
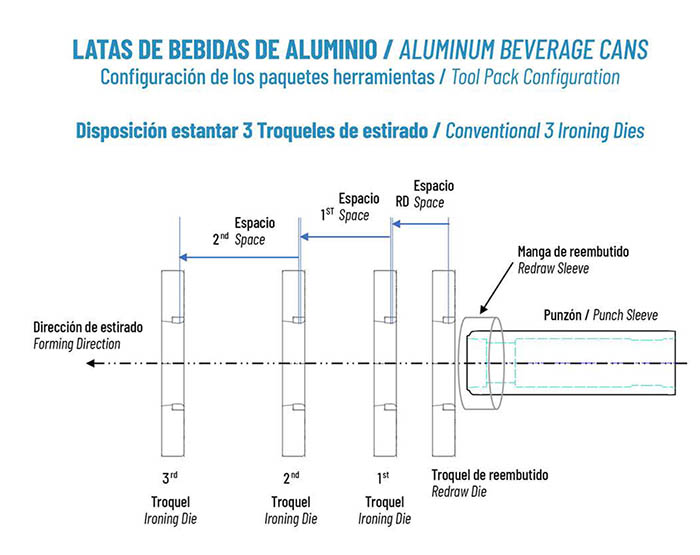
O pacote de ferramentas utilizado para a formação de corpos num fabricante de carroçarias pode ter vários tipos de configurações.
A configuração mais comummente utilizada na indústria é um Die Redraw e três 3 Morcegos de Engomar, onde cada um destes moldes está alojado no seu próprio Die Holder.
Neste tipo de configuração pretende-se que o metal de alumínio não funcione em 2 matrizes de engomar ao mesmo tempo, evitando assim um efeito de teste de tracção que poderia levar o material à sua tensão de tracção final (UTS) e, por sua vez, fracturar o material.
O Redraw Die é necessário para realizar um processo de dimensionamento, onde o espessamento do metal durante a operação de redesenho é controlado pela folga entre o punção e o Redraw Die, iniciando o controlo da variação da espessura da parede superior.

Primeiro e segundo desenho morrem
O 1º e 2º Caçonetes de Engomar devem ser equilibrados em termos de redução de metal (24-25%), onde o 1º Caçonetes de Engomar poderia levar uma maior redução de metal, se exigido pelo Calendário de Conformação.
O segundo molde de esticar
O 2º Dado de Engomar é especificado pela espessura da parede espessa e a variação do processo existente nesta área da lata, compensando a variação do processo neste dado evita o defeito chamado Sorriso.
Terceiro desenho morre
O 3º Dado de engomar é especificado pela espessura fina da parede e por uma redução de metal não superior a 40% para evitar atingir a tensão de tracção final (UTS) do material e, assim, evitar os Tear Offs.
Directrizes de formação DWI
O 3º troquel de alongamento ajusta-se à espessura da parede central.
O 2º molde de desenho é definido pela espessura da parede superior + variação do processo.
As reduções do 1º e 2º desenho devem ser equilibradas. O molde de redesenho deve ser de tamanho ()t+%) de metal para controlo precoce da variação da espessura da parede.
– O processamento de metais não deve ser permitido em dois moldes ao mesmo tempo.
– A redução metálica do 3º molde de desenho e a redução do diâmetro do copo têm limitações críticas.
Um calendário de conformação bem concebido em combinação com a utilização de três matrizes de engomar e a sua matriz de retirada conduzirá a uma excelente janela de funcionamento na área de conformação (Front End).
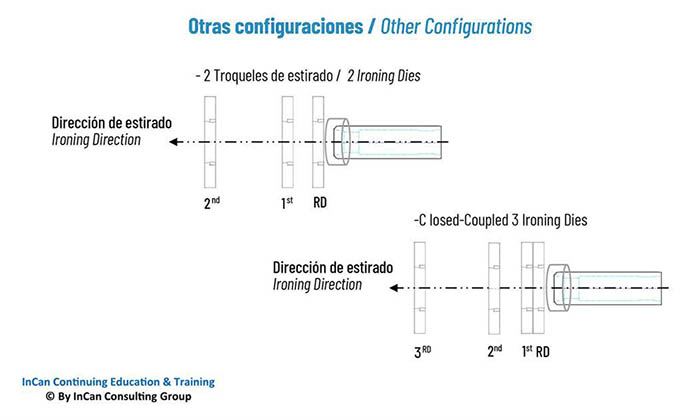
As outras 2 configurações de pacotes de ferramentas mais comummente utilizadas são as seguintes:
– Um Morcego de Raspagem e dois Morcegos de Engomar são utilizados quando não há espaço suficiente no pacote de ferramentas para um terceiro morcego.
– Um molde de remoção acoplado ao primeiro molde de engomar (RD-1st Engomagem – Acoplado Fechado) e dois moldes de engomar (2 Cadernos de Engomar), é utilizado quando não há espaço suficiente entre os moldes de engomar.

 REMODELAÇÃO DO INTERIOR DA CÚPULA
REMODELAÇÃO DO INTERIOR DA CÚPULA
 HOMOLOGAÇÃO DE TAMPAS DEVIDO A ALTERAÇÕES EM QUALQUER UMA DE SUAS ESPECIFICAÇÕES
HOMOLOGAÇÃO DE TAMPAS DEVIDO A ALTERAÇÕES EM QUALQUER UMA DE SUAS ESPECIFICAÇÕES
 PROCESSOS DE FORMAÇÃO EM UMA LINHA DE PRODUÇÃO DE LATAS DE ALUMÍNIO
PROCESSOS DE FORMAÇÃO EM UMA LINHA DE PRODUÇÃO DE LATAS DE ALUMÍNIO
 a importância de seguir as especificações da parede superior do bodymaker vs. o processo de formação do pescoço da lata
a importância de seguir as especificações da parede superior do bodymaker vs. o processo de formação do pescoço da lata
 Mercado de Latas de Metal para Alimentos e Bebidas, por Tipo
Mercado de Latas de Metal para Alimentos e Bebidas, por Tipo
 Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
 MORRER POR CAUSA DOS ANTECEDENTES
MORRER POR CAUSA DOS ANTECEDENTES



0 Comments