लाल रंग में मशीन के समायोजन के दौरान उपयोग किया जाता है, और दूसरा काले रंग में जो निर्माण के दौरान मिलना चाहिए। माप जिन्हें प्रत्येक चरण में महत्वपूर्ण माना जाता है, उन्हें लाल त्रिकोण के साथ चिह्नित किया जाता है।
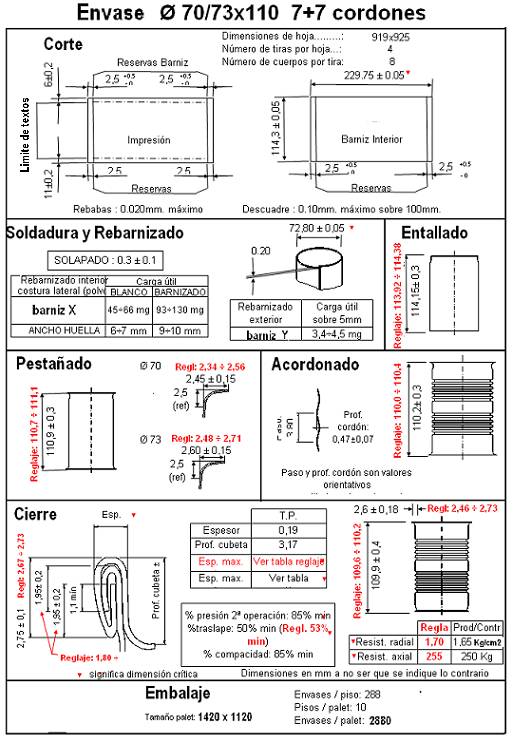
चित्र संख्या 1: “उत्पाद पत्रक” का उदाहरण
आइए प्रत्येक ऑपरेशन के विवरण में जाएं।
अदालत
वृत्ताकार अपरूपण को उपयुक्त मापों में समायोजित करने के लिए, इस खंड में आपको संकेत देना चाहिए:
– सामग्री की शीट का आयाम और मोटाई, साथ ही पहले कटिंग ऑपरेशन और दूसरे में प्राप्त निकायों से उत्पन्न स्ट्रिप्स की संख्या।
– फ्लैट बॉडी टेम्प्लेट के आयाम, उनकी सहनशीलता के साथ।
– बिना किसी कठिनाई के पार्श्व सीम की वेल्डिंग करने के लिए आवश्यक दोनों पक्षों (प्रिंटिंग साइड और इंटीरियर वार्निश साइड) पर भंडार का सम्मान किया जाना चाहिए।
– कटिंग ऑपरेशन में अधिकतम गड़गड़ाहट की अनुमति है, वेल्डिंग की समस्याओं से बचने के लिए भी।
– ग्रंथों के स्थान की सीमा, ताकि वे कवर और पृष्ठभूमि के बंद होने से प्रभावित न हों।
– पहली और दूसरी कटिंग ऑपरेशन के बीच अधिकतम स्वीकार्य असंतुलन, ताकि यह सिलेंडर के निर्माण में समस्या उत्पन्न न करे (वेल्ड में असमानता, शंकुवृक्ष…)
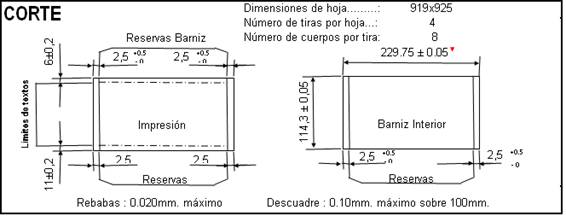
चित्रा संख्या 2: उत्पाद शीट, काटने के संचालन के लिए डेटा।
ड्राइंग नंबर 2 में ये सभी डेटा उस मामले के लिए एकत्र किए जाते हैं, जिस पर हम विचार कर रहे हैं, यानी आरओ 73 x 110 कंटेनर के लिए।
साइड सीम की वेल्डिंग और रैपिंग
इस दोहरे ऑपरेशन में, यह संकेत करना संभव है:
-शरीर के सिलेंडर के संघ या पार्श्व सीम वेल्डिंग के संचालन के लिए:
– सामग्री के किनारों के ओवरलैपिंग की मात्रा, जिसे पूरे वेल्ड के दौरान एक समान रखा जाना चाहिए।
– नली के व्यास की माप, जो दोनों सिरों पर समान होगी।
– विषमता का अधिकतम मूल्य, या वेल्ड के सिरों पर कदम।
आरेखण संख्या 3, बाईं ओर, ½ किलोग्राम कंटेनर के मामले के लिए इन मानों को दर्शाता है।
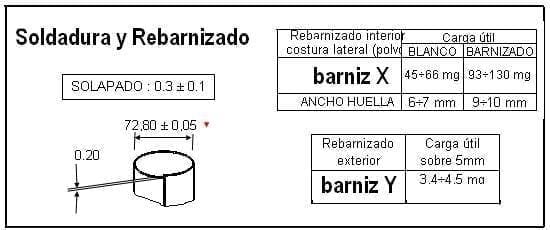
चित्र संख्या 3: उत्पाद फ़ाइल, वेल्डिंग और रीवार्निशिंग संचालन के लिए डेटा
सीम को दोनों तरफ से फिर से चमकाया जाता है, इसलिए दोनों मामलों के लिए वार्निश पेलोड के मूल्यों को इंगित करना आवश्यक है। आंतरिक वार्निश आमतौर पर सफेद पाउडर प्रकार का होता है और इसका पदचिह्न व्यापक होता है यदि शरीर को अंदर से वार्निश किया जाता है, इसलिए दोनों किनारों को ओवरलैप किया जाता है, और पिछले रिजर्व का कवरेज सुनिश्चित किया जाता है। चित्र 3 में दिखाए गए डेटा में इन दो विकल्पों को ध्यान में रखा गया है और ½ किलोग्राम प्रारूप वाले कंटेनर के लिए इस प्रकार के वार्निश का वजन दिया गया है।
वेल्ड के बाहर लगाया गया वार्निश एक रंगहीन तरल है। वेल्ड पर केंद्रित 5 मिमी चौड़ी पट्टी पर संकेतित लोड मान मार्गदर्शन के लिए है।
हालांकि यह यहां परिलक्षित नहीं होता है, यह शीट पर भी इंगित किया जा सकता है, जिस तापमान पर ओवन के विभिन्न क्षेत्रों को सेट किया जाना चाहिए, बशर्ते कि इसमें नियंत्रण तत्व हों और इन मापदंडों का विनियमन हो।
फिट
इस ऑपरेशन की निगरानी करना बहुत सरल है, क्योंकि आम तौर पर मशीन टूलिंग समायोजन को स्वीकार नहीं करता है, यह केवल नोकदार कंटेनर से प्राप्त होने वाली ऊंचाई पर कार्य करना संभव है। चित्र संख्या 4 देखें। इसी तरह, यह सत्यापित किया जाना चाहिए कि इस ऑपरेशन में कम क्षेत्र में कोई तह या झुर्रियाँ नहीं हैं।
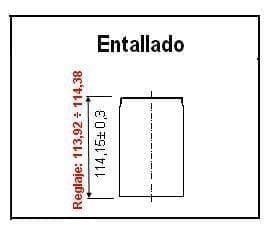
चित्र संख्या 4: उत्पाद फ़ाइल, नोटिंग नियंत्रण के लिए डेटा
पलकें
फ्लैंगिंग में भी, कंटेनर के शरीर की ऊंचाई दोनों सिरों पर फ्लैंगेस की लंबाई के अलावा नियंत्रित किया जाने वाला आयाम है। ऐसा हो सकता है कि इस टैब की लंबाई प्रत्येक छोर पर भिन्न हो, क्योंकि वे प्रत्येक मामले में उपयोग किए जाने वाले क्लोजर के प्रकार का एक कार्य हैं, क्लोजर को ढक्कन के पंख और कंटेनर के नीचे के डिजाइन से जोड़ा जा रहा है। चित्र संख्या 5 देखें।
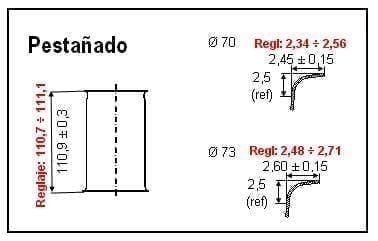
चित्र संख्या 5: उत्पाद फ़ाइल, टैबिंग डेटा
ड्राइंग एक उदाहरण दिखाता है जिसमें नीचे का बंद – व्यास 70 – व्यास 73 में आसान-खुले ढक्कन से भिन्न होता है, और इसलिए निकला हुआ किनारा की लंबाई, संदर्भ बिंदु पर मापा जाता है – 2.5 मिमी -, वे अलग हैं .
को घेर लिया
घेराबंदी – या बीडिंग – शरीर के संचालन में, नियंत्रित करने के लिए दो आयाम होते हैं: घेरा की गहराई और घेरेदार शरीर की ऊंचाई। दोनों एक दूसरे के साथ बातचीत करते हैं, जिससे मनका की गहराई जितनी अधिक होती है, शरीर की ऊंचाई उतनी ही कम हो जाती है चित्र संख्या 6 देखें।
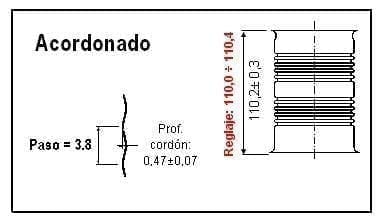
चित्र संख्या 6: उत्पाद शीट, कॉर्डिंग डेटा
मोतियों के बीच की पिच का सटीक माप काफी जटिल है, एक तथ्य जो सत्यापित करने के लिए भी अप्रासंगिक है क्योंकि यह मशीन के टूलींग द्वारा लगाया जाता है, इसलिए इसका नियंत्रण समाप्त हो जाता है। इसके विपरीत, मोतियों की गहराई की निगरानी करना बहुत महत्वपूर्ण है, अक्षीय और रेडियल प्रतिरोध के लिए प्राप्त होने वाले मूल्य इस पर निर्भर करते हैं। मोतियों में निर्दिष्ट गहराई होनी चाहिए, और अच्छे परिणाम सुनिश्चित करने के लिए उन सभी में समान गहराई भी बनाए रखें।
समापन
विस्तार से क्लोजर को सत्यापित करने का कार्य एक उत्पादन कार्य नहीं है, समर्पण के कारण इसकी आवश्यकता होती है, लेकिन मौलिक डेटा इस विभाग को उपलब्ध होना चाहिए ताकि यह पुष्टि की जा सके कि वे सीमर के समायोजन और कंटेनर के निर्माण के दौरान पूरे हुए हैं। .
इस कारण से, उत्पाद शीट में सीम के सभी डेटा शामिल नहीं होने चाहिए, बल्कि वे जिन्हें एक साधारण कट और प्रोजेक्शन के साथ सत्यापित किया जा सकता है, एक छोटी सी गणना के साथ पूरक।
इसलिए, फ़ाइल के इस भाग में एकत्रित किए जाने वाले डेटा हैं:
– नीचे से बंद : आपकी सामग्री की मोटाई और ट्रे की गहराई।
– समापन समाप्त :
ओ मोटाई (तालिकाएं उपलब्ध हो सकती हैं जो हमें नीचे और शरीर सामग्री की मोटाई के आधार पर इसका मूल्य देगी)
या ऊँचाई
ओ बाउल गहराई
– क्लोजर कट और अनुमानित :
ओ नीचे हुक लंबाई
ओ बॉडी हुक की लंबाई
ओ ओवरलैप (या ओवरलैप)
o निचले हुक में झुर्रियों का प्रतिशत (या दूसरे ऑपरेशन में दबाव का%)
आरेख संख्या 7 इन अवधारणाओं के मूल्यों को प्रस्तुत करता है।
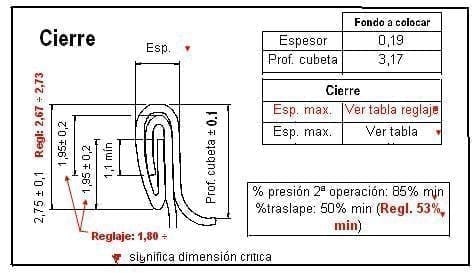
चित्र संख्या 7: उत्पाद फ़ाइल, बुनियादी समापन डेटा
जैसा कि पिछले चरणों में, समायोजन और निर्माण मूल्यों को इंगित किया गया है, और जो महत्वपूर्ण माप हैं।
क्लोजर में नियंत्रित की जाने वाली अवधारणाओं के अधिक गहन ज्ञान के लिए, वेब पर पहले से प्रकाशित निम्नलिखित कार्यों को देखने की सलाह दी जाती है:
– बंद माप
समाप्त कंटेनर
एक बार निर्माण प्रक्रिया पूरी हो जाने के बाद, यह सत्यापित किया जाना चाहिए कि कंटेनर ग्राहक की जरूरतों को पूरा करने के लिए आवश्यक यांत्रिक शर्तों को पूरा करता है, इन्हें निम्नलिखित मापदंडों में संक्षेपित किया जा सकता है:
– क्षमता : नाव में अपेक्षित आयतन होना चाहिए, यह उसके व्यास और ऊंचाई पर निर्भर करता है। ऐसा करने के लिए, नीचे को बंद करने के बाद इसकी ऊंचाई की जांच करने के लिए पर्याप्त है, क्योंकि इसका व्यास पहले सत्यापित किया गया है।
– ग्राहक का बंद होना : भविष्य का बंद होना ढक्कन के पंख और कंटेनर के निकला हुआ किनारा का एक कार्य है। इसलिए, बाद की जांच करना आवश्यक है।
– प्रतिरोध : इसके दो तौर-तरीकों में, रेडियल – “चूसने” का प्रतिरोध – और अक्षीय – संपीड़न का प्रतिरोध। दोनों को उपयुक्त उपकरण से सत्यापित किया जाना चाहिए।
समायोजन मूल्य और इन कारकों के उत्पादन के दौरान चित्र 8 में दिखाया गया है
समाप्त कंटेनर
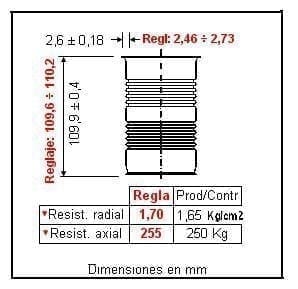
चित्र संख्या 8: उत्पाद शीट, तैयार पैकेजिंग पर डेटा
पैकेजिंग
अंत में, उत्पाद फ़ाइल में यह उपकरण को समायोजित करने के लिए आवश्यक प्रति पैकेजिंग इकाई कंटेनरों की संख्या में दिखाई देना चाहिए: पैलेटाइज़र, केस पैकर… तालिका 8 में प्रति मंजिल कंटेनरों की संख्या और फर्श की संख्या का उदाहरण दिया गया है। आधा किलो के कंटेनर के लिए 1120 x 1420 आयामों के लकड़ी के फूस का उपयोग करने का मामला।
तालिका संख्या 9: आरओ 73 x 110 कंटेनर की पैकेजिंग के लिए डेटा
टिप्पणियाँ
गुणवत्ता नियंत्रण विभाग द्वारा नियंत्रित किए जाने वाले मापदंडों के साथ उत्पाद शीट पर संकेतित संचालन को भ्रमित न करें। उत्पाद फ़ाइल उत्पादन कर्मियों को संबोधित है और संक्षेप में जो पहले ही संकेत दिया गया है, उसका उद्देश्य है:
– पहला। – यांत्रिकी को उपकरण के समायोजन के लिए आवश्यक उत्पाद के बारे में जानकारी प्रदान करें।
– 2º.- लाइन ऑपरेटरों को हमेशा हाथ में रखें, वे मान जिनका निर्माण में उत्पाद को पालन करना चाहिए।
जिस आवृत्ति के साथ बिंदु 2 के इन मूल्यों को सत्यापित किया जाना चाहिए, वह इस बात पर निर्भर करेगा कि पहले क्या स्थापित किया गया था, लेकिन किसी भी स्थिति में यह ऑपरेटरों के लिए उपलब्ध समय पर निर्भर करेगा। यह फ़ंक्शन उस चीज़ में फिट बैठता है जिसे हम “आत्म-नियंत्रण” कह सकते हैं। यह गुणवत्ता नियंत्रण विभाग के कार्य को पूरी तरह से समाप्त नहीं करता है, बल्कि वे एक दूसरे के पूरक हैं। “आत्म-नियंत्रण” के साथ, कंटेनरों के निर्माण में, गुणवत्ता नियंत्रण द्वारा किए जाने वाले कार्यों को काफी हद तक हल्का किया जा सकता है और इसलिए इसके लिए समर्पित श्रम को कम किया जा सकता है।
यह दिखाया गया है कि “आत्म-नियंत्रण” उत्पादन कर्मियों को उत्तेजित करता है, क्योंकि यह उन्हें उनके द्वारा निर्मित उत्पाद की गुणवत्ता की जिम्मेदारी लेने की अनुमति देता है, इस प्रकार गुणवत्ता के अधिक मांग वाले स्तरों को प्राप्त करता है। उत्पादन से गुणवत्ता जांच को पूरी तरह से अलग करने का आमतौर पर मतलब है कि उत्पादन कर्मचारी जो निर्माण करते हैं उसकी गुणवत्ता से अलग हो जाते हैं, केवल मात्रा के बारे में चिंता करते हैं, दोषों और विफलताओं को छिपाने की कोशिश करने के चरम पर जाते हैं ताकि गुणवत्ता नियंत्रण विभाग उन्हें बेनकाब करो। यह नहीं भूलना चाहिए कि गुणवत्ता पैकेजिंग के साथ ही “निर्मित” होती है, यह बाद में जोड़ा जाने वाला कारक नहीं है।
पैकेजिंग कारखानों में जहां “आत्म-नियंत्रण” का अभ्यास किया जाता है, गुणवत्ता नियंत्रण विभाग का काम विशेष रूप से उन मापदंडों की जांच करने पर ध्यान केंद्रित करेगा, जिनके लिए समय पर एक निश्चित समर्पण की आवश्यकता होती है, जैसे कि एक क्लोजर को खत्म करना और उसका पूरा माप। , या जटिल उपकरण का उपयोग, जिसकी हैंडलिंग या मूल्य के कारण, प्रत्येक पंक्ति में एक का होना उचित नहीं है, जैसे कि डुओमीटर या वार्निश की सरंध्रता निर्धारित करने के लिए उपकरण।
अंत में, आदर्श यह है कि किए जाने वाले नियंत्रणों की एक सटीक परिभाषा बनाई जाए और उन्हें दो समूहों में वर्गीकृत किया जाए: 1º वे जिन्हें उत्पादन कर्मियों द्वारा “आत्म-नियंत्रण” द्वारा पूर्ण या आंशिक रूप से ग्रहण किया जा सकता है और 2º वे जिन्हें विशेष कर्मियों द्वारा किया जाना चाहिए, अर्थात् गुणवत्ता नियंत्रण द्वारा।













0 Comments