Hoy en día la impresión se basa cada vez más en la velocidad y la eficiencia, por esta razón uno de los principales hechos clave es la puesta a punto del Decorador.
No importa si usted opera una Rutherford o una Concord, el efecto principal es el Técnico que opera y mantiene la máquina.

Ambas máquinas están haciendo un trabajo muy bueno, uno está utilizando el cilindro de transmisión para mover e imprimir una lata a alta velocidad.
La otra está utilizando un diseño mecánico muy bien diseñado para imprimir una lata, pero ambos utilizando la misma forma de impresión.
Están utilizando una manta de goma como un medio para transferir la imagen negativa en el brillante lata.
Mientras que la imagen se empieza a transferir en una lata brillante, ambas máquinas utilizan presión para apretar la imagen con todos los colores en la lata.
Esto es lo que llamamos la presión de impresión; con esta presión de impresión podemos organizar cómo se verá la imagen en una lata.
En ciertos casos es necesario ajustar la presión de impresión aumentándola o disminuyéndola, a veces necesitamos añadir presión esta mayor presión de impresión suele ser señal de que hay algo que no está en buenas condiciones.
En la impresión de medio tono, especialmente en el diseño de frutas, se puede reducir la presión de impresión para minimizar la ganancia de punto. El efecto de ganancia de punto causará algunas manchas y sangrado de color;
Por lo tanto, el Decorador debe mantener una presión mínima.
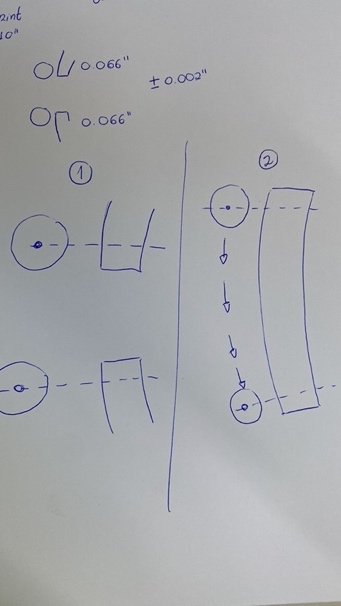
Existe una fórmula para calcular la presión real.
Tomamos un grosor de mantilla de 0,077″ y añadimos el grosor de la pared de la lata de 0,005″, lo que equivale a 0,082″. A continuación, utilizamos el espacio entre el mandril y el segmento de oso. En casos normales, este espacio es de 0,068″ en una Concord y de 0,065″ en una Rutherford. A continuación, tomamos 0,082″ y restamos el espacio (0,068″ y 0,065″), lo que nos dará la impresión de cuánta presión estamos creando dentro de la mantilla.
La Concord funciona con una presión de impresión de 0,014″ y la Rutherford con 0,017″.
Estas dos cifras nos han mostrado la pequeña diferencia en la impresión, pero lo más importante es nuestro seguimiento, el seguimiento es algo que necesitaremos a mayor velocidad para mantener una impresión igual en todo el cuerpo de la lata.
A lo largo de los años se ha comprobado que este efecto es cada vez más importante a medida que aumenta la velocidad. En el pasado la velocidad era bastante baja, en torno a 1400-1800cpm, pero ahora nuestro objetivo es trabajar a 2000-2200cpm de forma continua.
Para que lo sepan, si se imaginan, la rueda de mantilla ya funciona a la doble velocidad de la rueda de mandril y el disco de husillo y el tiempo para completar una impresión completa era justo, ahora con la alta velocidad tenemos que configurar y mantener las máquinas tanto muy bien para mantener una lata impresa de buena calidad.
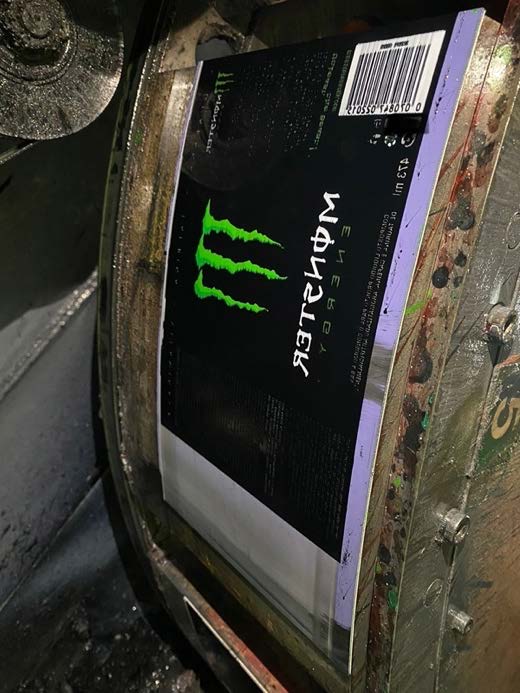

Lo que puede pasar si nuestro tracking cambia, esto causará algunos problemas de impresión especialmente en latas oscuras veremos este efecto inmediatamente.
Pero ¿cómo puede ocurrir esto? en la mayoría de los casos esto ocurre de falta de mantenimiento o desalineación o piezas rotas.
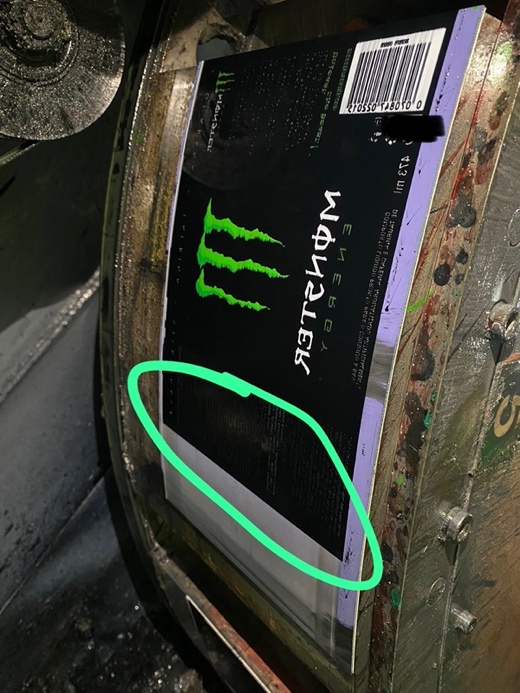
Sólo un ejemplo y este es un caso real, un servicio urgente porque el cliente cliente estaba luchando mucho tiempo con el Rutherford Deco para lograr la misma etiqueta en dos lados de la decoradora.
Mientras intentaba comprender la situación, el cliente me dijo que había hecho casi todo lo posible para resolver estos problemas. hecho casi de todo para resolver estos problemas, pero no pudieron encontrarlo y después de dos semanas de de batallar llamaron a un expatriado para que mirara.
Era una etiqueta de color verde e incluso trajeron a un experto del fabricante de tinta para Incluso trajeron a un experto del fabricante de tintas para que instalara la tinta verde en una máquina especial para poder llevar a cabo la producción.
Tuvimos una breve reunión y le pregunté al técnico por el mantenimiento y los ajustes.
Y, de acuerdo, todo estaba bien, pero, no obstante, empecé a hacer mis comprobaciones, primero la presión de impresión y después el seguimiento.
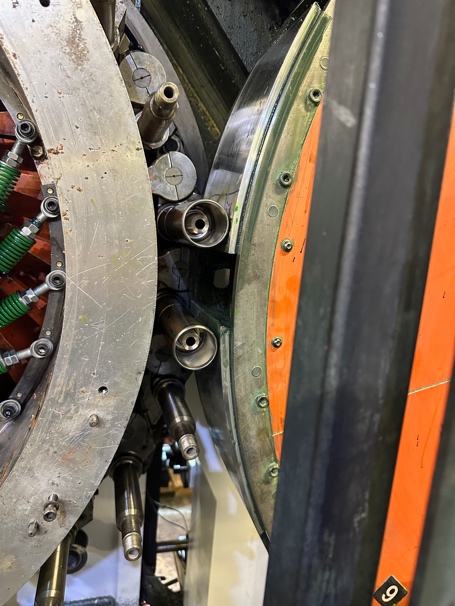
Inmediatamente vi que había algo desgastado, ya que el borde de ataque estaba más apretado que el seguimiento. Entonces le pedí al equipo que comprobara el estado de las placas de desgaste (Rutherford tiene placas de desgaste donde el carro se mueve hacia adelante y hacia atrás).
Así que, levantamos el carro y todos tuvimos un gran efecto, vimos que una de las placas de desgaste estaba rota, la placa de desgaste estaba dañada en la parte trasera que es más pesada.


Para mí era un problema de solución rápida después de haber cambiado la placa y ajustar la altura del carro el problema se solucionó.
Esto es solo una muestra de lo que puede pasar si el seguimiento no es correcto y no se ha
cuidar la máquina no importa Concord o Rutherford.
Ambas máquinas necesitan un buen mantenimiento y técnicos bien formados y cualificados.

 Fabricación de latas de aluminio para bebidas: un proceso de alta tecnología
Fabricación de latas de aluminio para bebidas: un proceso de alta tecnología
 cómo funciona el proceso CMYK en la impresión de lata
cómo funciona el proceso CMYK en la impresión de lata
 Empiezan a aparecer vacíos en la impresión; comparación entre Concord y Rutherford
Empiezan a aparecer vacíos en la impresión; comparación entre Concord y Rutherford
 ENGRANAJES ANTI-RETROCESO EN LA DECORADORA
ENGRANAJES ANTI-RETROCESO EN LA DECORADORA
 La impresión actual y la del pasado
La impresión actual y la del pasado
 CROWN ANUNCIA UNA SEGUNDA LÍNEA DE ALTA VELOCIDAD EN SU PLANTA ITALIANA DE PARMA
CROWN ANUNCIA UNA SEGUNDA LÍNEA DE ALTA VELOCIDAD EN SU PLANTA ITALIANA DE PARMA
 ETIQUETAS DE MEDIO TONO Y SERIGRAFÍA
ETIQUETAS DE MEDIO TONO Y SERIGRAFÍA
 Las cosas sencillas pueden suponer una gran diferencia
Las cosas sencillas pueden suponer una gran diferencia
 Nuevas funciones y posibilidades para sistemas de inspección de barnizado e impresión
Nuevas funciones y posibilidades para sistemas de inspección de barnizado e impresión
 Latas de Aluminio y Acero envases altamente sostenibles
Latas de Aluminio y Acero envases altamente sostenibles


