
Se entiende como litografía de un material, la aplicación de un sistema litográfico exterior completo, el cual puede incluir: sisa (o enganche), diferentes tintas y barniz de acabado.
El tipo de control normal a aplicar comprende una serie de pruebas de dos tipos:
A.- Control por Atributos: de manera visual.
B.- Control por Variables: pruebas destructivas
Las condiciones a aplicables para este control pueden ser del tipo siguiente:
A.- Control por Atributos (tomando como referencia la Norma Militar – “Military Standard”)
Verificación: Horaria
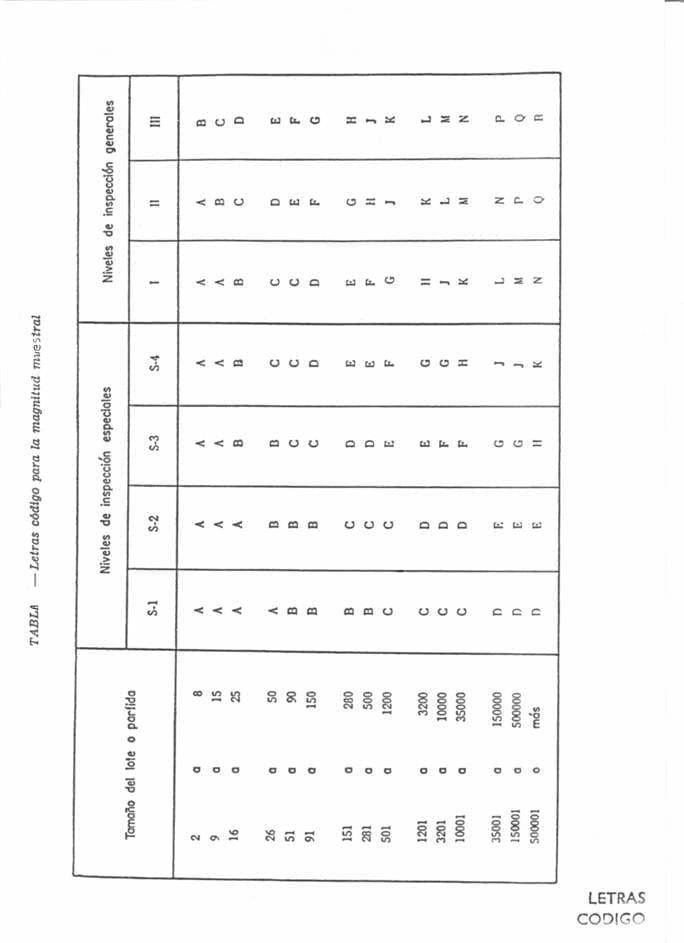
Nivel de inspección: Especial S-3 (Ver tabla A 1 anexa al final*)
Tamaño del lote: 3.201-10.000
Letra Código: F (Ver tabla B 1 anexa al final*)
Nº de muestras 20 hojas
Plan de muestreo: Simple
Tipo de inspección: Normal
* Para el manejo de estas tablas y los criterios de NCA se recomienda ver el trabajo “NORMAS DE RECEPCIÓN”
B.- Control por Variables
Verificación: Horaria
Nº de muestras: Una hoja
PRUEBAS RECOMENDADAS PARA EL CONTROL DE CALIDAD DE UNA LITOGRAFÍA
ÍNDICE DE PRUEBAS
1 – Identificación del material
2 – Aspecto de la litografía
3 – Registro de la litografía
4 – Comparación de colores
5 – Identificación del símbolo U.P.C.
6 – Exposición de metal
7 – Ensayo de dureza
8 – Resistencia a la embutición
9 – Resistencia a la esterilización
DESCRIPCIÓN DE LAS PRUEBAS
1.- IDENTIFICACIÓN DEL MATERIAL
OBJETIVO:
Comprobar que el material (hojalata, TFS, aluminio…) destinado para la impresión es el previsto en el pedido.
FRECUENCIA DE VERIFICACIÓN:
A la recepción de cada pedido en el taller de Litografía.
APARATO A UTILIZAR:
Ninguno. Verificación visual
IMPRESO PARA REGISTRO DE RESULTADOS:
Registre cualquier anomalía en la columna “OBSERVACIONES” del impreso C.
MÉTODO DE VERIFICACIÓN:
Determine visualmente:
– Si cada bulto viene acompañado de su correspondiente etiqueta.
– Si en la etiqueta está debidamente rellena con todos sus datos adecuados
– Si las etiquetas se corresponden con el material definido en la Orden de Trabajo abierta para este pedido
2.- ASPECTO DE LA LITOGRAFÍA
OBJETIVO:
Asegurarse que la litografía presenta una apariencia adecuada
FRECUENCIA DE VERIFICACIÓN:
Tomar 20 hojas terminadas, no consecutivas, al comenzar la finalización de cada tirada, y después cada hora, a la salida del horno de la línea de impresión
APARATO A UTILIZAR:
Ninguno. Verificación visual
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso C
ESPECIFICACIONES DE TRABAJO
Ausencia de defectos visuales evidentes
MÉTODO DE VERIFICACIÓN:
Verifique cada hoja en cuanto a:
– Nitidez del diseño y adecuado registro (ajuste) de colores
– Defectos evidentes, tales como litografía emborronada, manchas, reverso sucio, marcas de parrillas, etc.
– Golpes, pliegues, medias lunas, bordes y/o esquinas dobladas
– Rayaduras ú otras abrasiones producidas en los apiladores
Resérvese una hoja, al azar, para la realización de ensayos destructivos
3.- REGISTRO DE LA LITOGRAFÍA
OBJETIVO:
Constatar que la mancha de litografía está posicionada correctamente sobre la hoja
FRECUENCIA DE VERIFICACIÓN:
Una hoja al comenzar la finalización de cada tirada y después, cada hora.
APARATO A UTILIZAR:
Mesa trazadora, hojas maestras o calibre de profundidad
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso C
ESPECIFICACIONES DE TRABAJO
Consulte el correspondiente dibujo del esquema de distribución de impresión sobre la hoja de material. Ver al final del trajazo un ejemplo de ella (Dibujo E)
MÉTODO DE VERIFICACIÓN:
Verifique mediante una mesa trazadora o corriendo hojas maestras si la posición de la mancha litográfica está adecuadamente emplazada sobre la hoja. En caso de no disponer de ellas puede tomarse medidas con un calibre de profundidad.
4- COMPARACIÓN DE COLORES
OBJETIVO:
Verificar que los colores de la litografía se corresponden con la gama prevista en la orden de trabajo
FRECUENCIA DE VERIFICACIÓN:
Una hoja terminada cada hora.
APARATO A UTILIZAR:
Verificación visual por comparación con la prueba de color aceptada por el client
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
El color debe estar dentro de los límites aceptables de la prueba
METIDO DE VERIFICACIÓN:
Inspeccione la hoja comparándola con la prueba de color aceptada por el cliente.
5.- IDENTIFICACIÓN DEL SÍMBOLO U. P. C.
OBJETIVO:
Cotejar que dicho código está correctamente impreso y que permite ser leído
FRECUENCIA DE VERIFICACIÓN:
Una hoja terminada, al comenzar la finalización de cada tirada, y después cada hora
APARATO A UTILIZAR:
Lector de códigos
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
Los dígitos decodificados deben exhibirse en la pantalla y sonar un “bip” audible. La comprobación de los dígitos debe verificarse al comienzo de cada nueva tirada
MÉTODO DE VERIFICACIÓN:
Pase el cabezal lector sobre los códigos de barras de las cuatro esquinas de la hoja. Los dígitos decodificados deben aparecer en la pantalla y sonar un “bip” audible sobre cada código.
6.- EXPOSICIÓN DE METAL
OBJETIVO:
Comprobar si la cubrición de tintas y sobre todo del barniz de acabo del sistema empleado, es la adecuada para proteger al metal
FRECUENCIA DE VERIFICACIÓN:
Una hoja terminada, al comenzar la finalización de cada tirada, y después cada hora
APARATO A UTILIZAR:
Algodón humedecido con solución de sulfato de cobre
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
No debe haber deposición de cobre metálico sobre ninguna zona de la hoja
MÉTODO DE VERIFICACIÓN:
Frote la superficie de la hoja con el algodón humedecido. Deje actuar a la solución durante unos segundos y lave después la hoja con agua corriente.
Observe a simple vista, o con la ayuda de un cuentahílos, los posibles puntos o zonas con deposición de cobre.
7.- ENSAYO DE DUREZA
OBJETIVO:
Determinar si el barniz de acabado presenta la suficiente consistencia al rayado para soportar una manipulación normal de los envases
FRECUENCIA DE VERIFICACIÓN:
Optativa. Efectuar solo cuando existan dudas sobre el comportamiento del material.
APARATO A UTILIZAR:
Esclerómetro adecuado ó Varilla Durométrica
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
No existe. Hay que establecerlas para los diferentes barnices de acabado, tras una serie de 15 ensayos sobre tantas partidas
MÉTODO DE VERIFICACIÓN:
Mida y registre el grado de dureza sobre 2 probetas (transversal y longitudinal al sentido de barnizado), siguiendo las instrucciones dadas con el aparato.
8.- RESISTENCIA A LA EMBUTICIÓN
OBJETIVO:
Comprobar que la litografía soporta adecuadamente la embutición, en aquellos trabajos que vayan destinados a fabricar envases embutidos.
FRECUENCIA DE VERIFICACIÓN:
Una hoja al comenzar la finalización de cada tirada y después, cada hora.
APARATO A UTILIZAR:
Prensa de pruebas ó prensa de producción. Mejor aparato Erichsen, si se dispone del mismo.
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
No debe haber alteración evidente de la superficie decorada ni antes ni después de someter las muestras embutidas al ensayo de resistencia a la esterilización
MÉTODO DE VERIFICACIÓN:
Obtenga un mínimo de 6 muestras embutidas y examine la mitad de ellas en cuanto a asperezas, rayaduras, desprendimientos en los radios, porosidad, etc.
Someta el resto de las muestras al ensayo de resistencia a la esterilización y después, júzguelas siguiendo el mismo criterio anterior.
9.- RESISTENCIA A LA ESTERILIZACIÓN
OBJETIVO:
Asegurarse que la litografía resiste el proceso de autoclave de la conserva.
FRECUENCIA DE VERIFICACIÓN:
Una hoja al comenzar la finalización de cada tirada y después, cada hora.
APARATO A UTILIZAR:
Autoclave
IMPRESO PARA REGISTRO DE RESULTADOS:
Impreso D
ESPECIFICACIONES DE TRABAJO
No debe haber cambios de tonalidad de las tintas, absorción de agua, pérdidas de dureza y adherencia, etc.… tan pronto como las muestras hayan alcanzado la temperatura ambiente
MÉTODO DE VERIFICACIÓN:
Examine las muestras, planas o embutidas según su destino final, tras haberlas sometido a un proceso térmico de 45 minutos a 121ºC en agua o vapor.
Ensáyelas en cuanto a adherencia, dureza, etc… tan pronto como las haya secado con papel absorbente
DEFINICIÓN DE LAS CATEGORÍAS Ó GRADOS DE SEVERIDAD DE LOS DEFECTOS
1.-Crítico
Defecto que hace inservible, al material transformado, para el uso final a que se destina. Por tanto, su existencia implicará el rechazo seguro por parte del cliente en un plazo más ó menos breve.
2.- Mayor
Defecto que no hace inservible, al material transformado, pero que, con toda seguridad, será rechazado por el cliente por cuestiones de aspecto.
3.- Menor
Defecto que, probablemente, pero sin seguridad, será rechazado por el cliente por cuestiones de aspecto
Nota: Como ayuda adicional para encasillar los defectos en su categoría, siga la siguiente referencia:
- Critico.- Defecto evidente para cualquier persona, aún cuando no esté familiarizada con nuestra industria.
- Mayor.- Defecto claro para la mayoría de los profanos en la materia, y definitivamente rechazable para los clientes.
- Menor.- Defecto perceptible para la mayoría de clientes, pero no todos, y definitivamente recusable para nuestro personal técnico.
DEFECTOS VISUALES DE IMPRESIÓN.- DEFINICIONES
(Por atributos)
01.- MAL AJUSTE DE COLORES (REGISTRO DE LITOGRAFÍA DEFICIENTE)
– MAYOR: Deficiente registro de una ó varias tintas, que da lugar a una impresión borrosa ó claramente defectuosa.
– MENOR: Desajuste de una ó varias tintas que, sin llegar al grado de impresión borrosa, produce un demérito de la nitidez.
02.- DIFERENCIAS DE TONALIDAD EN LA HOJA
– MAYOR: Cuando existen, a simple vista, apreciables diferencias de tonalidad en uno ó más colores, dentro de una misma hoja.
– MENOR: Cuando existen pequeñas diferencias de tonalidad dentro de una misma hoja.
03.- DIFERENCIAS DE TONALIDAD EN LA TIRADA
– MAYOR: Cuando se detectan apreciables diferencias de tonalidad, en uno ó más colores, entre distintas hojas de una misma tirada.
– MENOR: Cuando se detectan pequeñas diferencias de tonalidad, en uno ó más colores, entre distintas hojas de una misma tirada.
04.- SUCIEDAD EN HOJAS
– MENOR: Cualquier tipo de contaminación, distinta de tintas o grasa sobre la cara exterior de las hojas.
05.- TEXTO ILEGIBLE
– CRÍTICO: Cualquier defecto que impida leer fácilmente el texto legal de la etiqueta (pesos, ingredientes, fecha de caducidad, etc.).
– MAYOR : Cualquier defecto de impresión que impida leer fácilmente el texto opcional.
06.- MANCHAS DE TINTA
– CRÍTICO: Manchas de cualquier tamaño, que impidan la perfecta legibilidad del texto legal de algún elemento de la hoja.
– MAYOR : Manchas de cualquier tamaño, que no impidan la lectura del texto legal, pero deterioren el buen aspecto general de la impresión.
– MENOR : Manchas de poca entidad, que deterioren el buen aspecto de algún elemento aislado de la hoja.
07.- RAYADURAS Ó ABRASIONES
– MAYOR : Cuando son profundas y llegan hasta el metal ó impiden una buena lectura de la etiqueta.
– MENOR : Cuando son poco profundas y no impiden la lectura de la etiqueta, pero deterioran el buen aspecto de la impresión.
08.- GRASA
– MENOR : Cualquier tipo y cantidad que aparezca en el exterior de las hojas.
09.- IMPRESIÓN FUERA DE MEDIDAS
– CRÍTICO : Dimensiones incorrectas de la impresión, que afectan gravemente al aspecto del material transformado o imposibilitan una correcta transformación del material.
– MENOR : Dimensiones incorrectas de la impresión, pero que no afectan al aspecto o no impiden la correcta transformación.
10.- RESERVAS DEFECTUOSAS
– CRÍTICO : Reservas, generalmente de menor anchura que las especificadas, que imposibilitan una correcta transformación del material.
– MAYOR : Reservas incorrectas que afectan al buen aspecto visual del material transformado.
DEFECTOS NO DETECTABLES VISUALMENTE DE IMPRESIÓN.- DEFINICIONES
(Por variables)
01.- DIFERENCIA DE TONALIDAD CON LA GAMA DE COLORES
– MAYOR: Apreciable diferencia entre la tonalidad de la tirada y la gama de colores aprobada por le cliente.
– MENOR: Pequeñas diferencias entre la tonalidad de la tirada y la gama de colores aprobada por el cliente
02.- CÓDIGO UPC DEFECTUOSO
– CRÍTICO: Cuando el lector detecta anomalías sobre el código.
03.- EXPOSICIÓN DE METAL
04.- ENSAYO DE DUREZA
05.- RESISTENCIA A LA EMBUTICIÓN
06.- RESISTENCIA A LA ESTERILIZACIÓN
Para los defectos 03 al 06 atenerse a lo reflejado en los apartados “Especificaciones de trabajo” y “Método de verificación” para cada prueba y a los criterios indicados en “Definición de las categorías de grados de severidad de los defectos : critico, mayor y menor”
TABLA A
IMPRESO C
| CONTROL DE CALIDAD DE LOS MATERIALES LITOGRAFIADOS | ||||||||||||||||
| Impreso A | ||||||||||||||||
| CONTROL POR ATRIBUTOS | ||||||||||||||||
| Pedido nº | ||||||||||||||||
| Fecha | ||||||||||||||||
| Hora | ||||||||||||||||
| Tamaño muestra | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Mal ajuste colores | ||||||||||||||||
| Diferencia tonalidad en hoja | ||||||||||||||||
| Diferencia tonalidad tirada | ||||||||||||||||
| Suciedad hojas | ||||||||||||||||
| Texto ilegible | ||||||||||||||||
| Manchas de tinta | ||||||||||||||||
| Rayaduras, abrasiones | ||||||||||||||||
| Grasa | ||||||||||||||||
| Impresión fuera de medidas | ||||||||||||||||
| Reservas defectuosas | ||||||||||||||||
| Observaciones | ||||||||||||||||
Dibujo del esquema de distribución de impresión sobre la hoja de material.
En este esquema se refleja la distribución de impresión de un envase embutido. Sobre la cara exterior está dibujado:
– Por medio de flechas negras el sentido de avance de la hoja en la impresión – litografía – y en la operación de corte en scroll.
– El disco de corte y las áreas destinadas a contener textos (áreas rayadas).
– La posición de cada corte sobre la hoja.
– La disposición de los topes de referencia – 3 triángulos negros – en las operaciones de litografía y corte en scroll.
Sobre la cara interior está dibujado:
– Por medio de flechas negras el sentido de avance en la línea de corte de bobinas, de la hoja en la línea de barnizado y de cada tira en la prensa de embutición.
– La disposición de los topes de referencia – 3 triángulos negros – en estas tres operaciones, y que son los mismos que en el “exterior”.
Con estos datos es posible verificar, sobre una hoja litografiada, si los círculos impresos están bien posicionados.
IMPRESO D
| CONTROL CALIDAD DE MATERIALES LITOGRÁFICOS | ||||||||||||||||
| Impreso B | ||||||||||||||||
| CONTROL POR ATRIBUTOS | ||||||||||||||||
| Pedido nº | ||||||||||||||||
| Fecha | ||||||||||||||||
| Hora | ||||||||||||||||
| Comparación con gama colores | ||||||||||||||||
| Simbolo UPC | ||||||||||||||||
| Exposición de metal | ||||||||||||||||
| Ensayo de dureza | ||||||||||||||||
| Resistencia a la embutición | ||||||||||||||||
| Resistencia a la esterilización: | ||||||||||||||||
| Muestras planas | ||||||||||||||||
| Embutidos | ||||||||||||||||
 RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
 control de calidad en la fabricacion de los envases metalicos
control de calidad en la fabricacion de los envases metalicos
 TRATAMIENTOS SUPERFICIALES DE LOS MATERIALES RECUBIERTOS
TRATAMIENTOS SUPERFICIALES DE LOS MATERIALES RECUBIERTOS
 TAREAS DE CONTROL DE CALIDAD EN UNA LÍNEA 3 PIEZAS
TAREAS DE CONTROL DE CALIDAD EN UNA LÍNEA 3 PIEZAS
 CONTROL DE CALIDAD RIZO VÁLVULA CÚPULAS AEROSOLES
CONTROL DE CALIDAD RIZO VÁLVULA CÚPULAS AEROSOLES
 PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
 PRUEBA DE POROSIDAD
PRUEBA DE POROSIDAD
 PRUEBAS PARA CONTROLAR LA CALIDAD DE APLICACIÓN DE LOS BARNICES
CONTROL DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
PRUEBAS PARA CONTROLAR LA CALIDAD DE APLICACIÓN DE LOS BARNICES
CONTROL DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS



0 Comments