
Modus und Mittel zur Kontrolle der Qualität der Krümmung der Kuppeln von Aerosolbehältern, auf denen das Ventil montiert ist.
VORSCHLAG
Die Aerosole sind mit einem Produktdosierventil ausgestattet, das an der Oberseite der Metallkappe oder des Doms des Behälters angebracht ist. Die Montage dieses Ventils wird vom Befüller durchgeführt, daher sind der Behälterhersteller, der Ventilhersteller und der Befüller an der ordnungsgemäßen Ausführung beteiligt. Die ersten beiden in der Bereitstellung geeigneter Komponenten, die dritte in deren fachgerechter Montage.
Es ist besonders wichtig, dass die Öffnung, in der das Ventil untergebracht ist, richtig dimensioniert ist und innerhalb sehr genauer Toleranzen liegt. Diese Blende ist weltweit auf einen Wert von 25 genormt. 4 mm ( 1″). Sie wird von einem Kranz gekrönt, auf den das Ventil geclipst wird. Siehe Abbildung Nr. 1
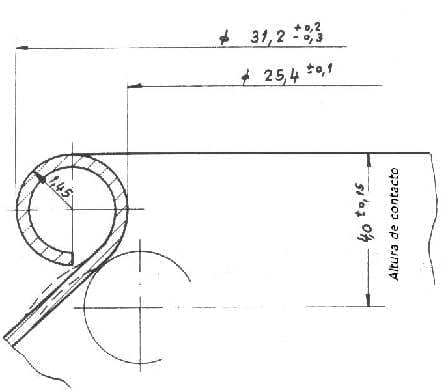
Bild Nr. 1: Krümmung für Ventilgehäuse
Der Behälterhersteller muss ein Qualitätskontrollsystem einrichten, um sicherzustellen, dass diese Rollneigung innerhalb der Spezifikation liegt. Bei diesem Vorgang wird ein Material verwendet, das einen Sonderfall in der Qualitätskontrolle für Metallbehälter darstellt. Wir werden die Messgeräte definieren und beschreiben, die notwendig sind, um die Überwachung der Qualität der Locke zu implementieren. Die übrigen Abmessungen der Kuppel sind die gleichen wie bei einem normalen Deckel und werden daher nicht weiter berücksichtigt. Außerdem wurde dieses Thema bereits auf dieser Website in der Arbeit diskutiert:
– Dimensionskontrolle des Hintergrunds
Die zu kontrollierenden Maßnahmen an der Kuppelkurve sind:
– Außendurchmesser des Frottees
– Locken-Innendurchmesser
– Dicke der Locken
– Kontakthöhe des Ventils.
Die in Zeichnung 1 gezeigten Toleranzen entsprechen denen der Norm FEA 201, sind aber in der Praxis etwas zu groß und sollten auf 31,15 + 0,10 und 24,5 + 0,05 reduziert werden.
1º.- AUSSENDURCHMESSER DER VENTILKRÜMMUNG
Prüfen Sie als erstes den Außendurchmesser des Frottees. Dies geschieht mit Hilfe eines ringförmigen „Pass-Fail“-Manometers. Sie ist in Abbildung 2 dargestellt.
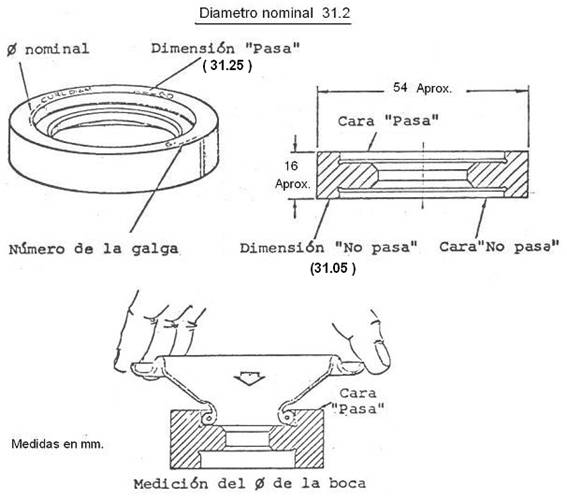
Bild Nr. 2: „Pass-fail“-Lehre für Frottee-Außendurchmesser
Setzen Sie den Konus einfach auf die „Pass“-Seite und prüfen Sie, ob er gut passt, und dann auf die „No-Pass“-Seite und sehen Sie, dass er nicht passt. Wenn dies der Fall ist, ist das Teil gut, ansonsten ist es defekt. Die Aktion ist in Abbildung 2 zu sehen.
2º.-INNEN-DURCHMESSER
Zusammen mit der vorherigen Messung kann der Innendurchmesser der Mündung der Aerosolkegel überprüft werden. Hierfür wird ein spezielles Messgerät vom Typ Messuhr mit Direktablesung verwendet. Abbildung 3 zeigt das Messgerät und sein Zubehör. Wie Sie sehen können, besteht es aus einer Sonde, die in die Mündung des Kegels eingeführt wird, die aus Segmenten besteht, die sich ausdehnen, wenn der Auslöser gedrückt wird. Das Zubehör ist ein Justier- und Nullstellring, dessen Innendurchmesser genau dem Nennwert des Konusmundes entsprechen muss.
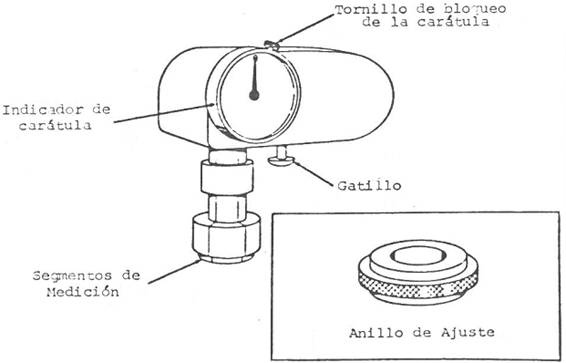
Bild Nr. 3: Konusmundstück
Zum Einstellen gehen Sie wie folgt vor:
– Schritt 1: Legen Sie bei gedrücktem Abzug die Messsegmente in den Einstellring und lassen Sie den Abzug los.
– Schritt 2: Drehen Sie das Einstellrad in die Nullposition und arretieren Sie es mit der Feststellschraube. Siehe Abbildung Nr. 4

Abbildung Nr. 4: Einstellung der Konusöffnungslehre
Um die Mündung des Kegels zu messen, legen Sie bei gedrücktem Abzug die Messsegmente in die Mündung und lassen den Abzug los. Der Differenzwert zum Nennwert wird auf dem Zifferblatt angezeigt. Siehe Abbildung Nr. 5
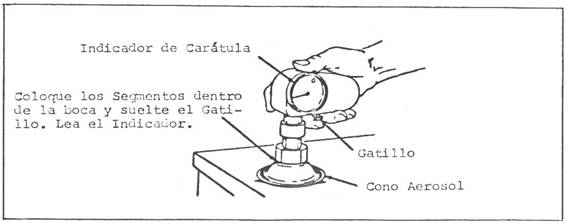
Bild Nr. 5: Messen der Mündung eines Kegels mit einer Fühlerlehre
Für einen guten Gebrauch des Messgeräts müssen alle seine Teile immer sehr sauber gehalten werden.
Ähnliche Messgeräte wie das abgebildete sind im Handel erhältlich. Ein Beispiel ist in Foto Nr. 6 dargestellt.

Abbildung 6: Gültige handelsübliche Lehre für den Innendurchmesser von Frottee
Ein weiteres einfaches und wirtschaftliches System zur Überprüfung des Innendurchmessers, das allerdings keine direkte Ablesung ermöglicht, ist die Verwendung eines „Go-No-Go“-Manometers, wie in Zeichnung Nr. 7 dargestellt.
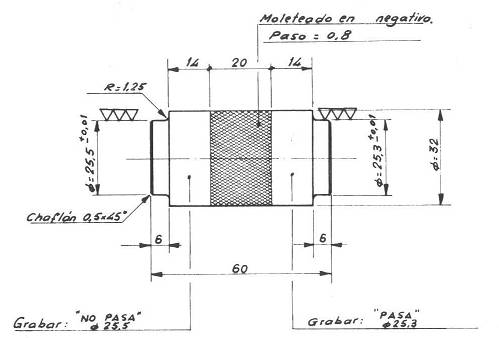
Bild Nr. 7: Pass-Fail-Messgerät für Innendurchmesser
Die Werte dieses Messgeräts sind so angegeben, dass sie der Norm FEA 201 entsprechen
3º.- DICKE DER LOCKE
Für diese Daten wird ein Messgerät verwendet, um die maßliche Qualität der Crimpstärke an den Konen zu bestimmen. Messen Sie diese Dicke in einem Winkel von 20º zur Symmetrieachse des Behälters.
Es handelt sich um eine Mikrometerlehre mit einem Mindesthub von 10 mm. Abbildung Nr. 8 zeigt das Messgerät mit seinen verschiedenen Teilen. Sie kann aus einer Bügelmessschraube, der ein Stopper hinzugefügt wird, um die Achse der Messschraube in einem Winkel von 20º zur Vertikalen zu positionieren, und einem Greifring hergestellt werden.
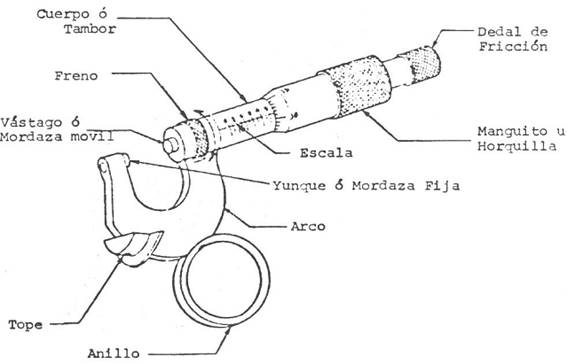
Bild Nr. 8: Spezialmikrometer für Frottierdicke
Die Funktionsweise ist wie folgt:
Schritt 1: Stellen Sie bei ausgeschalteter Bremse die Messschraube so ein, dass der Skalenwert eine Öffnung von ca. 5 mm anzeigt. Siehe Abbildung Nr. 9.
Schritt 2: Führen Sie das Messgerät in die gewölbte Öffnung des Behälters ein, wie in Schritt 2 der Zeichnung #9 gezeigt.
Schritt 3: Legen Sie den Zeigefinger der rechten Hand auf den Ring und üben Sie leichten Druck nach unten aus, um die Lehre einzuführen.
Schritt 4: Halten Sie die Messschraube und den Behälter fest in der linken Hand, so dass die Spitze der Messschraube auf der Oberseite und der Seite der Locke aufliegt.
Schritt 5: Schließen Sie die Messschraube, indem Sie die Friktionskausche drehen, bis der Schaft die Krümmung berührt. Notieren Sie den Messwert auf dem entsprechenden Stenoblock.
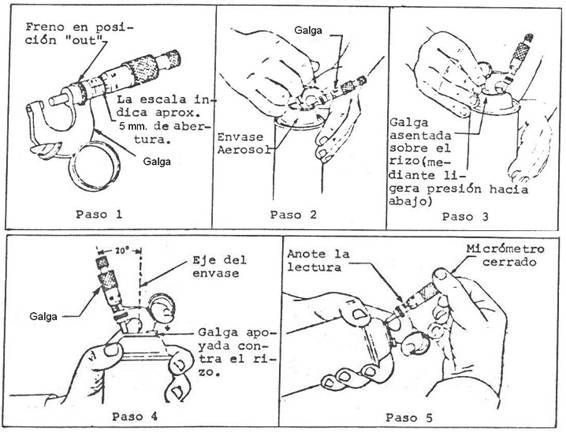
Bild Nr. 9: Verschiedene Schritte im Prozess der Frottierdickenmessung
Das Messgerät sollte in regelmäßigen Abständen auf Null eingestellt werden, wobei das typische Verfahren für diesen Vorgang bei einer Messschraube befolgt werden sollte.
Eine weitere Testalternative, basierend auf einem „Go-No-Go“-Gerät, kann installiert werden. Sie ist einfacher zu handhaben, kann aber nur für eine bestimmte Stapeldicke verwendet werden, während die vorherige für jede Dicke gilt.
Abbildung 10 zeigt dieses Messgerät und wie es zu verwenden ist. Es misst die Dicke mit einer Neigung von 30º. Es genügt zu testen, dass die Locke problemlos durch den „durchgehenden“ Schlitz eingeführt wird und nicht durch den „nicht durchgehenden“ Schlitz eintritt.
Der Sollwert für die Crimpdickenmessung liegt bei 2,90 mm Durchmesser. Ein normaler Toleranzbereich liegt bei + 0,15 mm. Es gibt jedoch auch einige Frottierausführungen, die eine leicht ovale Form haben, bei der die Hauptachse senkrecht steht.
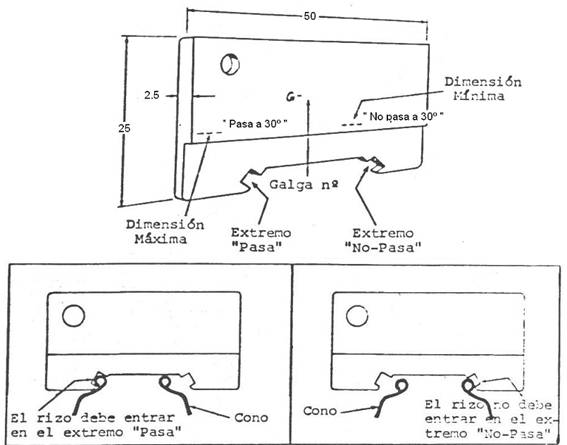
Abbildung Nr. 10: Pass – Fail Messgerät für Frottierdicke
Diese Art von Messgeräten muss aus rostfreiem Material hergestellt werden.
Die gute Wartung aller oben genannten Messgeräte erfordert, dass sie stets sauber und frei von Fremdkörpern gehalten werden. Wenn es nicht sehr oft benutzt wird, tragen Sie regelmäßig einen leichten Film Maschinenöl auf.
4º.- KONTAKTHÖHE
Die Hauptfunktion der Domblende ist die Unterbringung des Ventils zur Versorgung des enthaltenen Materials. Es ist daher wichtig zu prüfen, ob der Punkt bzw. der Umfang, an dem das Ventil geklemmt wird, in der Höhe richtig positioniert ist. Geeignete Werkzeuge hierfür sind die Boxal-Lehren Typ I und II.
Boxal Typ I: Er ist speziell für die Messung der Crimphöhe ausgelegt, die auch für die Bestimmung der Ventil-Clinchtiefe verwendet wird.
Boxal Typ II: Dient zur Überprüfung der Frottierqualität als Absolutmaß und ggf. zur Bestimmung des Wertes der Frottierhöhe.
Der Grundgedanke der Boxal-Messgeräte ist es, eine funktionelle und praktische Messung durchzuführen, die die Bedingungen des Chinchado präzise widerspiegelt. Wenn die Abmessungen des Boxal-Lehrtasters und die tatsächliche Clinchkontur identisch sind, kann die Clinchtiefe mit der Boxal-Lehre bestimmt werden (Boxal-Typ I). Die Genauigkeit der Messung beruht auf dem vorherigen Abgleich der Lehre mittels eines genormten Kalibrierrings und hängt auch von der Fertigungsgenauigkeit der Lehre ab.
Das Funktionsprinzip der Methode ist in Abbildung 11 dargestellt.
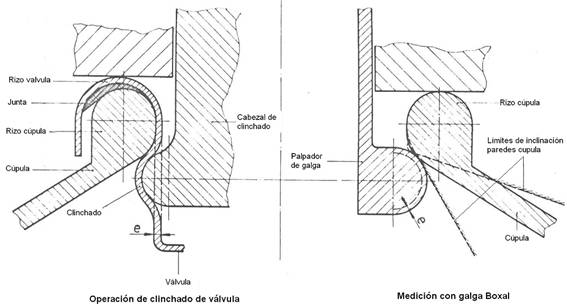
Abbildung Nr. 11: Betrieb des Boxenmessgeräts
Es geht darum, die tatsächliche Spannhöhe mit der Soll-Spannhöhe zu vergleichen und auf Übereinstimmung zu prüfen. In dieser Abbildung ist auf der linken Seite der Clinchvorgang eines Ventils der Dicke „e“ an der Düse eines Aerosols – in diesem Fall aus Aluminium-Monoblockherstellung – dargestellt. Auf der rechten Seite ist die vorherige Messung desselben Mundes an der Clinchstelle zu sehen, die Fühlerlehre wurde um die Dicke „e“ vergrößert, um in beiden Fällen die gleichen Bedingungen zu simulieren. . Die Ableseschwankungen zeigen den Fehler beim Durchsetzungsvorgang an, wobei die Dicke der Dichtung und das Metall des Ventils berücksichtigt werden.
Messen mit Boxal-Messgerät Typ I:
Das Messgerät muss zunächst kalibriert werden, indem es mit Hilfe des Kalibrierrings eingestellt wird, wie in Abbildung 12, linke Seite, gezeigt. Dieser Ring stellt das Messgerät auf eine theoretische Kontakthöhe entsprechend der verwendeten Spezifikation oder Norm ein. In unserem Fall 4 + 0,15, wie in Abbildung Nr. 1 angegeben.
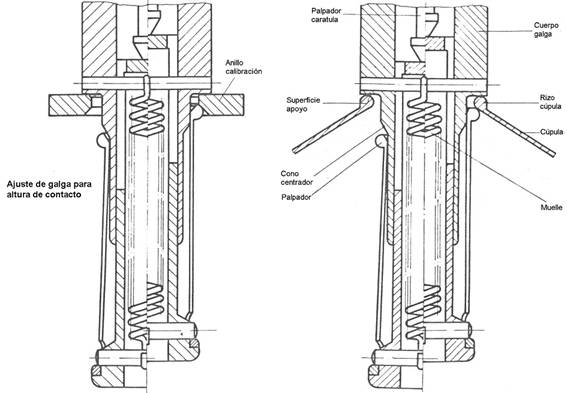
Abb. Nr. 12: Einstellung und Verwendung des Boxal-Messgeräts Typ I
Nach dem Einsetzen des Kalibrierrings wird die Messuhr auf 4,00 mm eingestellt. Die Messung am Behälter erfolgt auf die gleiche Weise, siehe Abbildung 11 auf der rechten Seite. Drücken Sie dazu den Knopf am Messgerät, legen Sie es in die Öffnung von 1″ (25,4 mm) und lösen Sie langsam den Knopf. Diese Messung wird dreimal wiederholt, wobei der Behälter jedes Mal um etwa 40° gedreht wird. Das kleinste Maß wird als Wert für die Clinchtiefe genommen.
Messung mit Boxal-Messgerät Typ II:
Auf der linken Seite der Abbildung Nr. 13 ist eine Ansicht dieses Messgeräts, das auf die Öffnung einer Aerosoldose montiert ist, dargestellt. Der Plan zeigt einen Ausschnitt davon in dem Bereich, in dem die Messungen durchgeführt werden. Diese Lehre dient in erster Linie dazu, die Gleichmäßigkeit des Crimps entlang seines Umfangs im Clinchbereich zu überprüfen.
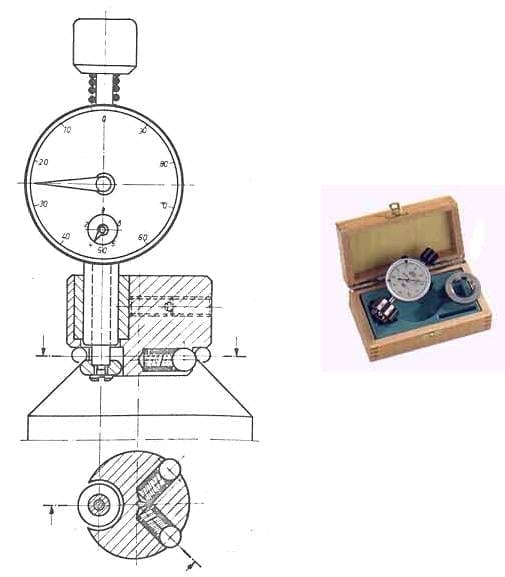
Abbildung Nr. 13: Boxale Lehre Typ II
Diese Messung erfolgt, wie beim Messgerät Typ I, durch Drücken des Messgeräteknopfes und Einführen des Messgerätes in die 1″ (25,4 mm) Öffnung des Behälters durch eine Drehbewegung. Die Ungleichmäßigkeit, die in den Messwerten auftritt, darf niemals einen vorher festgelegten Grenzwert überschreiten, der von der Art der verwendeten Dichtung abhängt.
Es werden drei Messungen mit dem Messgerät durchgeführt und der Behälter muss für jede Messung um 120º in Bezug auf das Messgerät gedreht werden.
Die Berechnung der Kontakthöhe (CH) – bei der geclincht wird – muss mit Hilfe der Formel berechnet werden:
CH = (Hmax. + Hmin)/2 + ½ | 25,4 – (Dmax + Dmin)/2|
In dem:
Hmax. Der höchste Wert der Messungen, die auf dem betreffenden Frottier mit dem Messgerät Typ II durchgeführt wurden.
Hmin. Der niedrigste Wert der auf dem betreffenden Frottier durchgeführten Messungen, mit Messgerätetyp II.
Dmax. = Maximaler Innendurchmesser.
Dmin. = Minimaler Innendurchmesser.
Links in Abbildung 12 ist ein handelsübliches Boxal Typ II Messgerät mit seinem Einstellring in seinem Gehäuse zu sehen.
Anwendungsvorteile von Boxal-Messgeräten:
Die Verwendung dieser Messgeräte und das vorgeschlagene Verfahren haben folgende Vorteile gegenüber der Verwendung anderer Messsysteme.
1º.- Der Kontakt mit der Wölbungshöhe des Doms ermöglicht die Bestimmung der Clinchtiefe des Ventils unter Berücksichtigung anderer Faktoren wie der Materialstärke und der Dicke der Verbindung.
2º.- Die für die Verwendung dieser Messgeräte erforderlichen Kenntnisse und die erforderliche Sorgfalt sind minimal.
3º.- Die möglichen Variationen in der Form der Domwölbung (Innendurchmesser, Innenradius und Schulterwinkel) und in der Genauigkeit des Radius des Clinchwerkzeugs haben einen sehr geringen Einfluss auf die Genauigkeit der Wölbungshöhenmessung.
 Qualitätskontrolle bei der Herstellung von Metallbehältern
Qualitätskontrolle bei der Herstellung von Metallbehältern
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 AUFGABEN DER QUALITÄTSKONTROLLE AN EINER 3-TEILIGEN LINIE
AUFGABEN DER QUALITÄTSKONTROLLE AN EINER 3-TEILIGEN LINIE
 BEWERTUNG DES KAPPENAUSWURFS BEI FARBBEHÄLTERN
BEWERTUNG DES KAPPENAUSWURFS BEI FARBBEHÄLTERN
 QUALITÄTSKONTROLLE VON LITHOGRAFISCHEN MATERIALIEN
QUALITÄTSKONTROLLE VON LITHOGRAFISCHEN MATERIALIEN
 HÄRTEPRÜFUNG AN WEISSBLECH DR
HÄRTEPRÜFUNG AN WEISSBLECH DR
 QUALITÄTSKONTROLLE AN BANDSPALTANLAGEN
QUALITÄTSKONTROLLE AN BANDSPALTANLAGEN
 QUALITÄTSKONTROLLPARAMETER NACH VARIABLEN
QUALITÄTSKONTROLLPARAMETER NACH VARIABLEN
 Aluminiumbehälter für Aerosole.
Aluminiumbehälter für Aerosole.




0 Kommentare