
SÍNTESE
Este trabalho descreve a possibilidade de encaracolar fundos não redondos simultaneamente com o corte de matrizes. Para este fim, as modificações necessárias a serem introduzidas no projeto do molde convencional para fabricá-los são detalhadas.
INTRODUÇÃO
Existem duas formas clássicas de fazer o encaracolamento iniciado em fundos rectangulares ou ovais. O mais usual, é fazer o mesmo apenas nos dois lados maiores, passando o fundo através dos dois discos de uma máquina de encaracolar para fundos moldados. Outro mais complexo, é encaracolar todo o contorno, utilizando diferentes sistemas (ferramenta tampão, cabeça de encaracolar, etc). Ambas são sempre operações pós-corte.
Não é fácil obter uma ondulação de boa qualidade em toda a periferia dos fundos rectangulares ou ovais. Especialmente no caso de fundos rectangulares, se o raio dos cantos for pequeno. Há uma clara tendência para a formação de rugas na ondulação, resultando em má qualidade de vedação nestas áreas.
Estas rugas e dobras são uma consequência das tensões compressivas que surgem quando as dimensões externas do fundo são reduzidas. Quanto menor o raio dos cantos ou a espessura da chapa, maiores são os problemas.
Com o desenho do molde aqui descrito, o material é cortado, a tampa é formada e, em seguida, é feito um enrolamento em um ângulo ao redor de todo o perímetro em uma única operação.
DESCRIÇÃO DO MOLDE DE CONFORMAÇÃO E DE ENGASTE
Baseia-se no princípio de dar forma à ondulação, aumentando as dimensões externas do fundo após o corte de molde. Desta forma, os esforços sobre a área de ondulação não são de compressão – como aconteceu nos casos mencionados anteriormente – de modo que a presença de rugas é eliminada.
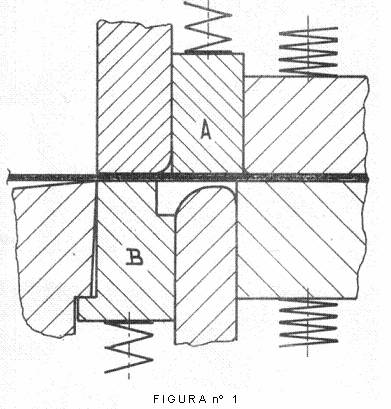
As figuras 1 a 4 na seqüência abaixo mostram o princípio de operação deste molde formador e crimpador em uma única operação. Algumas partes da ferramenta têm características especiais em relação a uma ferramenta convencional, como por exemplo:
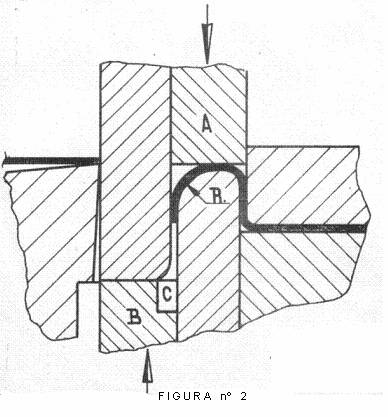
– As dimensões externas do centro da matriz são menores e têm um raio maior – 2 mm – do que o normal. (Raio R da figura 2)
– O anel ejector A – ou empurrador – actua sob carga elástica (Figura 1).
– Os interiores do punção e da matriz também são carregados por mola (Figura 1).
– O anel de engomar B tem uma ranhura especial C no seu bordo interior (Figura 2).
As sequências de trabalho da ferramenta, mostradas nas figuras 1 a 4, são as seguintes:
a.- Figura nº 1: Corte – No momento de cortar todas as partes “ativas” – em contato com a folha-de-flandres – estão no mesmo nível. O desenho do molde deve ser feito para cumprir esta premissa.
b.- Figura nº 2: O soco terminou seu curso e está no centro morto inferior. O fundo já está perfurado. No anel ejector A actuam as forças de um sistema de pressão elástico. Formou-se uma pitada no raio R do centro da matriz.
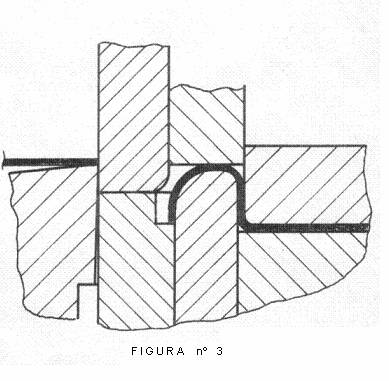
c.- Figura nº 3: O soco começa a subir. O fundo da ranhura C do anel de engomar B, entra em contacto com a aresta inferior da pré-curva inferior. Isto inicia a formação da ondulação, gerada pela acção do sistema de pressão do anel que actua sobre o anel de engomar.
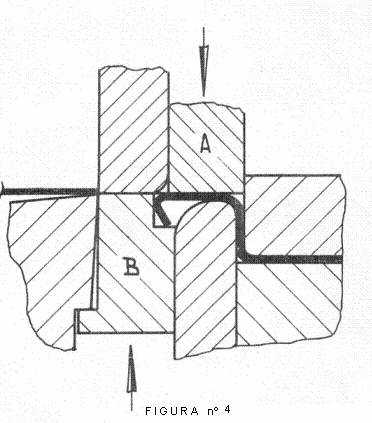
d.- Figura nº 4: O raio do crimpado foi reduzido enquanto suas dimensões externas foram aumentando, forçando o material para fora. O anel ejetor A é colocado no mesmo nível do punção, completando a formação da ondulação.
O fundo acabado é levantado com o soco da maneira convencional e ejetado no centro morto superior do curso.
Desta forma, temos o fundo pronto para ser gomado, sem a necessidade de recorrer a um sistema de enrolar. A gomagem pode ser feita por qualquer um dos sistemas tipicamente utilizados: almofada, chuveiro …. tendo o cuidado de adaptar as ferramentas à largura real da carcaça do felino.
Este sistema, além das vantagens já descritas, tem outra importante: a melhor empilhabilidade dos fundos à saída da prensa, pois impede que se encaixem uns nos outros, o que é muito comum com as ferramentas convencionais.
 MORRER POR CAUSA DOS ANTECEDENTES
MORRER POR CAUSA DOS ANTECEDENTES
 LÂMINAS PARA MATRIZES
LÂMINAS PARA MATRIZES
 UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
UTILIZAÇÃO PARA PLUGS Recipientes de Tinta
 FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
FERRAMENTAS PARA ARCOS – RECIPIENTES DE TINTA
 ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
MANUTENÇÃO PREVENTIVA DE UM MOLDE DE TAMPA
ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
MANUTENÇÃO PREVENTIVA DE UM MOLDE DE TAMPA
 A ONDULAÇÃO NAS TOUCAS
A ONDULAÇÃO NAS TOUCAS



0 Comments