
抽象的
这项工作描述了在模切的同时使底部弯曲的可能性。 为此,详述了在用于制造它们的常规模具的设计中引入的必要修改。
介绍
有两种经典的方法可以执行从矩形或椭圆形底部开始的卷曲。 最常见的做法是仅在两个最大的侧面上执行相同的操作,使底部穿过卷发钳的两个圆盘以形成形状的底部。 另一个更复杂的方法是使用不同的系统(棉塞工具,卷发头等)使整个轮廓卷曲。 两者始终都是模切后的操作。
在矩形或椭圆形底部的周围实现高质量的卷曲并不容易。 特别地,在矩形底部的情况下,如果拐角的半径小。 明显有在卷曲处形成皱纹的趋势,从而在这些区域产生较差的闭合质量。
这些皱纹和褶皱是当减小底部的外部尺寸时产生的压缩力的结果。 角的半径或锡的厚度越小,问题就越大。
通过我们描述的模具设计,只需一次操作就可以切割材料,完成盖子的形状,然后在整个周边进行成角度的卷曲。
成型和卷曲模具的描述
它基于使卷曲成形的原理,从而在冲压后增加底部的外部尺寸。 这样,对卷曲区域的作用不会像上述情况那样是压缩性的,因此消除了皱纹的存在。
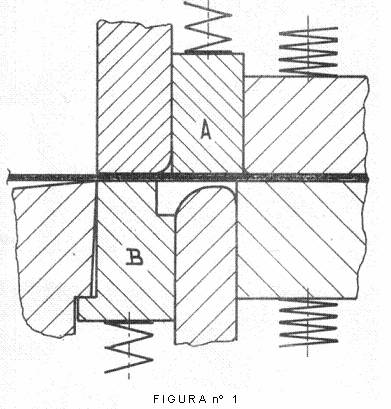
下部顺序的图1-4显示了一次成型和压接模具的操作原理。 与传统工具相比,该工具的某些部分具有特殊的特性,例如:
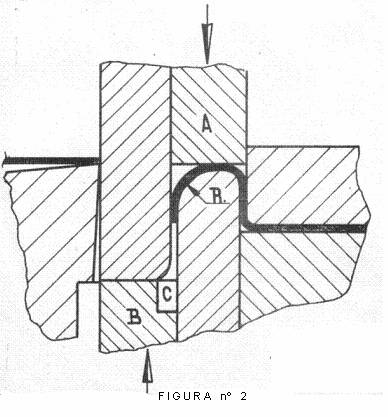
-模具中心的外部尺寸较小,并且半径比常规直径大2 mm。 (图2的半径R)
-弹出环A-或柱塞-在弹性载荷下起作用(图1)
-冲头和冲模的内部也装有弹簧(图1)。
-熨烫环B的内边缘有一个特殊的凹槽C(图2)
该工具的工作顺序如图1至4所示:
a.-图nº1:切割。-切割时,所有与马口铁接触的“活动”工件都处于同一高度。模具的设计必须做到这一点。
b.-图nº2:冲头已完成行程,并且位于下止点。背景已经剪纸了。弹性压力系统的力作用在顶出环A上。在模具中心的半径R上已经形成了预磨料。
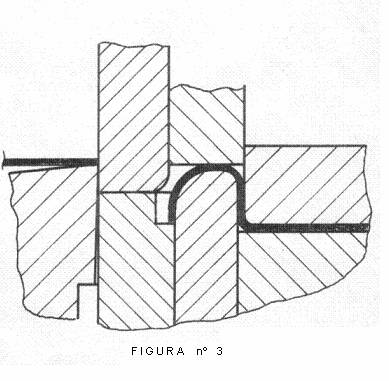
c.-图nº3:冲头开始上升。熨烫环B的凹槽C的底部与底部毛发干酪的下边缘接触。这样,由于作用在熨烫环上的环的压力系统的作用而产生的卷曲开始形成。
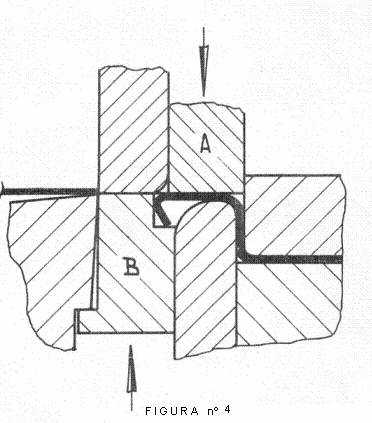
d.-图nº4:边缘的半径减小了,而外部尺寸却增大了,迫使材料向外。顶出环A与冲头位于同一高度,从而完成了卷曲的形成。
用冲头以常规方式提起完成的底部,并在行程的上止点弹出。
这样,我们就可以准备对底部进行上胶,而无需使用卷发系统。 上胶可以通过任何通常使用的系统进行:棉塞,淋浴…。 采取预防措施,使工具适应卷曲通道的实际宽度。
除了已经描述的优点之外,该系统还有另一个重要的优点:资金在压榨机出口处具有更好的可堆叠性,因为它可以防止资金相互装配,这在传统工具中非常常见。













0条评论