
イントロダクション
多くの食品包装では、充填後に容器内の空気を抜いています。 その目的は、内容物の様々な変性プロセスの起源となる酸素を抑制することです。 この空気を取り除くには、自由空間(容器のヘッドスペース)を真空にするのが効果的です。 この空虚感を得るためには、いくつかの方法があります。 例えば、以下のように。
– 満杯にして(ヘッドスペースなし)、ホットにする。 製品が冷えると収縮し、真空の部屋ができあがります。
– ヘッドスペースに水蒸気を注入する。 空気を置換し、それが凝縮するとき、冷えるときに同じ効果が発生します。
– 機械的な真空を利用しています。 そのためには、適切な真空状態が作られた密閉容器に入れて、その結果、容器の中も真空にしてから密封しなければなりません。
ここでは後者に注目します。
この作業のために用意されたシーミングマシンは、前述のように密閉された筐体にシーミングヘッドが組み込まれ、真空ポンプに接続されている。 製品を入れた密閉容器を閉塞位置に置くと、ポンプが作動してチャンバー内が真空になります。 目的の値に達すると、閉じられます。 このプロセスは時間がかかるため、生産量は少なく、機器も高価です。 これは、市場価値の高い製品に対してのみ正当化されます。 代表的な例としては、乳児用ミルク、コーヒー、ある種の肉製品などがあります。 多くの場合、包装内の圧力を不活性雰囲気に保つために、真空を達成した後、窒素などの不活性ガスを注入します。
充填された容器のヘッドスペースを真空にするためには、容器内に閉じ込められた空気を容易に逃がすことが必要である。 蓋はすでに閉める前の位置にあり、蓋のフランジが容器のフランジに当たっている状態です。 蓋がシャッターの役割を果たしているため、空気の抽出が妨げられる可能性があります。 蓋のフランジは、2つの円周に沿って容器本体のフランジにフィットします。 (a)フランジのエッジが翼のゴムの部分と接触することで定義される1つ目の部分。 B) 2つ目は、リッドボウルの壁とフランジのベースとのフィット感によって決定されます。 そのため、カバーを少し持ち上げて、カバーのフランジとの間に溝ができるようにする必要があります。
この効果は、翼に一連のノッチを作ることで得られます。 このノッチはフランジの上にあり、翼の他の部分は盛り上がっているので、ヘッドスペースからの空気の排出のための自由な通路となっています。 この切り込みは、英語では「ディンプル」と呼ばれ、スペイン語圏の業界でも使用されている呼称です。
ここからは、本作の基本的なモチーフである、さまざまな種類の(「シンプルな」)ノッチとその作り方を紹介していきます。
蓋のフランジの中央にある円形の切り込み
フランジの中央には、深さ約0.35mm、直径約2.4mmの小さな円形のインレイが並んでいます。 その数は蓋の直径によって異なりますが、いずれにしても、蓋の直径が100mm以下の場合は最低でも6~60°、それ以上の場合は8~45°としてください。 図面No.1参照。 そのため、翼の内側には一連の突起物があり、ゴム製のシールを貼ることで多少緩和されますが、はっきりと目立ちます。
図面No.1:蓋のフランジ部分の切り欠きの寸法
閉める前の容器のフランジに蓋をすると、この盛り上がったドットがフランジの端に残ります。 そのため、蓋のフランジ部分は蓋よりも少し高くなっています。 このようにして、ヘッドスペースに含まれる空気を抽出し、それに応じた真空を作り出すことができるのです。
この機能を補助するために、容器のフランジは、ノッチとフランジの間の接触がフランジの端で正確に行われるように、少なくとも7°30’と十分に傾斜していることが好ましい。 そのため、吹き出し口への障害は最小限に抑えられます。
この切り込みは、表紙の型抜きの際に作られます。 そのためには、次のような貢献をしなければなりません。
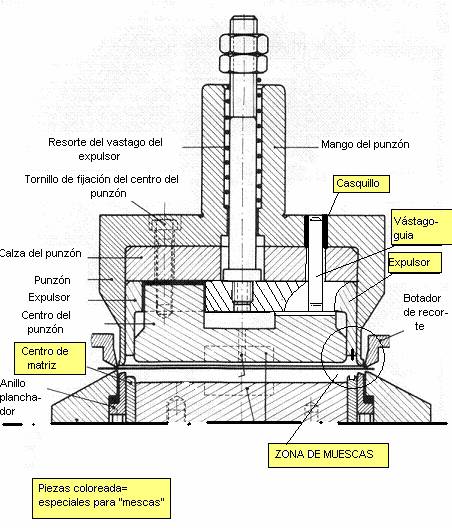
– ダイセンターリング」(ダイの下部固定):ダイのメス部分となる溝を連続して作る。
– エジェクタリング(金型上部の可動部):同じ数の小芯を装着する。 図面No.2参照。 また、この部品には、回転したりずれたりしないように、ガイドシステムを取り付ける必要があります。
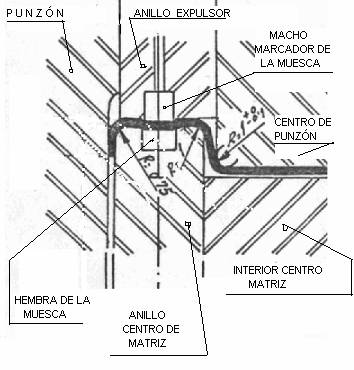
図面番号2:ノッチ形成部品の金型の詳細
エジェクターリング」とは、通常の状態では一定のクリアランスを保ち、金型内での移動を容易にするためのパーツです。 しかし、この場合、オスのキャリアが翼上のポイントをマークするため、正確な位置を確保する必要があります。 そのため、一対のガイドロッドを追加する必要があります。 図面No.3参照
図面No.3:ガイドロッド付き改良型エジェクターダイ
この切欠きの生成システムは、たとえ切欠きがわずかであっても、容器のフランジの端に載ることで出口チャネルが保証されるため、信頼性が高いという利点があります。一方で、他のシステムに比べて、金型の準備が非常に複雑であるというデメリットもあります。男女ペアのセットを作るのは、かなりの精度が求められる作業です。また、タップが小さいため、金型加工の際にタップを破損しやすいのです。
フランジの幅に半円状の切り込みを入れる
半円状のノッチは、フランジの全幅に渡って、前例と同様の数(直径に応じて6〜8個)で、対称的に配置されている。 ノッチの深さは通常0.35mm、つまり円形のノッチと同じです。 幅は約3~3.5mm。 図面No.4参照。 このようにして、翼の内側に放射状のリブが現れ、それがシール材の上に出てきます。 これらは、バキュームアクションという点では、サーキュラー・グリムスに類似した機能を果たします。
ここでは、フランジの傾斜角度に関する推奨事項も適用されます。
図面No.4:蓋のフランジに設けられた半円状の切欠きの位置
これらを「シンプル」にするには、「ダイセンターリング」の上部に対応する溝を加工すればよい。 その寸法を図面No.5に示します。 カバーを描く際にブリキがカーカスの形をコピーするので、「エジェクタリング」にプラグを取り付ける必要はありません。
図面番号5:マトリックスセンターリングの上部の加工
この方法で真空ノッチを形成すると、工具の準備が簡単になるという利点がある。 1つのパーツだけが影響を受けるため、他のパーツとの整合性に支障はありません。 金型は複雑ではなく、堅牢性を保っています。 一方、この “シンプル “なシステムの最大の欠点は、容器の密閉性にあります。 切り欠き部分の蓋のカールが高くなっていますが、これはこの部分の変形が少ないためで、ボウルの高さが低くなっています。 シーマーの種類によっては、同じ蓋でもクリンプの高さが異なるため、供給が困難になったり、シールの品質に問題が生じたりします。
蓋のフランジの内側の円弧にあるノッチ
この場合、フランジとリッドパンをつなぐ円弧、つまりフランジの内側の半径に切り込みを入れます。 傾斜した半円形をしている。 傾斜した状態での平均値は、奥行きが0.6mm、長さが約1.5mmです。 その位置は図面No.6の通りです。 その数は、蓋の直径に応じて6~16個になります。 このタイプのノッチでは、これまでのものとは異なり、フランジへの支持は、フランジの端ではなく、フランジの半径上にあります。 そのため、フランジの最終的な角度はあまり重要ではありません。
図面No.6:翼の内側アーチのノッチの配置
従来のシステムと同様に、金型実現のための準備は、「ダイセンターリング」上で適切な傾斜と寸法の加工を実現することが中心となる。 これらを図7に示します。
図面番号7:「マトリックスセンターリング」の準備の詳細。
図8は、ツールの動作とノッチの形成方法を示したものです。
このタイプの「シンプル」の利点は、先ほどのものと同様に、金型の準備が容易であることです。これは、金型のセンターリングという1つの部品を再び適切なものにする必要があるからです。 そのため、そのシンプルさと強さが保証されています。 大きなデメリットはありません。 閉じた後のタンクの壁には、目視でしか確認できないわずかな跡が残っています。 縫い手は、この切り込みを潰すために必要な努力を惜しまないようにしなければなりません。
パッケージング準備
前述のいずれのタイプのノッチでも最適な結果を得るためには、これらのタイプのノッチを持つ蓋の使用に容器の本体を適合させることも望ましい。
ボディに対するアクションは以下の通りです。
– 1.先に述べたように、ノッチとフランジの接触がフランジの端で正確に行われるように、容器のフランジは少なくとも7°30’と十分に傾斜していることが好ましい。 そのため、吹き出し口への障害は最小限に抑えられます。
– 2.・カバーが本体に若干きつくフィットするのは正常な状態です。 キャップの直径は約0.20mmであることが推奨されています。 体内よりも大きい(ただし、この値は容器の大きさの関数である)。 しかし、ノッチを使って機械的に真空封止する容器の場合は、この調整が逆になります。つまり、蓋と容器本体の間にクリアランスが必要です。 本体の直径は、蓋の直径よりも約0.30mm大きくしてください。 その理由は、蓋がシャッターの役割を果たし、その間から空気が抜けてしまうのを防ぐためです。 これは、より大きな直径を得るために、より多くの材料をボディの開発に与えなければならないことを意味するものではありません。 通常のケースと同じシリンダー開発寸法を使用しているため、初期の直径も同じです。 その拡大は、フランジングツール(バッファー)の直径をこの量だけ拡大し、フランジング作業中にボディの端をフレア状にすることで達成されます。
– 3.・・・「シンプル」を補完するものとして、ボディフランジにスリットを入れる場合があります。 このくぼみの深さは1~1.5mmで、輪郭は丸みを帯びています。 放射状に配置されています。 これらはブリンク動作中に、ブリンクパッドを適宜変更することで実行されます。 蓋が容器の上に置かれたときに、それらが決して一致しないように、その数は常に「単純なもの」とは異なっていなければなりません。 この解決策は、No.2で提案されたものに取って代わることができます。この解決策は、蓋と本体の間に気密性がないという同じ効果を得ることができます。












0コメント