
いくつかのご要望にお応えして、本稿では、缶詰作りで広く使われているイージーオープン・フルオープンタイプの蓋についてご紹介していきたいと思います。 この最初の論文では、これらのタイプのカバーについて説明し、その製造に適した材料とその特性を定義しています。
イントロダクション
このタイプのクロージャー は比較的最近のもので、ブリキ容器よりもずっと後のものですが、その前身は何年も前に、何らかの形で の開口部に有利なシステムが使用され始めた頃に遡ります。 その中には、フラップ付きの横開き容器、「ノルウェー式」の開き蓋、「デコルゲ」タイプの容器、「ボックストレイ」の容器など、 。
ボックスバンド」を除くほとんどの作品には、共通する点があった。
– 小さな鍵を使って開きます。
– 開き始めのタブがある。
– 裂くために、切開によって弱くなった部分を精密化すること。
これらの新しい蓋は従来のものとは全く異なり、全てのケースで は開けるための器具を使用していません。 ある意味では従来のものと共通していますが、まぶたの「引き裂き用の切開によって弱くなった部分」をベースにしているため、手術を開始するためには指輪(以前は鍵)が必要です。 図1参照。
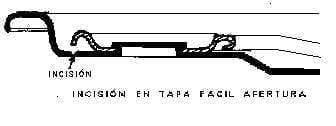
図1
1959年、北米のデイトンで、アルコア社の元技術者で、アルミニウムの特性に精通し、型抜きの専門家でもあったアーニー・フレイズが、イージーオープンリッドの最初の試作品を用意していた。 1960年代の初めには、最初の工業用バージョンが発表され、初めて使用された。 急速に発展する。
基本的なモデルは、液体や飲料用の部分的なタブ開口部を持つものと、固形物用の完全に蓋を取り外すことができる全開口部を持つものの2種類があります。 後者は当初、Cの字型に切開されていたが、開いてみると豚の尻尾のようになっていたため、「豚の尻尾」と呼ばれるようになった。 これらのデザインは、時間の経過とともに改良され、異なる構成になっていきます。
すぐにアメリカのいくつかの会社が、イージーオープンリッドの製造に適した金型と装置を提供した。 ツールには非常に高いデザイン性と精度が要求されます。
アメリカで最も多く使用されている素材は、今も変わらずアルミニウムです。これは、エネルギーが安価な国では理にかなったことです。 エネルギーが高価なヨーロッパでは、全開の場合はすぐに錫に切り替えた。 これには、機器やツールの複雑な再加工が必要でした。 さらに、この技術を魚市場向けの非円形(長方形や楕円形)の蓋にも応用した。
イージーオープンリッドは着実にシェアを伸ばしていった。 現在では、飲料缶の100%にこのクロージャーと 、食品パッケージの非常に高い割合で使用されています。
説明
フルオープンリッドと従来のリッドの違いは以下の通りです。
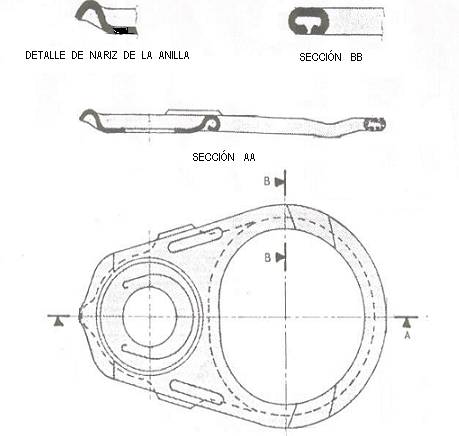
– 中央パネルの外周に位置する切り込み。 トラフに平行しているため、丸い蓋では円周の形をしており、深さは素材の厚さの約2/3で、三角形または台形の輪郭をしています。 その横と中央のパネルには、金属の絞り加工でバブルが形成されており、これがリングを固定するためのリベットの役割を果たしています。 パネルの形状は、切込みと気泡というこの2つの状況によって条件付けられているため、 はそれらを保護すると同時に、クラシックなカバーが持つべき特性を満たしています。 図2参照
図2
-蓋のパネルに形成されたリベットによって蓋に固定されるリングです。 このリングは先端が尖っており、「ノーズ」と呼ばれ、切開した一点のちょうど上に位置しています。 リングは、リベットの周りにある馬蹄型の切り込みを利用して、回転させて切り込みに「鼻」を突き刺すことで、この部分で金属を破壊することができます。 図3参照。
図3
– この操作は、リングの角度が約45°の時に行われます。 蓋パネルに対して90°の垂直な位置に達したら、リングを引き抜きます。このために、指が通る穴が開いています。 のパネルが完全に破れ、蓋と分離して容器が開いてしまう。
トップを構成するその他の要素については、フランジ、クリンプ、コンポジットなど、 、同じサイズと用途のクラシックなトップの同じ要素に対応しています。
審査基準
このタイプのクロージャー は、すべての加工食品および未加工食品の2ピースおよび3ピースのパックに使用できます。 牛乳、魚、肉、惣菜、豆類、果物、野菜、飼料などの製品に優れた用途があります。
イージーオープン式の蓋は、金属(ブリキ、TFS、アルミ)製で、形状は丸型、長方形、楕円型があります。 パネルとリングの両方は、内部および外部からワニスで保護されています。 外側に使うものは、無色のものと金メッキのものがあります。
開きやすい良い蓋は、包装会社、流通業者、小売業者のニーズを以下の点で十分に満たすものでなければなりません。
– 合理的な努力をした上での素晴らしいオープニング。
– ハイバースト圧の値です。
– 高いレベルの腐食防止効果があります。
– 高いレベルの反使用と反運転の行動。
各国の調査では、消費者がリング式クロージャーを好むことが統計的に証明されており、以下のような多くの利点があります。
– 通常の缶よりも、開けるための道具を必要としないため、使い勝手が良い。
– 簡単ですぐに開けられる。
– 人間工学に基づいた快適さを実現しています。
– 開封して安心して使える
– 優れた爆縮/爆縮保護
– 魅力的なデザインです。
– 缶の中に缶切りなどの道具を入れる必要がないので、より衛生的な容器です。
– 丈夫で乱暴に扱っても大丈夫なパッケージ。
開きやすい良い蓋は、ブランド認知、ブランド嗜好、ブランドロイヤリティの構築に役立ちます。
PROTECTION
これらのキャップには、内側と外側の両方に良質のワニスシステムが必要です。
内部的には、蓋が完成したときに、リベットの下や切開部分の下に局所的な空隙ができないように、十分に安全なワニスシステムを適用することが必要である。 リベット部分は、リベットの形成に必要な材料を生成するために強く引き伸ばされ、その後、リングを固定するためにエネルギッシュな衝撃を受けます。 切開部 は、切開パンチによってアンビルに叩きつけられます。 どちらの作業も、インナーワニスを過酷な条件にさらします。
インテリアシステムの色は、ゴールドとホワイトの2種類。 常に、少なくとも2つの異なる補完的なコーティングが施されています。 適切なシステムは以下の通りです。
-内側のゴールドトーン。
– 選択肢a):ポリエステルワニスを3回塗布し、最初の2回は金色、最後の1回は透明のバージョンで、合計のチャージは22の範囲とする。 grs/m2である。
– 選択肢b):フィラーの少ないエポキシフェノール系ゴールドワニスを1パス目に、ゴールドオルガノゾルを2パス目に使用し、フィラーの合計は約25g/m2となる。
-ホワイトインテリアカラー
– オプション a) ポリエステルワニスを3回塗り、最初の2回はホワイト、3回目はクリアーで、総荷重は約24g/m2です。
– 選択肢 b) ピグメント・オルガノゾルの二重層、総負荷量30 grs/m2
カドミウムテストで内部の気孔率を確認することをお勧めします。
外側を切開すると、ニスのシステムが事実上壊れてしまうため、状況はさらに厳しくなります。 しかし、この場合、少なくとも被害の大きい部分は、後に再塗装という形で「修復」されることになります。
外付けニスシステムは、カバーにニス(無色または金色)を塗ったり、金属や白いエナメルにリトグラフを描くことができるので、より多様な可能性を提示することができます。
リファレンスシステムには、以下のようなものがあります。
外装ゴールデントップコート:低荷重のエポキシ・ウレア系ボンドコートの後に、ゴールデンフェノール系エポキシを使用し、総荷重は約8g/m2。
外装クリヤーコート:低荷重のエポキシ・ウレア系ボンドコート、続いて無色の変性エポキシで、総荷重は約8g/m2。
金属に印刷したカバー:前例と同様のカップリングワニス と最終仕上げワニス(リトグラフの場合) アクリル。
-白エナメルに印刷を施したカバー:従来のケースと同様にカップリングニスを塗った後、白のアクリルエナメルを塗り、印刷後にアクリル仕上げニスを塗る。
蓋の製造に入る前の、既にニスが塗られた素材のパッケージは、蓋を製造するためのデリケートなツールが高度な清潔さを必要とするため、埃から守らなければなりません。
パネルデザイン
このパネルのデザインは、十分な性能を持つカバーを実現するための一連の技術開発から発展したものです。 よくできたパネルです。
-リベット固定用リングをしっかりと形成することができます。
-シワを抑え、パネルの切れ目の滑らかさを促進します。
-初期の “スパイク “の存在を低減します。
-リベット周りの「スポンジー」効果を抑制し、部品の全体的な外観を向上させます。
C」の形をした滑らかなグラデーションを持つパネルは、上記のすべての面で満足しているものです。 図4参照。 イージーオープンリッドの初期には、パネルに開け方の説明を印刷し、各段階のイラストを描いておくのが一般的でした。 この方法は今でも推奨されていますが、現在ではこの種の蓋が広く使用されているため、一般の消費者は正しい使い方を学んでいるので、この基準に従う必要はありません。
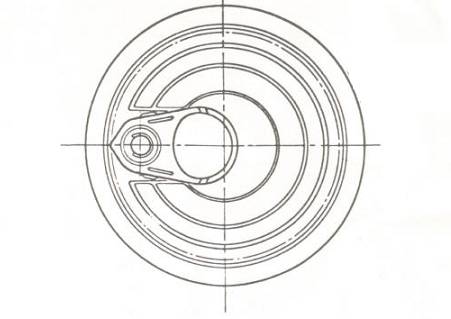
図4
イージーオープンリッドの最も重要な部分は、中央パネルを切り裂くための切開部です。 優れたパネルデザインは、パネルを取り外す際の労力を軽減します。 また、切開部の腐食を防ぐために施す保護や「リペア」も非常に重要です。 ゆえに、この2つの要素。 (a)切り込みの実行と b) 同じものの保護、それらは最も付加価値の高いものであり、それゆえにメーカーが最も秘密にしているものである。
うまく設計され、コントロールされた切開により、蓋を開けることができるはずです。 リングの力を借りて、適度に力を入れる。 参考までに、以下のような値を示します。
– DRILLING EFFORT:リングのノーズを切開部に打ち込み、その部分でキャップを貫通させるために必要な力のこと。 その値は、リングの傾きが45°のときに測定して、最大3 daN (デカニュートン)でなければなりません。
– 引き裂くようなストレス。 パネルを取り外すのに必要な力 リングを90°にして測定。
- キャップ径 65 – 73 4 .5 daN +/- 1.5 daN
- キャップ径83~99 5 daN +/- 1.5 daN
- 長方形 5.5 daN +/- 1.5 daN
- オーバル 5.5 daN +/- 1.5 daN
– 残存厚さ。 切開部の下の金属の厚さ:75ミクロン(千分の1ミリ) がその下限です。 フェデラル」ゲージ、オルガノゾルタイプの内装ワニスを塗った状態、補修ワニスを塗らない状態での値です。 切開部に沿った残存厚さの最大変動は15ミクロンを超えてはならず、どの地点でも90ミクロンを超えてはならない。
切開には様々な種類がありますが、最も一般的なのは横顔用の切開パンチを使用するものです。
– trapezoidal(台形)
– V字型で、鋭角で左右対称の70°。
後者の方が良い結果が得られます。
切込みパンチが当たるアンビルは、トロイダル形状で、丸いキャップの場合は半径0.5mm、図5参照、 、丸くないキャップの場合は面取りされていますが、トロイダル形状は丸くない輪郭では複雑になるためです。 図6参照。
図6
切開部を虐待から保護するために、パネルは切開部とフラスコの壁の間に反転した周辺保護ビードを取り付けなければなりません。 上の図2を参照してください。
蓋製造プレスの各ステーションでの推奨される製造順序は以下の通りです。
ラウンドトップ:1stパネル-2ndインシジョン
Non-round tops: 1回目のプレパネル – 2回目の切開 – 3回目のパネル
蓋がブリキでできている場合、参考となる材料の仕様は以下の通りです。
– ベーススチール:含有なし
– 連続鋳造
– Aluminium-calmed
– 連続したアニーリング(CA)
– テンプル:T67
– 厚み:0.21以上、製造する直径によって異なります。
– 表面仕上げ:ストーン
– パシベーション:311
– 錫メッキ:ディファレンシャル 5.6/2.8
– 降伏強度:420~480MPa(メガパスカル)(長手方向)
– 最小残留伸び率:15%。
カバーがTFSであれば、ベースとなるスチールは同じもので構いません。
RING
良い指輪は、次のようないくつかの特性を持っているはずです。
– 指を通せる大きな穴。
– 大きな変形なしに 引き裂き応力に耐えられる堅牢性。
– 尖った部分がない。
– クリーンな外観
– 錆びないようによく「修理」されています。
リングは、リベットの中で回転しないようにしっかりと固定しなければなりません。 リベットから外れることなく、最低でも12daNの応力に耐えなければなりません。
ブリキのケース に適した材料仕様は以下の通りです。
ベースとなるスチール。
– タイプ:連続鋳造
– テンプル:T65
– 連続したアニーリング(CA)
– 厚さ:0.36 mm
コーティングです。
ブリキ
– パシベーション:311
– 錫メッキ:2.8/2.8
– 仕上げ:ストーン
– 外観:光沢あり
また、このリングは、亜鉛メッキ素材や、ベースとなるスチールと同じ特性を持つTFSでの製作も可能です。
腐食防止
すでに指摘したように、蓋の保護や「修理」は基本中の基本である。というのも、最初の下書きやシェルが、開口部の切り込みやリングを固定するためのリベットを加えて蓋そのものに変化するとき、それまで平らに塗られていたワニスに一連の損傷が生じるからである。
カバーが完成したら、新たにニスを塗って外装を “補修 “する必要があります。 この操作を行うには、次のようないくつかの手順があります。
– ワニスの注入 蓋の外面全体に、ノズルで吹き付ける。 図7参照
– 回転するヘッドに取り付けられたノズルにより、切込みやリベットの部分にのみスプレーワニスを注入する。

– 電気泳動用のワニスの塗布。
いずれの場合も、ワニスの適切な重合のためには、その後の蓋のベーキングが必要である。 硫酸銅(CuSO4)テストによる修理チェックが必要です。
スプレーによる「補修」の場合は、2液性の無色透明な塗料を使用し、使用直前に混合します。 各成分の割合は、成分メーカーによって異なります。 焼成温度と焼成時間は、使用するワニスの種類によっても異なりますが、少なくとも120℃ 、数分です。
イージーオープンリッドの用途には、加工を必要としない製品(ナッツ、ビスケットなど)や、あまり攻撃性のない製品に使用されるものがあり、製品のコストを下げるために、リッドの「修理」を省略することができます。 この場合は、リベットや切り込みの部分に衛生用のオイルを軽く塗っておく必要があります。 この潤滑は、ノズルから潤滑油を噴霧することで行われます。 これにより、スチールが露出している場所では、錆の原因となる環境攻撃を防ぐことができます。
一方で、メーカーによっては、カバーの保護をより確実にするために、カバーの外側と内側の両方を「修理」するところもあります。
開放感を高めるための工夫
蓋の使用を容易にするために、蓋に組み込むことができるいくつかの詳細について説明します。
- A) 指の通過を助ける突起物
これは、リッドパネルのリングエンドのすぐ下にある、高さ約0.7mmの2つの盛り上がった膨らみ状の部分です。 これにより、リングを少し高くすることができるので、リングとパネルの間にわずかな隙間ができます。 これは、開口部を開始するための爪と指先の通過を容易にします。 図8参照
- B) フィンガーリセス
これは、パネルの中央部分に、リングの端の下に一致するように段差のある凹みを作ることである。 パネルとの間にスペースができるので、指先がリングの下を通りやすくなります。 図8参照
AとBは同じ効果を求める2つのソリューションであり、どちらか一方、または両方を選択することができます。
- C) リングエンドの曲げ加工
これは、リングの端を少し湾曲させながら上に上げるものです。 これにより、センターパネルとの間にスペースができます。 また、リングの下を指が通りやすくなります。 図9参照
この方法は、3つの方法の中では最も効果的ですが、缶詰工場の殺菌工程でリングが絡まってしまうという重大な欠点があるため、最も使われていません。 特に、動物飼料や肉製品などの膨張係数の低い半固形製品を充填する場合には、その効果が期待できます。 このような場合、蓋が膨らみ、先端が盛り上がったリングがクロージャーの高さよりも上に出てくるため、引っかかって蓋が開いてしまうのです。
リングの端をセンターパネルの表面に向けて下向きにして使うのが一般的ですが、これは正確にはリングが引っかかるリスクをなくすためです。 図8参照。
セキュリティの詳細
V “字型切開の台形切開部
例えば、リングの鼻側(ポイント1)、または反対側(ポイント2)のように、切り込みに残っている厚みが大きい場合、つまり切り込みがわずかに浅い場合など、長さと位置が定められた切り込みに沿ったエリアです。 そのため、この部分は破れにくくなっています。 これは、V字型パンチの場合、作業する部分の鋭利なエッジをわずかに(約0.05mm)殺すことで達成され、その結果、切込みはこれらの部分で台形の断面を持つことになります。
これは2つの目的を達成しています: 開口部での爆発/爆縮を避けるためです。
ポイント1の場合:穿孔点での内圧と外圧の平衡を可能にすることで、その差が大きい場合にはキャップの爆発・爆縮につながります。 約15mm間隔で、それぞれ1.5mmの長さの2本のステッチによって行われます。
ポイント2の場合:強い内圧でカバーが飛び出す(破裂する)ことを想定して、カバーを保持する。 この場合、切開部は約15mmの断面に縮小されます。
この2つのオプションのうち、2番目のオプションがより一般的に使用されていますが、この2つは一緒に、または交換して使用することができます。













0 Comments