
I contenitori di metallo sono spesso litografati all’esterno e verniciati all’interno. La litografia del corpo dell’imballaggio – e a volte anche del coperchio – incorpora tutte le informazioni commerciali e legali che il prodotto richiede. Il suo design è molto importante e le grandi aziende lo curano con grande interesse per il prestigio dell’immagine di marca che porta con sé.
Le compagnie pubblicitarie studiano il vostro schizzo e gli studi di foto-litografia lo traducono nella sua dimensione finale, dando origine alla macchia e alla gamma di colori. Il design di questa macchia è diverso a seconda del tipo di imballaggio e del suo processo di fabbricazione. Per il suo studio differenzieremo i seguenti gruppi:
– Corpi dei contenitori in tre pezzi con cuciture laterali saldate.
– Imballaggio di salsicce
– Copertine
All’interno di ognuno di essi, la litografia esterna e la vernice interna devono essere studiate separatamente.
La litografia è protetta da una vernice di finitura, quindi esternamente queste due operazioni devono essere considerate separatamente. Le tecniche di stampa sono molto precise in termini di posizionamento della macchia, mentre i sistemi di verniciatura sono meno precisi. Questo significa che le tolleranze che si possono assumere nel dimensionamento sono più ampie nel secondo caso che nel primo.
CORPI DEI CONTENITORI IN TRE PEZZI
Lo sviluppo di questi corpi è un rettangolo, la cui base coincide con lo stesso più la perdita di sovrapposizione per la saldatura e la sua altezza con l’altezza del corpo più il materiale necessario per la chiusura.
- A) Per il dimensionamento del punto litografico, bisogna tenere conto di quanto segue:
– 1º. Parallelamente all’altezza, è necessario lasciare una zona non stampata su entrambi i bordi per permettere la sovrapposizione per la giunzione – persa – e per fare la saldatura senza difficoltà. La contaminazione di questa zona con inchiostri o vernici altera il passaggio della corrente elettrica causando sputtering e fallimenti della saldatura. Un valore adatto è di 2,5 mm per parte. Vedi figura 1.
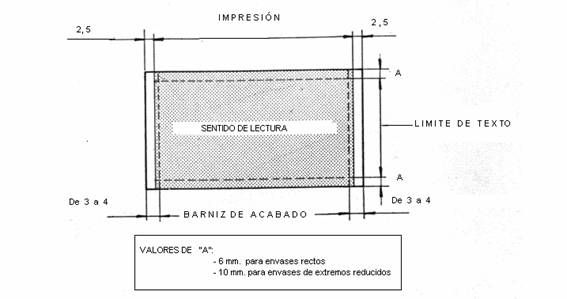
Figura 1
– 2º. Sopra la stampa va la vernice di finitura che deve mantenere libere almeno le stesse superfici indicate al punto 1. Come abbiamo già indicato, poiché la sua applicazione è meno esatta, è conveniente che le riserve di vernice siano leggermente più grandi per garantire che le aree menzionate non siano invase. Possono essere definiti tra 3 e 4 mm per lato. Vedi figura 1
– 3º. Le zone superiore e inferiore del rettangolo, che faranno parte della chiusura del corpo con la copertina e il fondo, anche se possono essere coperte con inchiostro o vernice – poiché la loro influenza sulla chiusura è trascurabile -, non devono contenere testi perché potrebbero scomparire al suo interno. Un valore di esenzione del testo adatto è di 6 mm. Vedi figura 1. Nel caso di contenitori dentellati – con diametro ridotto alle estremità – il diametro deve essere aumentato ad almeno 10 mm per colmare anche questa zona.
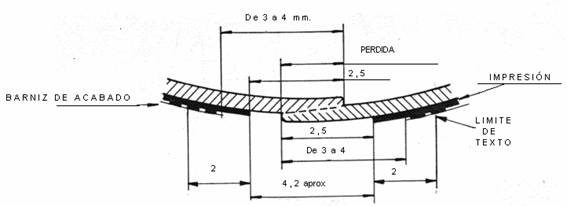
La figura 2 mostra una sezione trasversale della cucitura dove sono indicati i valori delle condizioni sopra menzionate.
Per il dimensionamento del mordente della vernice per interni, si devono prendere in considerazione gli stessi criteri indicati al punto 2.
Per la progettazione della litografia in termini di distribuzione del contenuto ci sono due casi:
- a) Imballaggio cilindrico: può essere considerato come un unico insieme e le immagini e i testi possono essere distribuiti secondo il gusto del designer.
- b) Imballaggio a base rettangolare: Il contenuto deve essere distribuito su quattro lati diversi, evitando di mettere testi e illustrazioni negli angoli, poiché questi possono essere deformati a causa dello stiramento del materiale. Anche la saldatura della cucitura laterale si troverà su uno di essi. Nel caso di contenitori di forma ovale, si può seguire lo stesso criterio o almeno il disegno può essere posizionato su due lati che coincidono con le aree di minore curvatura.
IMBALLAGGIO PER SALSICCE
Per la distribuzione della litografia, bisogna tener conto che in questo caso il materiale subisce uno stiramento significativo, per cui la forma delle figure e dei testi si deforma sull’imballaggio finito in modo significativo rispetto alla stampa piana. Questa deformazione è minima sul fondo del contenitore, accentuandosi sulla parete del contenitore progressivamente, raggiungendo un massimo in prossimità della flangia.
Pertanto, è necessario progettare inizialmente la decorazione deformata, in modo che dopo il montaggio abbia l’aspetto desiderato. Questa alterazione dipende da molti fattori, come: la forma e le dimensioni del contenitore, il tipo di stampo usato, le caratteristiche del materiale, la lubrificazione usata ….. Per fare un buon disegno litografico in questi casi, è necessario uno studio precedente di questa deformazione, in modo da poterla correggere nella stampa in piano. Un procedimento per questo è quello di utilizzare dei calibri, che consistono nel stampare una serie di cerchi concentrici su un materiale identico a quello da utilizzare nella produzione normale, separati l’uno dall’altro da una misura costante – per esempio un millimetro – fino a un diametro massimo che coincide approssimativamente con il diametro di taglio della matrice. I campioni sono poi fustellati in condizioni di produzione standard: stesso stampo e lubrificazione. Si controlla l’evoluzione delle deformazioni lungo l’altezza del contenitore. Dopo averli valutati, si fa il disegno della decorazione deformandola nella stessa proporzione, ma in senso inverso affinché alla fine i risultati siano quelli desiderati. Questi calibri – o campioni – dovrebbero anche essere verniciati per garantire che i risultati siano comparabili.
I risultati non sono mai ottimali perché le deformazioni sono di solito abbastanza casuali. Pertanto, oltre alle precauzioni di cui sopra, le seguenti regole devono essere prese in considerazione quando si progetta la litografia di un contenitore imbutito:
1º- Deve essere un design molto semplice, meno contenuto è meglio è.
2º- Si concentrerà il più possibile sul fondo del contenitore, dove la deformazione è minima. Almeno i testi importanti dovrebbero andare in questa zona
3º- Nessun testo deve essere collocato nell’ultimo terzo dell’altezza del contenitore, la zona più vicina alla flangia, poiché è la zona che subisce la maggiore deformazione.
4º- L’illustrazione deve essere ridotta a forme curve e irregolari. Le linee rette e le figure geometriche regolari appariranno distorte.
Ci sono altre procedure più complesse che utilizzano attrezzature sofisticate e costose per studiare le deformazioni, ma quanto sopra dà risultati accettabili.
Nel caso di contenitori imbutiti, non c’è bisogno di riservare alcuna area, quindi le lacche interne ed esterne possono essere piene. Lo stesso vale per i rivestimenti adesivi, i rivestimenti di finitura o gli inchiostri applicati in massa.
Nel caso di fustelle molto cariche è talvolta consigliabile riservare la zona di taglio, poiché generano “frange” o “fili” di vernice nell’operazione di riempimento che contaminano l’imballaggio.
TAPAS
La stampa deve essere posizionata sul pannello del coperchio, e non è saggio che invada la parete verticale del pallone, poiché anche un leggero offset nella fustellatura del coperchio rovinerebbe l’aspetto del coperchio. Una regola empirica sarebbe quella di prendere come valore di riferimento per il limite di stampa, il diametro del centro del punzone della matrice del cappuccio. Per quanto riguarda il limite del testo, dovrebbe essere ancora più piccolo, approssimativamente il suddetto diametro del centro del punzone meno il doppio del raggio del trogolo, arrotondato per difetto.
Per facilitare il centraggio della litografia nell’operazione di fustellatura della copertina, viene stampata una circonferenza con linee tratteggiate – segni di regolazione – con un diametro pari al diametro di taglio più circa 1,5 mm. (Questo valore è una funzione del ritaglio tra il coperchio e il coperchio). In questo modo si può vedere a colpo d’occhio – sullo scheletro della striscia già fustellata – se il taglio è concentrico o meno con la stampa. Vedi figura 3
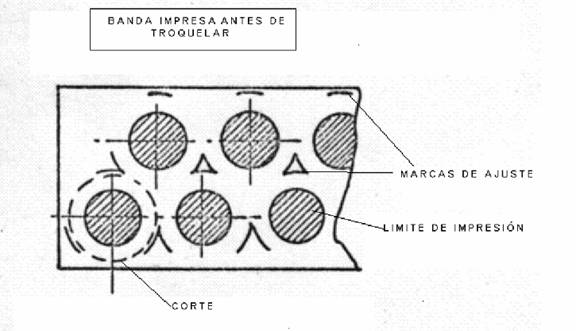
Figura 3
 Problemi di litografia
Problemi di litografia
 CONTENITORI CON CORPO LITOGRAFATO SENZA RISERVE
CONTENITORI CON CORPO LITOGRAFATO SENZA RISERVE
 RISERVE DI STAMPA E VERNICIATURA
RISERVE DI STAMPA E VERNICIATURA
 FATTORI CHE INFLUENZANO LA VERNICIATURA DELLA BANDA STAGNATA
FATTORI CHE INFLUENZANO LA VERNICIATURA DELLA BANDA STAGNATA
 SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
SPECIFICA DI BANDA STAGNATA PER CORPI DI CONTENITORI “3 PEZZI
 GUARNIZIONI PER CONTENITORI DI SALSICCE
GUARNIZIONI PER CONTENITORI DI SALSICCE
 FORATURE DEL PREMISTOPPA/TAPPO
FORATURE DEL PREMISTOPPA/TAPPO
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE



0 Comments