
SUMMARY
塗料やワニスの業界では、大量の金属製パッケージが消費されています。 これらの容器は、気密性が高いという特徴がありますが、内容物を使用する際には、容器として簡単に使用することができます。 これにより、さまざまなソリューションが生まれます。 本稿では、フリクションロックを用いたものについてレビューする。 シングル、ダブル、トリプルのフリクションシールについて、その基本的な基準、特性、特徴を詳しく説明しています。
イントロダクション
ワニス、塗料、ラッカーなどの工業製品の輸送、取り扱い、使用には、古くから金属容器が使われてきました。 これらは、食品に使われるものとは異なる、いくつかの特殊な特徴を持っています。 その主な理由は、殺菌や熱処理をしていないからです。 そのため、通常は底面が平らで、本体が滑らかであれば十分です。 一方で、蓋のデザインにもこだわりがあります。
これらの目的は、以下の条件をカバーする一連の条件を満たすことです。
– 内容物を適切に保存すること、すなわち、良好な密閉性を維持すること。
– 使用時のバケツとしての機能。 そのため、ブラシやローラーを濡らすことができなければならず、そのためにはできるだけ大きな口を持つ必要があります。
– 残った製品は十分に保管してください。つまり、一部使用した後は、この口をストッパーで密閉して閉じることができます。
以上のことは、容器の上蓋を2つのエレメントに置き換えることで実現しています。
– 中央に大きな穴の開いた蓋であるリングや指輪
– リムにはめ込むタイプのプラグです。
このフィッティング圧は、プラグの直径をリングの内径よりもわずかに大きくすることで実現している。 これにより、リングとプラグの側壁の間に摩擦力または摩擦が発生し、アセンブリが適度な堅さを保つことができます。
このリングとキャップの嵌め方には、時代とともにさまざまな工夫が凝らされ、塗料などの容器にはさまざまなタイプのクロージャーが登場しています。 ここでは、その中でも特に重要なものについて、その作用機序、材料、測定比率などを説明します。 他にもペール缶やバケツなどに使われているものもありますが、ここでは触れません。
単純摩擦
これは、この市場で最も一般的なクロージャーです。 そのデザインは非常に古典的で、100年以上前から使用されています。 図1に見られるように、プラグは1つの垂直な壁に沿ってリングに適合し、閉鎖は両方の要素の弾性的かつ相互的な変形で発生する力によって行われます。
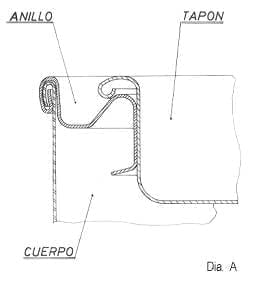
図1:シンプルなフリクションシール
厚さも硬さもシンプルで経済的というブリキの長所を兼ね備えたクロージャーです。 それどころか、今となっては時代遅れともいえる欠点をいくつも抱えている。 主なものは
– リムスカートの端に見られる鉄は、最近よく見られる水性塗料を使用した場合、鉄が水と反応して内容物の上に薄い酸化膜を形成する原因となります。
– 絵の具をつけたブラシの毛を切る。 この毛が塗装面に付着して汚れてしまうのです。
– その独特のシール面は、シールにしっかりとした硬さを示さないため、信頼性は高くありません。
– このリングは積み重ねることができないため、オートシーマーに投入する際に問題が発生します。
– また、このキャップは積み重ねることができないため、充填機での自動閉栓作業が煩雑になります。
このような制限があるにもかかわらず、十分な性能を発揮しており、かなりの市場シェアを維持しています。
このタイプのクロージャーの特徴としては
– 通常はブリキを使用します。
リム:0.26~0.27のテンパーT3。 E 2.8
プラグ:0.25~0.26テンペラ T3 E2.8
容器の直径に応じて 極めて正常な状態です。
– 口の中の直径
A
図1を参照)は、容器の直径よりも約10~12mm小さくなっています。
– 封止壁の正味の高さは、リム部で4~6mm、プラグ部で9~12mmです。
これらのサイズ表記は、他のタイプのクロージャーについても同様ですが、常に容器の直径が110mmまでのものを対象としています。 目上の人にはその価値が高まる。
金型を正しく設計するためには、シーリングウォールを形成する金型の部品の寸法が、リングやキャップの最終寸法と正確に一致しないことを知っておくことが重要です。これは、後になってシールに欠陥が生じる可能性があるため、非常に重要です。 そのため、完成品のブリキの弾性回復(変形)を考慮して、ツーリングパーツの測定値で補正する必要があります。
次の表は、容器の直径が異なる3つのグループについて、リムとキャップの金型における容器の口の直径の測定値を近似的に定義する公式で、以下の値を得ることができます。
A
これらの計算式は、通常の使用条件で、上記に示したものと同様のブリキとリングとキャップのストッキングを用いて、実践により決定されたものです。
|
単純摩擦 |
||||||
|
摩擦直径Aの値 |
||||||
|
フープ |
プラグ |
|||||
|
容器の直径 |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
部のA の値 |
A |
A |
A |
A + 0,22 |
A + 0,30 |
A + 0,50 |
|
ツールのAの値 |
A + 0,07 |
A + 0,10 |
A + 0,15 |
A + 0,17 |
A + 0,25 |
A + 0,40 |
したがって、例えば容器の直径が83mmの場合、リングの口の開き具合をA とすると、フリクションシールが正しく機能するためには、ストッパーの直径はA+0.30とする必要があります。 そのためには、リム金型の直径Aを決める部分はA+0.10mm、プラグ金型のそれはA+0.25の値を持つべきである。
改良型単純摩擦
中欧、特にフランスでは、単純なフリクションロックの問題点を解決するために、より精巧に作られたものが開発された。 図2にその特徴を示します。
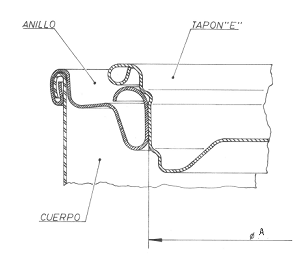
図2:フリクションシールの改良
ロック面が1つしかないため、単純なフリクションロックであることに変わりはありませんが、従来のロックに比べて以下のようなメリットがあります。
– リングマウスの刃先はシールの外側に配置されているため、塗装との接触がなく、錆びる心配がありません。
– また、この刃先は内側に湾曲しているため、ブラシの毛を切ることはなく、保護されています。
– リムとプラグの形状は、それらの構成をよりよく制御することができ、その結果、より正確な測定が可能になります。 リングウォールの “V “字型のデザインは、ある種の弾力性をもたらし、プラグウォールに高い圧力を発生させます。 キャップの壁を補強することで、より高い剛性を実現しています。 その結果、より均一で確実なシールを実現しています。
– 設計上、両素子に使われているブリキの厚みを0.01mm以上薄くすることが可能です。
– フープは完全には重ねられないため、シーマーのフィーダーで扱う方が良いが、第1のケースよりは重ねられるようになっている。
– キャップでは、ベース部の段差とトップ部の横方向のビードにより、許容範囲内のスタック性を実現しています。 積み重ねられたプラグの中で、上側のプラグは下側のプラグをその凹みの部分で貫通し、下側のプラグのビードの上に載っています。
これらのことから、このソリューションは、最初のバージョンであるシンプルなフリクションロックよりもはるかに優れています。
一方、その製造には、リングに3回、キャップに2回と、複数の作業が必要となるため、取り付けや金型が高価になります。
このタイプのクロージャーの特徴としては
– 通常はブリキを使用します。
リング、プラグ:0.24~0.25 T3焼き戻し。 E 2.8. 容器の直径に応じて 極めて正常な状態です。
– 口の中の直径
A
図1を参照)は、容器の直径よりも約12~14mm小さい。
– 封止壁の正味の高さは、リム部で5~6mm、プラグ部で9~11mmです。
このクロージャーには、同じタイプのリングを使用して、プラグの形状を変えた「U」字型のプラグがあります(図3)。
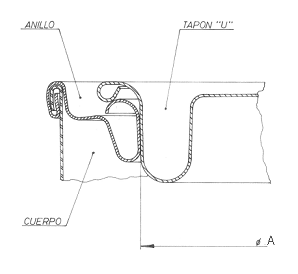
図No.3:”U “字型プラグによる改良型シングルフリクションシール
このタイプのクロージャーは完全に積み重ねることができるので、フィラーハウスでの容器のキャッピング作業が大幅にスピードアップするという利点があります。
従来のフリクションシールと同様に、この場合も金属箔の復元性を考慮する必要があります。 そのため、金型の寸法も完成品との関係で調整する必要があります。 最初のケースと同様の基準で、異なる直径に対するこれらの調整の値を次の表に示します。
|
改良型単純摩擦 |
||||||
|
摩擦直径Aの値 |
|
|
|
|
||
|
|
||||||
|
フープ |
プラグ |
|||||
|
容器の直径 |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
部のA の値 |
A |
A |
A |
A + 0,35 |
A + 0,45 |
A + 055 |
|
ツールのAの値 |
A + 0,10 |
A + 0,15 |
A + 0,20 |
A + 0,30 |
A + 0,40 |
A + 0,50 |
ここでも実験的に、表示されているものと同じような材料値、部品に対して計算式を出しています。 したがって、これらのデータはあくまでも参考値であり、実際にはケースバイケースでの検証が必要となります。
ダブルフリクション
また、フリクションシールの改良に大きく貢献したのが、ダブルシールの導入である。 これは後述するトリプルロックに続くもので、実際には後者を単純化したものである。 トリプルロックの特許を回避する方法として登場したもので、実用上の成果はそれに近いものがあります。
この開発では、主にシール面を2重にすることで、ダブルシールバリアを実現しています。 図5はそのようなシールの図面で、互いに擦れ合う部分を示しています。
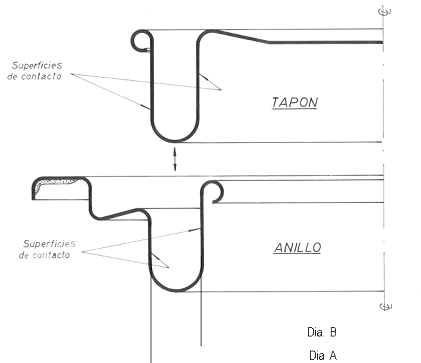
図5:ダブルフリクションシール
改良点は以下の通りです。
– すでに述べたように、ダブルウォールフリクションシールの働きにより、シーリングはより完全なものとなります。
– フープの高さが高いため、シーマーフィーダーの改造が必要となるが、フープのスタック性は良好。
– スタック性に優れたプラグです。
その一方で、以下のようなデメリットもあります。
– より高価なブリキを使う必要がある
– リングの口の部分の刃先が内側にあるため、錆びる危険性があります。
このタイプのクロージャーの特徴としては
– 通常はブリキを使用します。
リング:小径は0.25T1、99mmからは0.26T2。
プラグ:小径は0.25T2、それ以外は0.26T2の焼き入れ。
錫メッキは常にE 2.8。
そのため、従来のケースよりも若干高価になっています。
– 図1に示すように、口の直径は容器の直径よりも約18~26mm小さくなっています。 直径Bは、直径Aよりも7~8mm小さい。
– プラグの全高は、直径に応じて7~9mmとなります。
次の表は、部品や工具のA径とB径の計算に使用する経験式です。 上記と同じ考慮事項が適用されますが、1つの直径ではなく2つの直径に拡張されます。
|
ダブルフリクション |
|||||||
|
摩擦係数A、Bの値 |
|
|
|
|
|||
|
|
|
||||||
|
フープ |
プラグ |
||||||
|
容器の直径 |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
パーツ |
直径A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
直径B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
ツール |
直径A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
直径B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,10 |
B – 0,10 |
|
リングとプラグの両方を2回の作業で製造する必要がある。
トリプルフリクション
この洗練された技術は、すでに述べたように、ダブルフリクションよりも先に、前世紀半ばに北米で導入されたものである。 その模式図を図6に示します。
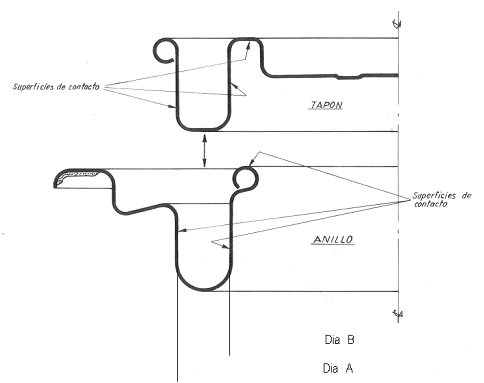
図6:トリプルフリクションシール
以下のような改良が施されています。
– リムカールの上部とプラグのインナーチャネルの間にある第3のシーリングゾーン。
– フープカールの外側の位置。
– リングやプラグの積み重ねが可能。
ブリキはダブルクロージャーと同じものを使用でき、容器の口の大きさやキャップの高さなどの基準も同じです。
式もダブルロックの場合とよく似ていて、下の表に反映されています。
|
トリプルフリクション |
|||||||
|
摩擦係数A、Bの値 |
|
|
|
|
|||
|
|
|
||||||
|
フープ |
プラグ |
||||||
|
容器の直径 |
< 73 |
73 a 99 |
> 99 |
< 73 |
73 a 99 |
> 99 |
|
|
パーツ |
直径A |
A |
A |
A |
A + 0,04 |
A + 0,06 |
A + 0,08 |
|
直径B |
B |
B |
B |
B + 0,13 |
B + 0,15 |
B + 0,23 |
|
|
ツール |
直径A |
A + 0,02 |
A + 0,03 |
A + 0,04 |
A + 0,10 |
A + 0,13 |
A + 0,16 |
|
直径B |
B+ 0,10 |
B + 0,10 |
B + 0,15 |
B – 0,05 |
B – 0,05 |
B – 0,05 |
|
リムの形成には3回、プラグには2回の操作が必要です。 それぞれのデザインについては、別稿でご紹介します。
これらの4つのソリューションは、各メーカーが自社のコマーシャルアプローチに最も適したオプションを選択することができます。 ファスナーの品質が向上すると、工具への投資額が増え、直接コストが増加するのは明らかです。












0 Comments