
Введение
Следы штамповки — это распространенный дефект, который может возникнуть в процессе изготовления металлических банок, особенно при использовании пакетов оснастки в производстве банок из двух частей. Эти дефекты могут негативно повлиять на качество и внешний вид готового продукта. В этой статье мы обсудим причины появления следов штамповки, их влияние на процесс изготовления банок и способы их предотвращения и устранения с помощью последних инноваций в технологии изготовления пакетов оснастки.
Причины появления следов штампа
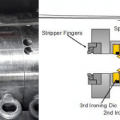
Следы штампа возникают, когда штампы внутри пакета оснастки соприкасаются с тонкостенной частью банки, вызывая видимые следы или ребра на поверхности. Это может произойти по ряду причин, включая чрезмерную вибрацию молотка, неправильное перемещение штампа в модулях штампа или образование вакуума между штампом и поверхностью за ним.
Влияние маркировки штампов
Следы штамповки не только влияют на внешний вид банок, но и могут нарушить их структурную целостность. Это может привести к неудовлетворенности клиентов и увеличению производственных затрат из-за необходимости дополнительных мер контроля качества и возможного отзыва продукции.
Предотвращение следов штамповки с помощью современной технологии упаковки инструментов
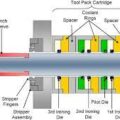
Одной из ключевых инноваций в технологии упаковки оснастки, которая помогает предотвратить появление следов штампа, является использование резиновых пружин и контурных штифтов, адаптированных под размер штампа производителя банок. Резиновые пружины помогают гасить вибрации, исходящие от молотка при прохождении его через набор инструментов. Такое поглощение вибрации снижает вероятность появления следов штампа на тонкостенной части банки, в результате чего банки получаются более качественными и яркими.
Еще одной важной особенностью, предотвращающей появление следов штампа, является система обдува. После того как вытяжные штампы подплывают к центру подачи пуансонов/банок, они прижимаются к поверхности модуля или сепаратора за штампом. Это давление создает вакуум между штампом и поверхностью за ним, что может препятствовать правильному перемещению штампа. Для создания вакуума необходима система продувки воздухом, позволяющая пружинам и штифтам подвески вернуть штамп в центральное положение. Поверхность за штампом должна быть оснащена воздушными щелями, которые заряжаются из крышки, так же как и охлаждающая жидкость.
Обработка маркировки штампов и обслуживание комплектов оснастки
Регулярный осмотр и техническое обслуживание компонентов пакета оснастки имеет решающее значение для предотвращения брака штампов и обеспечения бесперебойной работы. Выполните следующие действия для устранения следов штамповки и обслуживания комплектов оснастки:
Осмотрите детали комплекта инструмента на наличие заусенцев, зазубрин, вмятин и других повреждений. Сгладьте все рельефные повреждения с помощью камня.
Снимите штамп(ы) и осмотрите внутреннюю область пакета оснастки, где был снят штамп(ы). Обработайте камнем и очистите все шероховатые или поврежденные поверхности внутри модулей упаковки инструмента.
Продуйте модуль, чтобы пакет инструментов был очищен от грязи, мелких частиц и других загрязнений.
Проверьте новую матрицу, чтобы убедиться, что на наружном диаметре и торцах нет зазубрин, вмятин, заусенцев или других неровностей поверхности. Ремонтируйте или заменяйте штампы, которые находятся в плохом состоянии.
Убедитесь, что матрица правильно устанавливается в модуль и может смещаться от центра (плавать) при установке защитных пластин.
Заключение
Следы штамповки являются распространенным дефектом в производстве банок, но при правильном понимании и применении современных технологий изготовления инструментальных пакетов их можно предотвратить и эффективно устранить. Регулярный осмотр и техническое обслуживание комплектов оснастки в сочетании с использованием резиновых пружин, контурных штифтов и систем воздушной продувки может значительно снизить появление следов штамповки и повысить общее качество готовых банок.
 Чрезмерный износ узла инструмента: причины, последствия и решения
Чрезмерный износ узла инструмента: причины, последствия и решения
 Поиск и устранение неисправностей модулей штампов в toolPack
Поиск и устранение неисправностей модулей штампов в toolPack
 Руководство по модулям штампов в комплектах оснастки
Руководство по модулям штампов в комплектах оснастки
 как долго может прослужить инструмент с двойной фиксацией?
как долго может прослужить инструмент с двойной фиксацией?
 Разработка матрицы для аэрозольных навесов
Разработка матрицы для аэрозольных навесов
 Конфигурации комплекта инструментов Bodyformer
Конфигурации комплекта инструментов Bodyformer
 Hyperion Materials & Technologies расширяет штат сотрудников и производственные мощности по всему миру
Hyperion Materials & Technologies расширяет штат сотрудников и производственные мощности по всему миру
 Банки и крышки без штамповки
Банки и крышки без штамповки
 ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
 ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ
ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ



