
Avant l’apparition sur le marché du joint soudé électriquement dans le corps des récipients, le système normal de fabrication de ce joint, était basé sur la réalisation d’un sertissage ou d’un sertissage des deux extrémités latérales du corps, puis l’application d’un alliage étain-plomb. Cette méthode a disparu du marché en raison de la toxicité que le plomb pouvait apporter aux aliments.
Cependant, la manière de réaliser le joint au moyen d’un joint de blocage n’a pas été complètement éliminée. Aujourd’hui encore, il existe dans certaines usines pour la fabrication d’emballages spéciaux, elles utilisent l’ancien carrossier, dans lequel l’étanchéité du joint est obtenue par l’apport d’un ciment spécial, qui est appliqué à l’intérieur du joint. Voir figure nº 1.
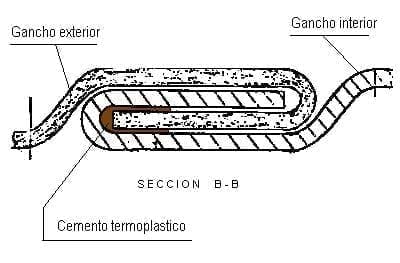
Figure no. 1 : Placement du ciment dans une couture sertie
Ce système a ses avantages et ses inconvénients, comme nous le verrons plus tard, mais il reste une procédure tout à fait valable pour certaines demandes.
INTRODUCTION
Bien que ces ciments pour joints latéraux fassent partie de la famille des matériaux d’étanchéité organiques, leurs caractéristiques sont quelque peu différentes de celles des composites ou des joints pour les fermetures de couvercle et de fond. Leur application et leur utilisation sont également différentes, mais elles fonctionnent de manière satisfaisante pour produire un joint étanche dans certaines conditions.
Ces ciments sont également connus sous le nom de colles thermoplastiques.
DEFINITION
Un ciment ou une colle pour les soudures latérales est un matériau organique adhésif, utilisé pour sceller les soudures latérales des emballages. Il s’agit essentiellement de polyamides de structure ou d’organosols obtenus à partir de résines thermoplastiques. Ils remplacent généralement la soudure électrique utilisée dans ces joints lorsque les conteneurs sont destinés à contenir un produit non traité thermiquement.
FONCTION DE CIMENTS POUR LES JOINTS LATÉRAUX
Cette utilisation comme élément d’étanchéité et adhésif peut être appliquée pour les corps de conteneurs non seulement en fer blanc, mais fonctionne aussi très bien lorsque le matériau est du TFS ou de l’aluminium. C’est un avantage important, car la technique de soudage électrique n’est applicable que sur le fer blanc. Avec ce produit, il est même possible d’utiliser de la tôle noire s’il n’y a pas de risque de rouille.
CARACTÉRISTIQUES
Le terme« ciment thermoplastique pour joints latéraux » désigne un matériau solide qui se ramollit lorsqu’il est chauffé – d’où la désignation thermoplastique -. Au départ, ils ont commencé à être fabriqués avec des matériaux de type colle à la glycérine, mais les résultats n’étaient pas très satisfaisants, . Ils ont donc été remplacés par une nouvelle génération à base de résines et de plastisols avec un très bon succès. Aujourd’hui, ils sont formulés à partir de résines thermoplastiques. Leurs principales caractéristiques sont les suivantes
– Ils ont une bonne cohésion et une grande résistance physique et ne s’altèrent pas à température ambiante.
– Etat à température ambiante : Solide
– Couleur : Ambre.
– Densité : environ 1
– Extrait sec : 100%.
– Point de fusion : entre 110 et 130, selon sa formulation.
– Résistance au décollage : 5 à 7 kg.
– Résistance aux chocs : entre 1,20 et 1,70 kg/cm selon sa formulation.
– Adhésion : très bonne
– Température de l’application : Entre 140 et 170º C
– Température du bain dans le réservoir de fusion : 30º C en dessous de la température d’application.
– Température de décomposition : Entre 180 et 200º C
– Nécessité d’une refonte après l’application.
– Charge à appliquer : 4 à 5 mgr par centimètre de couture
Le ciment à l’état solide, sous forme de barres, est chauffé dans un réservoir équipé de résistances électriques pour le faire fondre dans une étape préalable à son application. Il est ensuite pompé à travers des tuyaux, également équipés de résistances électriques, qui augmentent la température du ciment liquide de 30º C lors de son passage. Ces tuyaux sont isolés thermiquement pour maintenir la température, jusqu’à ce qu’elle soit appliquée à l’intérieur du crochet intérieur du corps, juste avant le sertissage de la couture. L’application est effectuée au moyen d’une buse qui projette un jet fin de ce composé fondu dans la zone appropriée. Une fois le corps formé et joint, il est éjecté du tambour de formage, passant – transporté au moyen d’une chaîne ou d’une courroie – devant un brûleur qui chauffe momentanément le joint latéral pour permettre au ciment déjà refroidi, et peut-être solidifié, de se ramollir à nouveau par refonte, et donc de couler et de se conformer à la configuration du joint latéral.
Lorsque le ciment refroidit, il devient plus dur et plus cassant. Pour réduire sa fragilité, des plastifiants peuvent être ajoutés dans sa formulation.
Les gabarits plats des corps destinés à ce type d’emballage, avant l’application du ciment et la formation du joint, les quatre coins sont émoussés, avec des angles d’inclinaison différents, pour éliminer la présence de quatre épaisseurs de matériau dans la zone des extrémités. Cela facilite la formation du crochet de corps sur le couvercle et la fermeture du fond. Voir figure nº 2
Figure n°2 : émoussement des quatre coins du gabarit du corps
COMMENTAIRES
L’utilisation de ciments thermoplastiques présente une série d’avantages et aussi quelques inconvénients qui doivent être pris en compte.
Comme les avantages peuvent être énumérés :
– La possibilité d’être utilisé dans des emballages faits de différents matériaux tels que le TFS ou l’aluminium en plus du fer blanc, comme nous l’avons déjà mentionné.
– Un dessin lithographique du corps peut être utilisé sans réserve, c’est-à-dire qu’il peut être imprimé dans son intégralité à l’extérieur et entièrement vernis à l’intérieur, puisque pour l’application du ciment il n’est pas nécessaire de réserver la zone d’application du ciment.
– La consommation d’énergie de cette technique est beaucoup plus faible que celle d’un joint soudé.
– Le coût de la matière première – le ciment – est bon marché.
– Économie dans le prix de l’installation.
Comme inconvénients, nous le signalerons :
– Une consommation plus importante de fer blanc, nécessaire pour faire l’ourlet. Cette augmentation est la surface d’un rectangle de d’environ 6 mm de base par la hauteur du corps du conteneur.
– Limitation de l’utilisation. Elle ne s’applique qu’aux conteneurs qui ne vont pas recevoir de processus de stérilisation thermique. Un récipient avec un joint cimenté ne doit pas être exposé à une température supérieure à 80°C.
LES APPLICATIONS DU CIMENT THERMOPLASTIQUE
Le ciment thermoplastique peut être utilisé dans des récipients destinés à contenir :
– Huiles végétales comestibles (olive, soja, tournesol…)
– Huiles et graisses industrielles
– Peintures
– Antigel
– Produits chimiques
– Sirops
– Pâtisseries et biscuits
Ne doit pas être utilisé pour contenir des solvants et des diluants purs.
 LES FÊTES JAPONAISES POUR DÉCORER LEURS BOÎTES DE CONSERVE
LES FÊTES JAPONAISES POUR DÉCORER LEURS BOÎTES DE CONSERVE
 L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
 LA PERSONNALISATION DES MARQUES. Juste pour toi
LA PERSONNALISATION DES MARQUES. Juste pour toi
 Nouvelle fermeture refermable innovante pour les boîtes de boisson
Nouvelle fermeture refermable innovante pour les boîtes de boisson
 Autoclave pour la mise en conserve
Autoclave pour la mise en conserve
 Spécifications de l’aluminium pour les boîtes de boisson et les couvercles
Spécifications de l’aluminium pour les boîtes de boisson et les couvercles
 Marché des boîtes métalliques pour aliments et boissons par type
Ciment thermoplastique pour les joints de boîtes de peinture
Marché des boîtes métalliques pour aliments et boissons par type
Ciment thermoplastique pour les joints de boîtes de peinture
 TESTEUR D’ÉTANCHÉITÉ MANUEL POUR LES CONTENEURS MÉTALLIQUES
TESTEUR D’ÉTANCHÉITÉ MANUEL POUR LES CONTENEURS MÉTALLIQUES
 PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE



0 Comments