
Introdução
As marcas de matriz são um defeito comum que pode ocorrer durante o processo de fabrico de latas de metal, especificamente quando se utilizam pacotes de ferramentas na indústria de fabrico de latas de 2 peças. Estes defeitos podem afectar negativamente a qualidade e o aspecto do produto acabado. Neste artigo, discutiremos as causas das marcas de cunhagem, o seu impacto no processo de fabrico de latas e como preveni-las e resolvê-las utilizando as mais recentes inovações na tecnologia de embalagem de ferramentas.
Causas das marcas de cunhagem
As marcas de matriz ocorrem quando as matrizes dentro do pacote de ferramentas entram em contacto com a parte de paredes finas da lata, causando marcas ou nervuras visíveis na superfície. Isto pode acontecer devido a várias razões, incluindo vibração excessiva do martelo, movimento incorrecto da matriz dentro dos módulos da matriz ou formação de vácuo entre a matriz e a superfície atrás dela.
Impacto das marcas de cunho
As marcas de cunhagem não só afectam o aspecto das latas, como também podem comprometer a sua integridade estrutural. Esta situação pode levar à insatisfação dos clientes e a um aumento dos custos de produção devido à necessidade de medidas adicionais de controlo da qualidade e a possíveis recolhas de produtos.
Prevenir as marcas de ferramentas com a moderna tecnologia de ferramentas
Uma das principais inovações na tecnologia de embalagem de ferramentas que ajuda a evitar as marcas de matriz é a utilização de molas de borracha e pinos de contorno personalizados para o tamanho da matriz do fabricante de latas. As molas de borracha ajudam a amortecer as vibrações provenientes do martelo quando este passa pelo conjunto de ferramentas. Esta absorção de vibrações reduz as hipóteses de ocorrência de marcas de matriz na parte de paredes finas da lata, resultando em latas melhores e mais brilhantes.
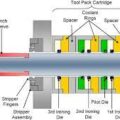
Uma outra característica essencial para evitar as marcas de matrizes é o sistema de sopro de ar. Depois de as matrizes de estiragem flutuarem em direcção ao centro do alimentador de punções/latas, são pressionadas contra a superfície do módulo ou separador atrás da matriz. Esta pressão cria um vácuo entre a matriz e a superfície atrás dela, o que pode dificultar o movimento correcto da matriz. É necessário um sistema de sopro de ar para quebrar este vácuo, permitindo que as molas e os pinos de suspensão façam regressar o molde à sua posição central. A superfície atrás do molde deve estar equipada com ranhuras de ar que são carregadas a partir da tampa, da mesma forma que o líquido de refrigeração.
Tratamento de marcas de ferramentas e manutenção de pacotes de ferramentas
A inspecção e a manutenção regulares dos componentes do conjunto de ferramentas são cruciais para evitar marcas de ferramentas e garantir um funcionamento sem problemas. Siga estes passos para tratar as marcas de ferramentas e manter os seus pacotes de ferramentas:
Inspeccionar as peças do conjunto de ferramentas quanto a rebarbas, cortes, amolgadelas e outros danos. Alisar os eventuais danos com uma pedra.
Retirar a(s) matriz(es) e inspeccionar a área interna do conjunto de ferramentas onde a(s) matriz(es) foi(ram) retirada(s). Limpar as superfícies ásperas ou danificadas no interior dos módulos do conjunto de ferramentas.
Soprar o módulo para que o conjunto de ferramentas fique livre de sujidade, partículas finas e outras impurezas.
Verificar o novo molde para garantir que o diâmetro externo e as faces estão livres de cortes, amolgadelas, rebarbas ou outras condições de superfície áspera. Reparar ou substituir os moldes que não estejam em bom estado.
Certificar-se de que a matriz se encaixa correctamente no módulo e que pode deslocar-se para fora do centro (flutuar) quando as placas de cobertura estão instaladas.
Conclusão
As marcas de cunhagem são um defeito comum na indústria de fabrico de latas, mas com uma compreensão adequada e a implementação da tecnologia moderna de embalagem de ferramentas, podem ser evitadas e tratadas eficazmente. A inspecção e a manutenção regulares dos conjuntos de ferramentas, combinadas com a utilização de molas de borracha, pinos com contornos e sistemas de sopro de ar, podem reduzir significativamente a ocorrência de marcas de matriz e melhorar a qualidade geral das latas acabadas.
 Desgaste excessivo do conjunto da ferramenta: Causas, consequências e soluções
Desgaste excessivo do conjunto da ferramenta: Causas, consequências e soluções
 Resolução de problemas de módulos de ferramentas no toolPack
Resolução de problemas de módulos de ferramentas no toolPack
 Um guia para módulos de ferramentas em pacotes de ferramentas
Um guia para módulos de ferramentas em pacotes de ferramentas
 Quanto tempo dura uma ferramenta de bloqueio duplo?
Quanto tempo dura uma ferramenta de bloqueio duplo?
 O que é a sala de ferramentas
O que é a sala de ferramentas
 vantagens e características das embalagens de latas
vantagens e características das embalagens de latas
 micrómetros e ferramentas para poder observar a correcta vedação da lata.
micrómetros e ferramentas para poder observar a correcta vedação da lata.
 A PERSONALIZAÇÃO DAS MARCAS. Só para você
A PERSONALIZAÇÃO DAS MARCAS. Só para você



