
金属製の容器は、外側にリトグラフ、内側にニスを塗ったものが多い。 パッケージ本体(場合によっては蓋も)のリトグラフには、製品が必要とする商業的・法的情報がすべて盛り込まれています。 そのデザインは非常に重要であり、大企業はそのブランドイメージの威信をかけて、非常に大切にしています。
広告会社はスケッチを検討し、写真製版所はそれを最終的なサイズに変換し、汚れや色の範囲を決定します。 この汚れのデザインは、パッケージの種類やその製造工程によって異なります。 本研究の目的のために、以下のグループを区別します。
– サイドシームを溶接した3ピースコンテナボディ。
– ソーセージの包装
– タパス
その中で、外装のリトグラフと内装のニスを別々に研究する必要があります。
リトグラフは仕上げ用のニスで保護されているので、外見上はこの2つの作業を別々に考える必要があります。 印刷技術はスポットの位置が非常に正確であるのに対し、ニスを塗るシステムはそれほど正確ではありません。 つまり、寸法決めの際に想定できる許容範囲は、第1のケースよりも第2のケースの方が広いということです。
スリーピースコンテナボディ
これらのボディの開発は、その底辺がボディに溶接のためのオーバーラップロスを加えたものと一致し、その高さがボディの高さに閉鎖のために必要な材料を加えたものと一致する長方形である。
- A) リソグラフィースポットのサイジングについては、以下の点を考慮する必要があります。
– 1º. 高さに平行して、両側の端に印刷されていない部分を残しておかなければなりません。これは、失われた接合部のためのオーバーラップを可能にし、困難なく溶接を行うためです。 この部分にインクやワニスが付着すると、電流の通りが悪くなり、スパッタリングや溶接不良の原因となります。 適切な値は、1パーツあたり2.5mmです。 図1参照。
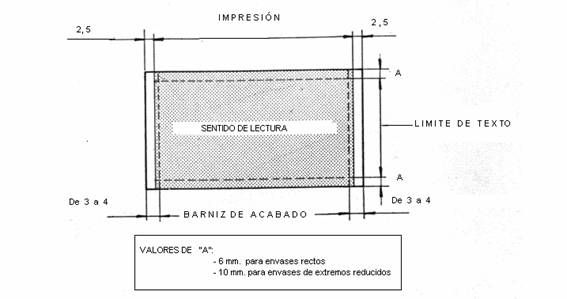
図1
– 2º. プリントの上には仕上げ用のワニスを塗りますが、このワニスは少なくともポイント1で示したのと同じ表面を保っていなければなりません。 前述したように、塗布の精度が低いため、前述の部分が侵されないように、ワニスの埋蔵量を少し多めにしておくことが望ましい。 一辺が3~4mmの間で定義されます。 図1参照
– 3º. 長方形の上部と下部は、表紙と底面で本体を閉じる部分になりますが、インクやニスで覆っても構いませんが、閉じたときに文字が消えてしまう可能性があるので、文字を入れてはいけません。 適切なテキスト免除値は6mmです。 図1参照。 端部の直径が小さくなっているノッチ付きの容器の場合は、この部分にも橋をかけるために、直径を10mm以上にしなければなりません。
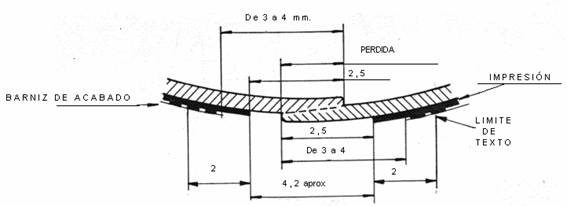
図2は、上述の条件の値を示すシームの断面図です。
内側のワニスステインのサイズについては、上記のポイント2と同じ基準を考慮しなければならない。
コンテンツ配分の観点からリソグラフィーの設計を行う場合、2つのケースがあります。
- a) 円筒形のパッケージ:一つの全体として考えることができ、デザイナーの好みに応じて画像やテキストを配することができます。
- b) 長方形のベースパッケージ:内容物を4つの面に分散して配置し、角にはテキストやイラストを配置しないようにします。 また、サイドシーム溶接は、そのうちの1つに配置されます。 楕円形の容器の場合、同じ基準に従うか、少なくとも曲率が最も小さい領域に一致する2つの側面にデザインを配置することができます。
ソーセージの包装
リトグラフ印刷のレイアウトでは、素材が大きく伸びることを考慮しなければならず、完成したパッケージ上の図形や文字の形状は、平面印刷に比べて大きく変形してしまいます。 この変形は、容器の底面では最小で、容器の壁面では徐々に大きくなり、フランジの近傍で最大になります。
そのため、デフォルメされたデコレーションを最初にデザインし、実装後に希望の外観になるようにする必要があります。 この変化は、容器の形状や寸法、使用する金型の種類、素材の特性、使用する潤滑剤など、多くの要因に左右されます。….. このような場合、良好なリソグラフィ設計を行うためには、この変形を事前に調査し、平面印刷で修正できるようにする必要があります。 ゲージとは、通常の生産で使用するものと同じ素材に、一定の間隔、例えば1ミリの間隔で、最大径が金型の切断径とほぼ一致するように同心円を印刷したもので、その手順の一つです。 その後、サンプルは標準的な製造条件で型抜きされます(同じ型、同じ潤滑油)。 容器の高さに沿った変形の様子を確認します。 評価された後は、同じ比率で反対方向に変形させて装飾をデザインし、最終的に希望通りの結果が得られるようにします。 これらのゲージ(またはサンプル)は、結果が比較可能であることを確認するために、ニスを塗る必要があります。
変形が非常にランダムであることが多いため、結果は決して最適ではありません。 そのため、深絞り容器のリソグラフィーを設計する際には、上記の注意点に加えて、以下のルールを考慮しなければなりません。
1º-非常にシンプルなデザインで、コンテンツは少なければ少ないほど良い。
2º- 容器の変形が少ない底面にできるだけ集中してください。 少なくとも重要なテキストはこのエリアにあるはずです。
3º- 容器の高さの最後の3分の1、フラップに最も近い部分には文字を入れてはいけません。これは最も大きな変形を受ける部分だからです。
4º- イラストは曲線や不規則な形に縮小する必要があります。 直線や規則的な幾何学図形は歪んで見えます。
変形を調べるために、高度で高価な装置を使ったもっと複雑な手順もありますが、上記の方法でも問題ない結果が得られます。
深絞りの容器の場合、面積を確保する必要がないので、内側と外側のラッカーをいっぱいにすることができます。 ボンドコーティングや仕上げ用コーティング、大量に塗布するインクなども同様です。
高負荷のブランクの場合、充填時にワニスの “フリンジ “や “スレッド “が発生してパッケージを汚染するため、カットエリアを確保することが望ましい場合があります。
TAPAS
蓋の型抜きが少しでもずれてしまうと、蓋の外観が損なわれてしまうため、プリントは蓋パネル上に配置し、フラスコの縦壁に侵入しないようにするのが賢明です。 目安としては、キャップダイのパンチの中心の直径を印刷限界の参考値とします。 文字数の制限については、さらに小さく、前述のパンチの中心の直径から谷の半径の2倍を引いた値を切り捨てた値を目安とします。
表紙の型抜きの際にリソグラフィーの中心を取りやすくするために、切断径に約1.5mmを加えた直径の破線(セッティングマーク)が周囲に印刷されています。 (この値は、カバーと蓋の間のカットアウトの関数です)。 このようにして、すでにダイカットされたウェブのスケルトン上で、カットが印刷と同心円になっているかどうかを一目で確認することができます。 図3参照
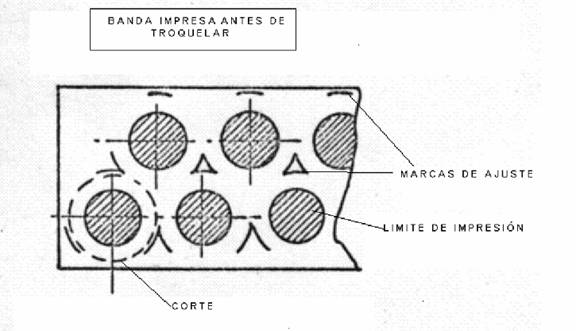
図3













0コメント