
- -旋转容器
- -集装箱停了
当容器绕其轴线旋转时,旋转的容器罐封口机执行关闭操作。 对于圆形容器,通常使用旋转容器封口机,该封口机具有很高的关闭速度,目前远高于1500个容器/分钟。 为此,它用于为封罐机提供多达18个工位或封闭头,这些工头或封闭头绕着驱动凸轮所在的中心头旋转。 在每个头部中安装有由一起旋转的心轴,压缩板和容器以及臂的辊子或闭合轮组成的组件,该臂接近实现闭合的目的。 容器和盖子分开送入,放置在心轴和板之间,是顶出器,当板升起直到容器压在心轴上时,弹出器将盖子保持在原位。 在那一刻,组件开始旋转,通过由凸轮致动的相应滚子的作用产生第一关闭操作。然后进行第二次熨烫操作,并完成双重封闭。
它的主要应用是金属工业,在空容器的制造中。 它们也可以用于罐装和包装机中,其产品不会发生内容物溢出的风险,这既可以是糊状或固态的,也可以是因为机器的设计可以缝合防止溢出发生。 图1显示了关闭操作的示意图。 为了确定机器的关闭速度,必须考虑诸如容器的直径,要包装的产品以及产品溢出的可能性之类的因素。
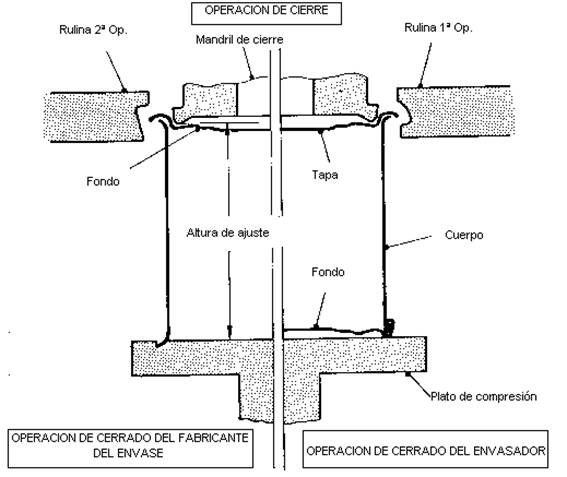
图nº1:实现闭合的图
用于矩形,椭圆形,长方形容器等罐头封口机通常与固定式容器配合使用,固定式容器也可用于回合。 在其中,在关闭过程中,尽管容器可以在星形的引导下沿着桌子移动,但容器不会绕其轴线旋转。 相对于旋转船,其关闭速度降低。 在它们中,由心轴,压缩板和容器组成的组件保持静止,而承载辊臂的头部在容器的同一轴线上旋转,并通过凸轮的作用产生闭合。 在这种情况下,第一个操作的一对关闭辊或滚花沿直径方向相对,绕着心轴和停止的容器旋转,在后者上施加一定的压力,该压力由凸轮调节,开始结算。 接下来,以类似的方式,第二操作辊开始作用,也沿直径方向相对放置,从而结束封闭。 完成此操作后,弹出器将容器与心轴分离,伴随着下板的向下移动。
有站立式封罐机,与以前的操作不同。 他们有两个双头,其中一个执行第一个操作,第二个执行第二个操作。 通过星形将包装从一个转移到另一个。 每个头具有至少两个闭合辊。
立式封罐机在金属工业中用于非圆形容器以及制罐业中任何类型的容器中都有最大的用途。 正如我们已经说过的,它的最大局限性是它的低速。 每头限制在每分钟约80个容器。 可以制造具有多个头部的接缝机以增加节奏,但是它们是复杂的机器。
在这两种类型中,每种都有不同的品种,例如:各种手动,半自动和自动机器(真空,在顶部空间使用蒸汽喷射,使用氮气或二氧化碳喷射等)。
CAN SEAMER的组件
它们是经过处理的高硬度钢制辊。 对于容器的制造,它们由不可变形的工具钢制成,对于罐头厂的封闭,它们由不锈钢制成,可以抵抗盐水的侵蚀。 除闭合辊以外,它们在该行业中还有其他名称,例如:独轮车,车轮或闭合辊(或多个轮子)。 它们可以进行一些表面处理,例如氮化钛。 图2显示了卡车垂直截面的典型形状,以及结合了型材的工作区域的位置。
图2:收卷部分
它们被安装在装有轴承或臂上轴承的轴上,一旦将容器放置在关闭位置,它们就会相对于心轴自动进近和分离。 当与容器盖开始接触时,随着承载容器的臂接近并且组件开始旋转,关闭滚轴会在其轴线上疯狂旋转。
封闭辊或滚花的轮廓的形状和尺寸会影响密封性。 有两种类型:第一操作和第二操作。 参见图3:
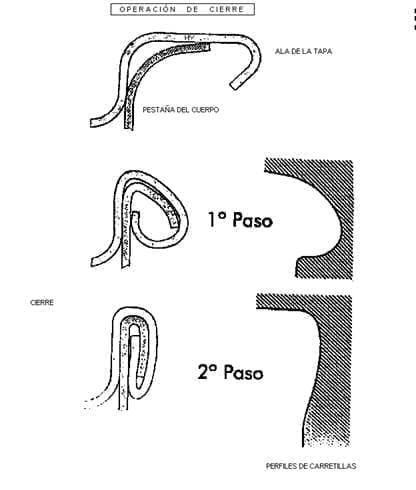
图nº3:肉卷的外形配置
每一个可以缝合它至少安装了每种类型的一个滚筒。 两种类型的区别在于它们的喉咙轮廓,因为它们配备的喉咙具有特殊的轮廓,这取决于是第一次操作还是第二次操作,容器的格式和锡的口径。
他的身材又深又窄,下边缘的曲率比上边缘的曲率更为明显。 相同的轮廓产生主体和底部的钩子。 它的目的是将底翼上的马口铁卷起来,使一个在容器主体法兰上,然后将第二个插入第一个。 最终的双盖具有圆形的外形,其高度小于后来完成的盖的高度,并且不是气密的。 参见图3的第一步。 在第4号图中,给出了非圆形容器首次操作辊的特殊情况的测量结果。
图nº4:首次操作的接缝辊的轮廓。
在非圆形容器罐封口机中,应将其调得尽可能低以避免分层。
他的轮廓越来越浅,在其上边缘呈现出更加突出的曲率。
它完成在第一个操作中形成的封盖的精加工操作,将其压在心轴上,以使形成的钩子被熨平和笔直。 参见图3的第二步。 第五张图显示了第二遍辊。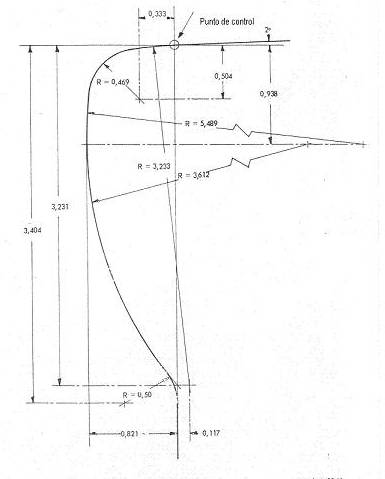
图nº5:第二个操作缝合辊的轮廓。
在非圆形容器封口机中,必须将其设置为比圆柱形容器略高。
它是容纳在底部托盘中的上板,并与相对侧的压板一起在关闭操作期间保持容器牢固固定。 。 在此期间,其任务是充当铁砧,例行公事通过在扣钩结构中弯曲机翼和法兰来压迫铁砧。 正如我们已经说过的,心轴可以绕其垂直轴旋转或保持静止,具体取决于接缝机的类型。但它始终位于同一水平面,也就是说,它永远不会垂直移动。
其尺寸也影响封闭件的形状和构造。 它由用作心轴支撑的轴,如我们已经说过的,可调节至内部(托盘)盖的法兰或唇缘组成,其特性取决于容器的制造商。 该唇缘的形状略呈圆锥形,以更好地适应碗的形状,并有助于弹出密闭容器。 参见图6
图nº6:心轴在盖上的位置
它由不变形的工具钢制成,经过处理,使其唇缘具有高硬度。它们也由不锈钢制成,用于完整的容器罐封口机。为了延长其使用寿命,可以使用氮化钛或碳化铬对它进行表面处理,例如独轮车,车轮或封闭辊(或车轮)。
图nº7:非圆柱形容器的心轴示例
不建议在嘴唇的表面刻痕以免打滑,因为它会损坏眼睑的清漆,随后导致其氧化。 在其下表面上,它具有一系列凹槽以释放膨胀珠和顶部或底部的梯度。 它还有一个用于容纳弹出器的孔。
它也称为底板,用作容器的支撑,将其居中在正确的关闭位置,并通过容器将位于其下部的弹簧压力传递到心轴上。 它的形状取决于容器的底部,并提供了一些通道,可以在该通道中插入该容器的法兰(如果是空瓶的话),或者是封闭的容器(如果是完整的容器),可以将其放置在精确的位置。 图8反映了用于空罐的压板的轮廓。
图nº8:空容器的压板轮廓
它安装在轴上。 根据封口机的类型,它可以在此轴上旋转或保持固定。 在第一种情况下,这种旧式或低速接缝机, 压紧板疯狂旋转,被芯轴拖拽通过容器,而在现代快速机械中,它被电动化并与芯轴同步。 垂直往复运动也赋予了动画效果。 在其较低的静止位置,其与心轴的距离大于带有盖子的容器的高度。 在关闭过程中,板上升,将其所支撑的弹簧的压力传递到容器。 通过调节卡盘和芯轴在封闭处之间的垂直距离来调节压力。 所需压力取决于容器的规格和马口铁的厚度,并根据封口机的类型,弹簧的状态等而变化。
有关上述内容的更多详细信息,请阅读以下文章:封口机中压板的压力稳定性。 封罐机的压板必须完全平行于心轴安装,并相对于其轴居中。
顶出器
在一根带有小圆盘的杆上,该圆盘出现在心轴的中心。 它经受由凸轮致动的垂直运动,并被弹簧压紧。 它具有双重作用,即在到达关闭位置之前,通过弹簧推力来保持盖子在容器上的正确位置,并在循环结束时从心轴中分离出容器。 。
在用于带有蒸汽喷射器的金属容器或罐的封闭机器中,板和顶出器的运动必须完全同步。 闭合速度越高,其调节就越关键。
封头
封头是罐头封口机的基本组成部分。 在其中安装了已经描述过的封闭件的基本元件(压缩板除外),即封闭件的心轴,手推车,轮子或滚轮(或多个轮子)。 通过其致动凸轮和复位弹簧,弹出器等安装在其臂上。
封头之间的差异很大封口机的类型。 因此,例如,具有用于多头圆形容器的旋转容器的罐头封口机具有固定的主要中央头部,凸轮位于该中央头部,并且围绕该头部旋转的一系列头部,每个头部均携带心轴和辊子。 对于非圆形罐,带有所有器官的完整头部围绕容器旋转。 在图9中,可以看到矩形容器的头部。
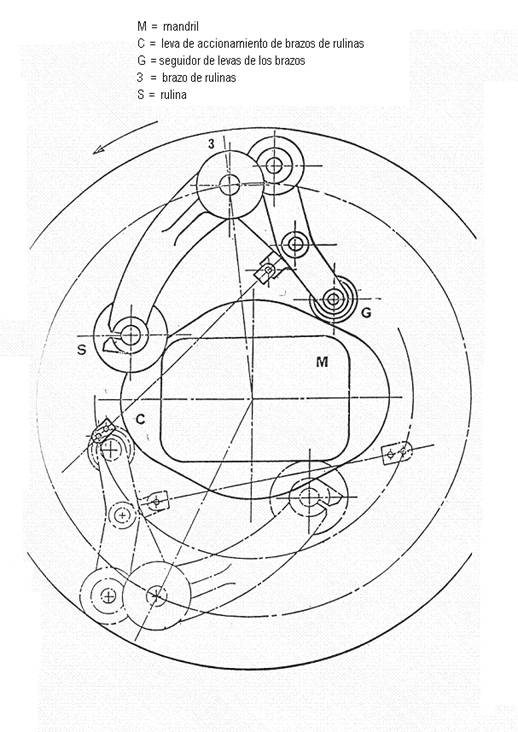
图nº9:罐头封口机的平面图
盖帽给料机
所有罐装封口机均配有盖式给料机,其任务是从供应给机器的烟囱中逐一取出,然后将其运输到与容器主体相交的位置,然后关闭。
对于金属圆形集装箱封口机,进料器具有三个心轴,一叠盖子放在上面。 反过来,他们将封面一一分开。 借助带爪的链条或往复杆将盖子移至容器上的位置。
运输
容器或主体沿封口机的移动为不同类型的罐封口机提供了多种解决方案。 容器通过电缆或链条运输工具到达封口机,并通过心轴装入机器内部-随容器规格的变化而变化。 在整个机器中,容器和盖子被星拉动或运输。
密封罐的规定
每个罐头封口机都需要根据其规格,规格,马口铁量规,盖子和罐体的类型进行特殊规定。 。 封盖的质量取决于金属容器封口机的设计和机械状态,最佳工具(心轴和封口辊)的选择,封口机的调整以及最后但并非最不重要的容器和盖子的质量。被关闭。
以一种非常通用的方式,我们可以说必须遵循以下过程:
- -检查组装好的封闭芯轴和滚筒是否适合要封闭的容器类型
- -确认它们状况良好。 它们不得出现破损,磨损和其他损坏。
- -检查机器是否根据容器的高度和正确的板压力进行了调整。
- -确认程序位于同一水平面,并且没有碰到卡盘的边缘,在垂直方向(大约0.1毫米)和水平方向都必须有游隙。
- -检查关闭辊臂传递的压力。
- -制作盖子,并检查盖子的厚度和托盘的深度。
- -全面测量瓶盖
我们再次坚持认为,在形成正确的密封件时,影响最大的因素是在关闭过程中板的压力。 在关闭过程中,直到形成容器为止,要逐渐减小容器主体的高度,以正确形成主体钩子和盖子,为此,必须在容器的主体上施加恒定且受控的压力容器。
适当的弹簧压力取决于要关闭的容器的尺寸,并且可以从每个罐头封口机的制造商处获得有关这方面的必要信息。 同样重要的是,必须正确地确定心轴的尺寸,并确保果胶的轮廓足够。
在用于定型容器的罐封口机中,这一规定要微妙得多。 它的机械条件必须非常好,以避免轴承臂上的间隙,心轴和压紧板的偏心,叠层封盖以及整个封盖缺陷的范围,在成形罐的情况下,这种缺陷比圆形罐更容易出现。
任何金属加工或填充行业必须通过适当的课程并始终保持更新的方式,对负责设置接缝机的机械师的培训非常重视。过程的质量从根本上取决于他们的良好工作。













0 Comments