
Volver a
– Pinchando aquí puede acceder a la 1ª parte de este trabajo
5º.- EVALUACIÓN DEL CIERRE
La evaluación del cierre es la metodología empleada para juzgar su aceptabilidad. La misma está relacionada, por tanto con las especificaciones y requerimientos que el fabricante indica. Estas varían para cada formato y tipo de envase. Por tanto para enfrentarse con la avaluación de un cierre, se ha de disponer en primer lugar, de la tabla de especificaciones completas que el mismo debe cumplir.
Sucede con frecuencia que un cierre aparentemente normal y dentro de especificaciones en sus medidas exteriores, presenta al efectuar un análisis más completo, una serie de defectos que lo hacen incorrecto.
Por medio de la evaluación o examen adecuado, es posible garantizar o no la hermeticidad del mismo. El examen de un cierre comprende cuatro fases, aportando cada una de ellas abundante información cualitativa y cuantitativa. Estas son:
1ª Fase: Examen visual y Medidas Exteriores.
2ª Fase: Desmontaje y/o Seccionado del cierre
3ª Fase: Medidas Interiores directas e indirectas y Defectos Internos
4ª Fase: Detección de fugas.
PREPARACIÓN
Para abrir un cierre se precisan una serie de herramientas básicas que son:
1º.- Abridor bacteriológico: Consistente en una varilla con empuñadura, que termina en punta acodada. A lo largo de la varilla desliza una cuchilla puntiaguda que permite cortar el metal. Ver figura nº 16. Si no se dispone del mismo, puede usarse unas tijeras de corte de metal de puntas curvas.

Figura nº 16: Material básico para apertura de un cierre
2º.- Tenacillas. Ver figura nº 16. Son unas tenazas pequeñas y manejables de boca ancha, que permiten maniobrar con eficacia.
3º.- Regla de control de cierres. Es el elemento más simple de medición. Ver figura nº 16. No permite lecturas exactas, pero reúne unos elementos mínimos como son:
-Regla graduada en mm. con el “cero” en el extremo para poder medir, por apoyo directo de la punta, distintos parámetros como: diámetro del envase, longitud del cierre, etc.
– Conjunto de muescas calibradas para lectura del espesor del cierre.
– Alojamiento de 2” (50.8 mm) para evaluar el numero de fondos que caben en esta magnitud.
– Talón calibrado para verificación de la profundidad de cubeta.
4º.- Ganchímetro. Es un micrómetro de diseño especial para la medición de las partes del cierre.
5º.- Galga con carátula para medir profundidad de cubeta.
6º.- Galga con carátula para medir espesor de cierre
7º.- Sierra especial para el corte del cierre
8º.- Micrómetro de espesores para grosor del metal
9º.- Proyector de cierres
Además para ajustar la cerradora se precisa:
10º.- Juego de galgas de espesores (laminas) para altura de rulinas
11º.- Juego de galgas de varilla para la distancia de rulinas
12º.- Micrómetro de interiores para altura del plato base
13º.- Dinamómetro para presión del plato base
Más adelante se ira describiendo cada uno de estos elementos. Cualquier evaluación de un cierre requerirá el empleo de este instrumental, el cual debe, a su vez, estar calibrado, de modo que el cero esté correctamente ajustado.
Generalmente se emplean dos métodos de análisis. El primero consiste en abrir el cierre por completo. Esto requiere desmontar la doble costura, medir los componentes, y registrar sus dimensiones y observaciones desprendidas de su examen. El segundo método es el seccionado del cierre. Para realizar este tipo de análisis, se corta el cierre perpendicularmente, y la superficie transversal del mismo resultante se proyecta en una pantalla, o se coloca en un microscopio, para permitir la medida exacta del gancho de cuerpo, del gancho de fondo, solape efectivo, y con la ayuda de una escala, de la penetración del gancho de cuerpo.
El método de seccionado del cierre puede efectuarse de forma rápida en las latas cilíndricas. Sin embargo, la vulnerabilidad de las esquinas de las latas irregulares, impone seccionar cada esquina para determinar la calidad general de estas zonas. Esto es una tarea larga y a menudo se considera que conlleva más tiempo que el método de apertura total.
Una de las principales desventajas de la evaluación de la calidad del cierre por el método de seccionado y proyección, es que no revela el ratio o grado de compacidad o el nivel de arrugas del gancho de tapa.
EJECUCIÓN
Para comprobar la calidad de un cierre, el camino normal a seguir es, desdoblar cada una de las fases enumeradas anteriormente, en una serie de pasos que son los siguientes:
1ª Fase: Inspección visual y medidas exteriores
A.- Inspección visual
1.- Inspeccionar visualmente en el mismo la posible presencia de: Patinaje, borde cortante, falso cierre, “pico” en el montaje, picos en el cierre, pestaña aplastada, rizo aplastado, fondo hundido, salto de rulina, cierre rayado, mandril roto, expulsión de compuesto, laminación en la base del cierre, irregularidades en el cierre, etc.
B.-Medidas exteriores:
2.- Profundidad de la cubeta
3.- Longitud del cierre
4.- Caída en la unión
5.- Espesor del cierre. Compacidad
2ª Fase: Desmontaje del cierre
6.- Cortar y extraer el centro del fondo del envase
7.- Seccionado del cierre
8.- Separar el cierre, si se ha optado por el procedimiento de “desguace” o
desmontaje (1º procedimiento).
9.- Preparación del cierre para su proyección. (2ª procedimiento)
3ª Fase: Mediciones internas
10.- Realizar las siguientes medidas:
– espesor o calibre del metal del cuerpo
– espesor o calibre del metal del fondo
11.- Apretado del cierre. Determinar el espacio libre – (Parámetro critico)
12.- Medir:
– longitud del gancho de cuerpo
– longitud del gancho del fondo
– penetración del gancho del cuerpo (Parámetro critico)
– traslape (Parámetro critico)
13.- Comprobar defectos internos del cierre
4ª Fase: Fugas
14.- Detección de fugas.
Veamos cada uno de estos pasos:
1ª FASE: INSPECCIÓN VISUAL Y MEDIAS EXTERIORES DEL CIERRE
A.- INSPECCIÓN VISUAL
Lo primero que hay que hacer con un cierre para su análisis, es inspeccionarlo visualmente por el exterior. Muchos defectos pueden detectarse a simple vista, o por tacto directo, sin necesidad de emplear ningún instrumento y material de medición. El listado de fallos de este tipo se identifican como “defectos externos del cierre”.
Algunos defectos se pueden apreciar mucho más rápidamente por reconocimiento táctil que por inspección visual, ésta primera se realiza pasando el dedo por el interior y exterior del cierre, para comprobar su rugosidad, presencia de bordes cortantes, ondulaciones, etc.
Los principales defectos externos que se pueden localizar por este sistema son:
Patinaje
Formación y aplastamiento inconcluso del cierre, causado por una 2ª operación incompleta, originada por un desplazamiento del envase entre el plato de compresión y el mandril de cierre. Se caracteriza porque parte del cierre tiene el perfil de la 1ª operación. Ver figura nº 17. Genera fugas. Se detecta este defecto por un mayor espesor de cierre y una ligera deformación del fondo del envase.
Figura nº 17: Defecto de patinaje en un cierre
Este defecto puede ser causado por:
– Insuficiente presión en el plato de compresión.
– Las rulinas de cierre no giran libremente.
– Mandril de cierre desgastado
– Aceite o grasa sobre el mandril o en el plato de compresión
– Colocación inadecuada del fondo en el mandril por dimensiones o forma, o también por demasiado apretado o flojo.
– Mala sincronización de las operaciones de cierre
Borde cortante
Presencia de una arista viva en la parte interior de la cumbre del cierre. Ver figura nº 18. Este borde muy agudo, es causado por el material del fondo, al ser forzado sobre la parte superior del labio del mandril durante el cierre. Ocurre normalmente en la zona de la soldadura del cuerpo, pero puede también suceder en cualquier lugar del cierre.
Se reconoce recorriendo con el dedo la periferia interna del cierre. Es un defecto peligroso, pues puede provocar una fractura del metal por debajo de borde cortante. Si sucede esto hay un peligro cierto de fugas.
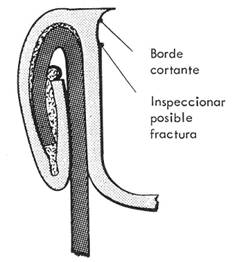
Figura nº 18: Defecto de borde cortante
Puede ser causado por:
– Desgaste en el mandril de cierre.
– Perfiles de rulinas demasiado estrechos
– Demasiado aprieto de las rulinas de segunda operación.
– Excesiva presión del plato base.
– Mandril demasiado bajo con relación a las rulinas.
– Compuesto de cierre excesivo
Puede que este defecto se presente de manera más atenuada, sin llegar a mostrar un borde cortante sino simplemente una arista aguda. En este caso el defecto es menor y sucede por las mismas causas pero en menor intensidad, se designa como borde vivo o recto.
Falso cierre
Fallo en el engarce entre el gancho de cuerpo y el de fondo. Ver figura nº 19. Es similar al defecto que provoca una pestaña aplastada, donde parte de ella es doblada contra el cuerpo del envase, sin que se enrolle con el gancho del fondo, pero sin sobresalir por la parte inferior del cierre. Supone la presencia de fugas.
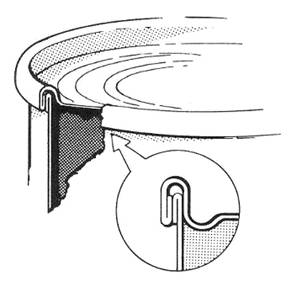
Figura nº 19: Falso cierre
Puede ser causado por:
– Pestaña del cuerpo dañada, golpeada o aplastada.
– Pestaña del cuerpo “achampiñonada”. Es decir curvada hacia abajo, originada por una mala regulación de la pestañadota, o por mal estado del utillaje de pestañar.
– Desperfectos en el rizo del ala del fondo: golpes, marcas…
– Colocación incorrecta del fondo sobre el mandril de cierre.
– Producto o materias extrañas depositadas en la pestaña.
Los falsos cierres son un defecto a veces difícil de ver, por estar cubiertos por el gancho del fondo, siempre son muy peligrosos. Hay que detectarlos observando el cierre por su parte baja.
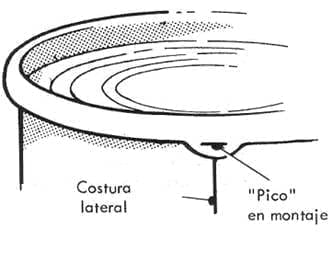
“Pico” en el montaje
Presencia de una cresta en la base del cierre, en la zona de la costura lateral del cuerpo. Consiste en una proyección del gancho del fondo por debajo del cierre. Ver figura nº 20. Conlleva la ausencia o disminución del gancho de fondo en esa zona, y por consiguiente la posibilidad de fuga. Si se extiende más de 1/3 de la longitud del cierre por debajo del mismo o en más de 10 mm a lo largo de dicho cierre, es un defecto importante.
Puede ser causado por:
– Excesivo gancho de cuerpo
– Cantidad excesiva de goma
– Segunda operación realizada con demasiada presión
– Producto o materia extraña dentro del cierre.
Se denomina también “caída en la unión”.
Picos en cierre
Los picos pueden presentarse no solo en la zona de la costura lateral, sino en varios puntos en un mismo cierre, si estos puntos son muy pronunciados reciben el nombre de “picos en V”
A veces este pico puede degenerar en una fractura en la base del cierre, muy difícil de observar. Se requiere el uso de una lupa para su visión. Los cierres con espesor menor al especificado corren el riesgo de presentar este defecto.
La causa principal de este defecto es el exceso de presión de la rulina de 2ª operación y/o del plato base.
Pestaña aplastada
Este defecto presenta la pestaña doblada contra el cuerpo, sin que se enrolle con el gancho del fondo y aparece de una manera clara por debajo de la base del cierre. Ver figura nº 21. Cuando se manifiesta de una manera severa, le afecta a la parte contigua e inferior del cuerpo. Genera una unión defectuosa. Es semejante al falso cierre pero más visible.
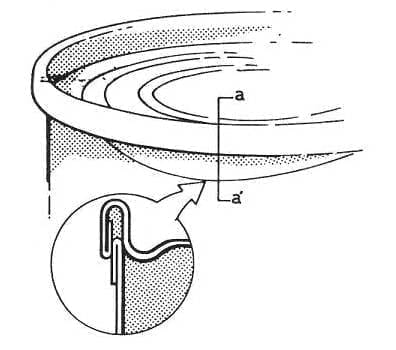
Figura nº 21: Pestaña aplastada
Las causas más frecuentes que originan este defecto son:
– Pestaña dañada durante la manipulación, transporte, llenado o en el alimentador de la cerradora.
– Pestaña muy achampiñonada.
– Pestaña deformada por depósito de producto o materias extrañas.
– Mal alineamiento del envase en la posición de cierre.
Se puede presentar un problema semejante cuando es el rizo del fondo el que ha sufrido daños, dando lugar al defecto “rizo aplastado”. En este caso parte del gancho del fondo está completamente desenganchado del gancho del cuerpo, y además abatido hacia abajo contra el cuerpo, dejando al descubierto el borde del fondo.
Fondo hundido
Gran deformación del fondo en la zona de la cubeta, dando lugar a la separación de los ganchos entre sí, y pudiendo llegar a estar parte del rizo del fondo girada, de modo que la pestaña queda al descubierto.
Sus motivos principales:
– Mandril demasiado bajo respecto al plato base, o mejor plato de compresión demasiado alto.
– Excesiva presión en el plato de compresión
– Recortes aprisionados en el cabezal de la cerradora.
Salto de rulina
Zona del cierre que queda poco apretada, causada por un salto de las rulinas de cierre. Siempre ocurre en una zona contigua a costura lateral, sobre todo cuando dicha costura es engargolada, que es cuando presenta mayor grosor, y provoca que las rulinas “tropiecen” con ella, y se levanten ligeramente a la salida de la costura.
Se observa al desmontar el cierre y examinar el gancho de fondo respecto a las arrugas a ambos lados de la costura. Su localización dependerá del sentido de giro de las rulinas.
Sus causas son:
– Velocidad de cierre excesiva.
– Costura demasiado gruesa.
– Rotura del muelle de ajuste del brazo de rulinas.
– Rodamiento de rulina de 2ª operación demasiado débil o lento.
Cierre rayado
Es un roce o abrasión de la pared de la cubeta del fondo, que aparece después del cierre, y viene causada por un deslizamiento del fondo respecto al mandril.
Puede originar un desprendimiento del barniz de protección, con la probabilidad de una posterior corrosión del metal si llega a afectar al estaño.
Sus posibles causas pueden ser:
– Presión del plato de compresión insuficiente.
– Mandril de cierre dañado.
– Excesiva holgura vertical del eje del mandril
– Aceite o grasa en el mandril
Precisamente para evitar este defecto, no es recomendable utilizar mandriles con el labio moleteado.
Mandril roto
Defecto que se manifiesta porque una parte del cierre no esta adecuadamente apretada, presentando una irregularidad por su interior, es decir en la pared de la cubeta. Se produce por un hueco o mella en el labio del mandril.
Se origina porque el labio del mandril se ha astillado o “mellado” a consecuencia de un atasco u otras razones.
Expulsión de compuesto
Pequeñas partículas de compuesto que emergen por la base del cierre. Su origen esta en la expulsión del mismo fuera del cierre, entre el gancho de fondo y el cuerpo. Puede presentarse en una parte del cierre o en la totalidad del mismo. Ver figura nº 22
Figura nº 22: Expulsiones de compuesto
Probables causas:
– Compuesto de cierre en exceso
– Compuesto de cierre húmedo o sin secar suficientemente.
– Rulinas de 2ª operación demasiado apretadas.
Laminaciones en la base del cierre
Marca o raya en las proximidades de la base del cierre, paralela a la cumbre del mismo, que manifiesta la presencia de una laminación en esta zona. Puede dañar la protección del barniz.
Su causa más probable es el uso de una rulina de 2ª operación demasiado apretada o de perfil muy estrecho. También puede originarlo una rulina de 1ª operación desgastada o grande.
Irregularidades en el cierre
Aunque es muy poco frecuente, algunas veces se pueden presentar cierres de aspecto irregular, con falta de uniformidad en su espesor y longitud, ligeras laminaciones en algunas zonas del mismo o picos puntuales.
La causa principal de estos defectos puede estar en un mandril o plato de compresión inclinados, bien por un montaje defectuoso o por deformación en los mismos. Si el diámetro del mandril es pequeño también produce irregularidades en el cierre.
B.- MEDIDAS EXTERIORES:
Se efectuaran en varios puntos de la periferia del cierre. Solo se registraran las medidas de tres puntos situados en los vértices de un hipotético triángulo equilátero inscrito en el fondo. El punto más próximo de la costura lateral debe estar al menos a 10 mm de la misma.
En los envases de forma no cilíndrica, las mediciones se efectuaran en tres puntos, uno en el punto opuesto a la costura lateral y los otros dos en los extremos de la parte recta del cierre del lado mayor. En los envases de forma no cilíndrica los puntos más conflictivos para las medidas del cierre son los radios. Un envase oval se considera que los lados curvos mayores son los rectos. No deben promediarse los valores.
MEDIDA DE LA PROFUNDIDAD DE CUBETA
La profundidad de cubeta se mide desde la parte superior del cierre – cumbre del cierre – hasta la base del radio de la pared de la cubeta del fondo. La profundidad de cubeta original del fondo es modificada por la altura del labio del mandril de cierre.
Esta profundidad varía según el tipo de envases, no debiendo ser en ningún caso inferior a la altura del cierre. Su valor normal después del cierre debe ser 0.10 a 0.30 mm. más profunda que la longitud del cierre, para que el mandril permita al fondo y al cuerpo un buen acoplamiento con el plato de compresión durante la ejecución del cierre. En el caso del “mini cierre” esta diferencia aumenta como veremos más tarde.
En los cierres convencionales de envases la profundidad de cubeta varia entre 3 a 3.50 mm. aunque hay diversas excepciones, como son los envases de bebidas carbonatadas, en los que tiene un mayor valor por la configuración convexa de la tapa y la presencia de la anilla, y otro tanto ocurre en general con las tapas de fácil apertura.
La profundidad de cubeta se debe comprobar por medio de una galga apropiada, del tipo que se refleja en la figura nº 23. Para medir dicha profundidad, se coloca la barra de la galga sobre la cumbre del cierre. La punta de la galga se sitúa en el punto más bajo adyacente a la pared de la cubeta, pero alejada de la unión por lo menos 10 mm. Hay que evitar también que la barra horizontal descanse sobre la unión o la punta toque algún código troquelado sobre el fondo. En los envases de forma se mide en cuatro puntos, cada uno ubicado en la zona de cada radio
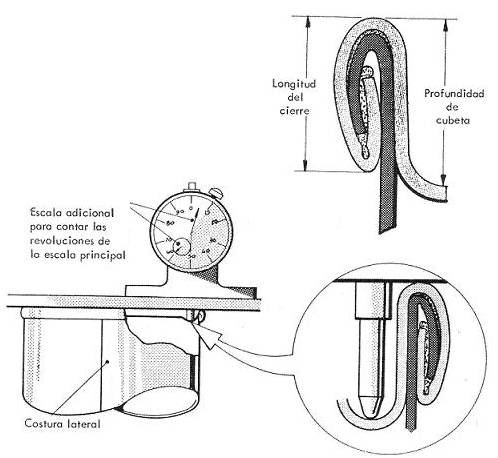
Figura nº 23: Medición de la profundidad de cubeta
Variaciones en la profundidad de cubeta poner de manifiesto el mal estado o reglaje del utillaje o de la maquina.
Un aumento de la profundidad de cubeta, de manera uniforme y en bastante menor medida que el caso de un “fondo muñido”, es decir sin llegar a perderse el doble cierre,es un defecto originado por un ajuste del mandril en el fondo demasiado duro, impidiendo el flujo normal del material en el cierre. También puede provocarlo una falta de presión en el plato base. Genera unos ganchos descompensados (gancho de fondo corto).
Si el aumento de profundidad de la cubeta no es uniforme, las causas pueden ser las mismas o más bien la falta de plenitud el mandril – mandril alabeado -. Los efectos son los mismos.
MEDICIÓN DE LA LONGITUD DE CIERRE
Se trata de evaluar la altura del cierre. Para realizarla se emplea un ganchímetro o micrómetro, según se puede apreciar en la figura nº 24, es decir manteniendo la superficie plana del micrómetro contra el cuerpo del envase
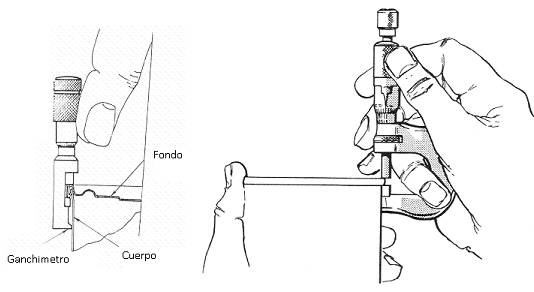
Figura nº 24: Medida de la longitud del cierre con ganchímetro o micrómetro
La longitud real de cierre también es una buena referencia para intuir la calidad del mismo, con relación a la teórica del tipo de cierre que le corresponda. Esta medida está relacionado con el grado de apriete del cierre, cuanto más largo sea el cierre, mayor es el grado de apretado del mismo, por tanto se puede decir que la longitud de cierre depende de cómo trabaje la rulina de segunda operación de la cerradora.
Una rulina de 1ª operación de perfil demasiado ancho o desgastado, floja o baja con relación al mandril, generará una longitud de cierre grande. Si su perfil es estrecho, está muy ajustada o alta provocará una longitud de cierre pequeña.
Una rulina de 2ª operación de perfil grande o desgastado, floja o baja con relación al mandril, aun influirá más sobre la longitud del cierre, dando un resultado grande. Lo contrario dará un resultado pequeño.
El rango normal de esta medida es de 2.6 a 3.2 mm, según formatos y tipos de cierre empleados, aunque también hay excepciones cuando se trata de un mini cierre. En general en un mismo envase no se deben presentar diferencia en esta longitud superiores a 0.15 mm.
MEDIDA DE LA CAÍDA EN LA UNIÓN
La caída en la unión es el aumento de longitud que sufre el cierre en el punto de intercesión del mismo con la costura lateral. Es lógico que en este punto el cierre aumente su altura, porque en él, el gancho de cuerpo tiene un espesor mayor, debido al solapamiento de dos grosores de metal, necesarios para realizar la soldadura. Esto se puede traducir en una disminución de la longitud del gancho de fondo.
Para medir esta caída en la unión se debe usar un micrómetro ordinario o mejor un ganchímetro, como se indica en la figura nº 25. Se ha de medir en el punto de máxima caída.
La caída en la unión no debe ser nunca mayor que el 20% de la longitud media del cierre. Viene expresada por:
Caída en la unión = Longitud de cierre en la unión – Longitud media del cierre
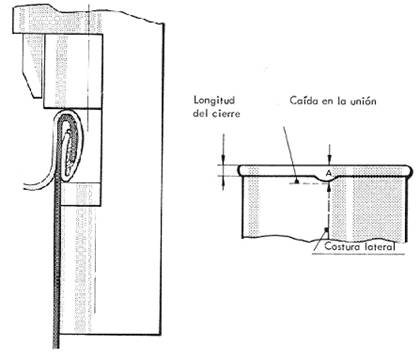
Figura nº 25: Medida de la caída en la unión
Caída en la unión = A – longitud media del cierre.
En la zona de la caída, también el cierre presenta un mayor espesor por la misma razón antes mencionada.
MEDICIÓN DEL ESPESOR DEL CIERRE
Es otro indicador secundario del grado de apretado del cierre. Es función de los espesores de metal del fondo y cuerpo y de la presión de la rulina de segunda operación. También depende del peso de compuesto aplicado. No debe variar más de 0.10 mm alrededor del cierre, aunque esta referencia es poco fiable pues hay muchas excepciones.
Esta medición al igual que las anteriores se realiza en tres posiciones en forma de triangulo equilátero Para realizar dicha medición se puede utilizar una galga especial, o bien un ganchimetro. El empleo de la galga nos da una exactitud muy superior al micrómetro y es menos susceptible de errores de medida por parte del operador. Ver figura nº 26.
Figura nº 26: Medida del espesor de cierre por medio de galga
Cuando se emplea el ganchimetro se debe balancear ligeramente con el índice una vez situado sobre el cierre, hasta que el ángulo que forma con la horizontal sea el mismo que la pared de la cubeta forma con la vertical, tal como se muestra en la figura nº 27, debiendo tener especial cuidado en no presionar excesivamente el cierre, pues puede dar lugar a una falsa medida.
Figura nº 27: Medida del espesor de cierre por medio de ganchimetro
Hay otro medio muy simple para medir aproximadamente el espesor del cierre, consiste en emplear una “regla de control de cierres” (ver figura nº 16), la misma presenta una serie de muescas calibradas con diferentes medidas. La que mejor se ajuste al espesor del cierre nos dará una valoración bastante aproximada de su valor en mm.
2ª FASE: DESMONTAJE DEL CIERRE
Para poder determinar una serie de factores claves para la integridad del cierre, tales como grado de apretado, ganchos de cuerpo y fondo etc, hace falta desmontar el mismo. Hay dos maneras de preparar el cierre para su estudio:
1.- Desmontaje total o “desguace” del mismo, para medición directa.
2.- Seccionado para evaluación por proyector,
Se parte de una serie de operaciones comunes para ambos caminos, aunque después cada uno requiere una preparación final.
Los pasos a dar son los siguientes:
Operaciones comunes:
1º.- Corte y extracción del panel central del fondo.
2º.- Corte de dos secciones opuestas del cierre
Operaciones diferenciadas:
3º.- Para estudio por desmontaje
a.- Eliminación por desgarre del resto del panel
b.- Desmontaje del gancho de fondo
c.- Estudio de los elementos del cierre desmontados
4º.- Para estudio por proyector
a.- Doblar hacia atrás las secciones producidas y separarlas del envase.
b.- Uniformizar los bordes de las secciones con papel de lija fina.
c.- Colocar las secciones en el proyector para evaluación
d.- Desprender los tramos cortados el gancho del fondo, para el estudio independiente de ambos ganchos.
Entremos en detalle en cada uno de los pasos marcados
1º.- CORTE DEL PANEL CENTRAL DEL FONDO
Es la operación previa al desguace o seccionado del cierre. Es una tarea necesaria para poder acceder con facilidad al mismo. Para ello se requiere utilizar un abridor bacteriológico o en su defecto unas tijeras de punta curva para el corte de chapa.
La figura nº 28 ilustra el funcionamiento del abridor bacteriológico. Hay que clavarlo en el centro del fondo, y ajustar el abridor de forma, que corte un disco con un radio tal, que deje una franja de material sin escindir entre 6 a 12 mm, desde la pared de la cubeta hasta el filo de corte.
igura nº 28: Corte del panel central de un fondo
Una vez cortado el disco central se extrae el mismo. Es aconsejable usar guantes de seguridad para esta operación, y así prevenir riesgos de heridas con los filos vivos del metal.
2º.- CORTE DE UNA SECCIÓN DEL CIERRE
Esta operación es imperativa solo si se va a inspeccionar el cierre por medio de su proyección, pero es aconsejable hacerla en cualquiera de los dos casos. Para seccionar el corte, partiendo del envase con su panel central eliminado, se puede usar una sierra especial de corte fino, realizando dos cortes en el cierre. Para obtener un corte limpio, sin rebabas ni deformaciones, hay que usar sierras especificas para este fin existentes en el mercado, que disponen de dos hojas circulares de unos 100 mm de diámetro, con un grosor de 0.35 mm, con una paso de 24 dientes/pulgada y una velocidad de giro de 520 r.p.m. Ver figura nº 29
Figura nº 29: Sierra para corte de cierres
Los cortes se deben realizar alineados con el diámetro del envase y paralelos a su eje, conviene que estén situados a 90º a la derecha de la costura lateral. Después se debe cortar otra sección en el lado opuesto del envase. Ver figura nº 30
Figura nº 30: Corte de una sección del cierre
3º.- PREPARACIÓN DEL CIERRE POR DESMONTAJE
Tiene por finalidad desprender el gancho de fondo del envase, para luego poder analizarlo de manera separada.
Foto nº 31: Envase seccionado
Partiendo del envase seccionado (Foto nº 31) hay que desgarrar con la ayuda
de unos alicates o tenacillas especiales para este fin, el resto de fondo que ha quedado después de cortar el panel central, entre el corte y la cumbre del cierre (Figura nº 32).
Para ello se necesita un poco de practica, aunque es una tarea fácil. Por medio de las tenacillas, se tira en sentido contrario al radio del panel y alrededor de todo el tramo del cierre. Se desgarrará una tira de metal que incluye el resto de panel y la pared de la cubeta. De esta manera tendremos independizado el gancho del fondo del resto del envase.
Figura nº 32: Preparación para extraer el gancho de fondo
Para extraer el gancho del fondo hay que golpear, suavemente y con cuidado, hacia abajo el borde cortante del mismo con la ayuda de la parte plana de las tenacillas. Ver secuencia de extracción en fotos 33. Así conseguiremos desunir poco a poco el gancho del fondo de su cierre.
Figura nº 33: Modo de extraer el gancho de cuerpo
De esta manera, desprenderemos del cierre el gancho de cuerpo con mucha precaución, quedando el conjunto como se indica en el dibujo nº 34. Ya hemos terminado la preparación de la lata para el examen de su cierre.
Figura nº 34: Envase preparado para el examen del cierre por desguace
4º.-PREPARACIÓN DEL CIERRE PARA PROYECCIÓN
Partiendo de un envase ya previamente preparado como se indica en la figura nº 230, es decir una vez cortadas dos tramos o secciones de cierre, se debe doblar hacia atrás la sección producida, según se muestra en la figura nº 35, y separarla del resto del envase seccionándola con unos alicates, teniendo cuidado de no afectar al cierre.
Figura nº 35: Separación de la sección cortada de un cierre
La superficie del tramo cortado, presentará un aspecto áspero y con rebabas por la acción de la sierra, es necesario suavizar y uniformizar la sección con la ayuda de un papel de lija fino. Ahora podremos llevar sobre el proyector este fragmento y visualizarlo para su evaluación.
Con mucho cuidado, se puede desprender el gancho del fondo del fragmento de cierre, y así poder comprobar la huella producida por las rulinas al actuar sobre el mandril, salto de rulinas, caída en la unión y otros defectos.
3ª FASE: MEDICIONES INTERNAS
Con el cierre preparado entramos en la fase de medición de los parámetros del mismo
5º.- MEDICIÓN DEL ESPESOR DEL METAL DEL CUERPO Y FONDO
Los espesores reales del metal del cuerpo y fondo se tienen que conocer, pues son datos necesarios para posteriores cálculos. Para realizar esta medición se empleará una galga del tipo que se muestra en la figura nº 36.
Figura nº 36: Micrómetro para medición de espesores de metal
También se puede utilizar un micrómetro con lectura digital o de dial. Sea cual sea el instrumento usado, se debe comprobar a intervalos regulares, para asegurarse de su precisión.
Para realizar estas mediciones sobre un envase muestra, se deben cortar unos triángulos de la forma que se indica en la figura nº 37, sobre los que determinaremos el espesor de metal.
Figura nº 37: Puntos de medición del espesor sobre un envase
El punto P, en el que realizaremos la medición, debe estar situado como mínimo a 10 mm del borde del envase.
Si las muestras triangulares están barnizadas y/o litografiadas, si se quiere tener una lectura sin errores, se debe eliminar estos recubrimientos, aplicando un algodón impregnado con disolvente.
6.- APRETADO DEL CIERRE. DETERMINACIÓN DEL ESPACIO LIBRE
Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en detalle en el epígrafe “ACEPTABILIDAD DEL CIERRE”
7.- MEDICIÓN DE GANCHOS
Los ganchos de fondo y cuerpo deben medirse en dos puntos opuestos en envases dos piezas, y en la posición de las 10 y 14 horas del reloj, siendo las 12 la costura lateral, en envases tres piezas. Las longitudes de los ganchos de cuerpo y fondo, se pueden medir por medio de un ganchimetro si el cierre se ha desmontado, pero si deseamos obtener una medición mucho más precisa, se debe emplear un proyector de cierres si se ha seccionado previamente el cierre.
Si usamos la medición por ganchimetro con desmontaje en el cierre, podremos tomar medias en varios puntos de ambos ganchos y luego sacar la media, con lo que obtendremos un valor más real de su medida. Si se emplea un proyector la medida será más exacta pero solo en dos puntos del cierre, con lo que su visión general es más incompleta.
Los proyectores usados para el control de cierres son del tipo mostrado en la figura nº 38 o similar.
Figura nº 38: Proyector de cierres
En este equipo se pueden tomar valores directos de las longitudes de ganchos, mediante una adecuada colocación del cierre, por medio de la lectura que los brazos móviles nos dan en la regla graduada. Ver figura nº 39.
Figura nº 39: Toma de medidas de un cierre sobre el proyector
El gancho se debe situar en el aparato de forma que se obtenga una imagen nítida sobre la pantalla.
Penetración del gancho de cuerpo
Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en el epígrafe “ACEPTABILIDAD DEL CIERRE”
Traslape
Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en el epígrafe “ACEPTABILIDAD DEL CIERRE”
9.- COMPROBACIÓN DE DEFECTOS INTERNOS DEL CIERRE
Una buena indicación de la presión de cierre es la impresión producida en la parte interna del cuerpo, por la presión ejercida por las rulinas de cierre sobre el mandril. Esta indicación no es garantía por sí sola de una adecuada presión de cierre.
Una forma de mejorar el agarre del mandril, es hacer moleteada la superficie del labio del mismo, pero esta práctica no es recomendable, pues daña el barniz de protección del fondo en esta zona. Es mejor siempre emplear un mandril liso y procurar que su ajuste sea el adecuado para asegurar una buena fijación.
Entremos en la descripción de los defectos visuales principales que pueden presentarse en un cierre desmontado:
1º.- Caída en la unión
Es la presencia de una ondulación, más o menos importante, en la cara interna del gancho de fondo, en la zona de la costura lateral. La causa de que en este punto se produzca una ondulación, es debida a la superior presión que se genera ahí, por el mayor número de capas de hojalata existentes en él. Ver figura nº 40
Figura nº 40: Caída en la unión
En el caso de envases con costura lateral engargolada – o engatillada –, con o sin cemento lateral en la misma, esta ondulación será bastante mayor causada por las capas de metal que forman el engargolado en esta área.
De debe por tanto examinar el interior del gancho, y asignarle un valor como “caída en la unión” según una escala de referencia o mediante medición.
La “caída interna de la unión” no debe exceder del 50% de la longitud del gancho de fondo. Un 50% de caída produce un traslape en la zona de la unión de solo el 20% del valor normal
También es conveniente, examinar detenidamente el interior del gancho de fondo a ambos lados de montaje, para detectar irregularidades, salto de rulina, etc.
2º.- Huella del labio del mandril
Es la impresión producida en la parte interna del cuerpo como reacción al doble cierre. Ver figura 41. Es resultado de la presión ejercida por las rulinas de segunda operación durante el cerrado.
Su inspección visual permite, junto a otros factores, apreciar si el apretado del cierre es correcto. Su ausencia total indica falta de apretado, aunque otras mediciones sean correctas. Deberá tener un aspecto mateado ligero, uniforme, claramente visible, libre de irregularidades y siempre alrededor de la parte interna del cuerpo en el cierre.
Una huella excesiva, un escalón marcado, es una indicación de que las rulinas o mandril usados pueden ser erróneos, o de que la operación de cerrado se ha efectuado con demasiada presión. Un mandril demasiado grande lógicamente producirá una huella del mismo excesiva.
Figura nº 41: Huella del labio del mandril sobre el gancho de cuerpo
Constituye una buena indicación de la presión de cierre pero no garantiza que haya sido correcta, por lo que se debe usar en unión a otras inspecciones.
3º.- Inspección visual de arrugas, ondulaciones y otras irregularidades en los ganchos del cuerpo y/o fondo.
.Todas estas irregularidades se producen por falta de ajuste en el utillaje, o por no ser el mismo idóneo, pudiendo ser de muy diversos tipos. Entre otros se encuentran:
– Pestaña del cuerpo con arrugas
– Deslizamiento del envase
– Diámetro del mandril pequeño
– Mandril inclinado
– Rulina de 2ª operación floja
– Perfil de la rulina de 2ª operación desgastado
– Holgura de la rulina de 2ª operación en su eje
– Otros
4ª FASE: FUGAS
DETECCIÓN DE FUGAS
Independientemente del análisis del cierre por destrucción del mismo, hay que verificar en otras muestras complementarias, la ausencia de fugas y por tanto la estanqueidad adecuada de los envases. La cantidad a probar será tomada según un tipo de muestreo predeterminado, con la ayuda de las tablas correspondientes, en función del tamaño del lote y del nivel de calidad elegido.
Los procedimientos a aplicar varían según sea a bote vacío o lleno.
a.- Bote vacío
Se emplea aire a presión en dos posibles variantes.
1ª.- Por medio de un cabezal, se suministra aire a presión dentro del envase, aplicando al mismo tiempo con la ayuda de una brocha, agua jabonosa en los cierres. Si existe fugas de aire a través de los mismos se formarán burbujas en el punto exacto de la fuga.
2ª.- Sumergir totalmente el envase dentro de un deposito con agua, y aplicar en su interior aire a presión por medio de un cabezal apropiado. Si el cierre es defectuoso o presenta poros se produce un burbujeo, debido a la salida del aire a través de los poros.
La presión de aire empleada en ambos casos es del orden 1.5 Kg/cm2 para envases de costura lateral soldada eléctricamente y tamaño igual o menor de 1 Kg. Para tamaños mayores o costura cementada es inferior.
Estos procedimientos se usan para muestrear lotes, pero en líneas de fabricación envases se emplean otras técnicas para verificar la estanqueidad en el 100% de la producción.
b.- Bote lleno o cerrado por ambos extremos
Existen procedimientos complejos a nivel laboratorio, como el método de Lefebvre, que requiere una cierta especialización. También hay procedimientos más sencillos como el que indicamos en nuestro trabajo de esta Web:
Probador manual de la hermeticidad de envases
– Pinchando aquí puede acceder a la 3ª parte de este trabajo








0 comentarios