
Los envases metálicos en general van frecuentemente litografiados por el exterior y barnizados por su interior. La litografía del cuerpo del envase – y a veces también la tapa – incorpora toda la información comercial y legal que el producto requiere. Su diseño tiene mucha importancia y las grandes compañías lo cuidan con gran interés dado el prestigio de imagen de marca que lleva consigo.
Las empresas de publicidad estudian su boceto y los estudio de foto-lito lo plasman en su tamaño final, dando lugar a la mancha y gama de colores. El diseño de esta mancha es diferente en función del tipo de envase y de su proceso de fabricación. Para su estudio diferenciaremos los siguientes grupos:
– Cuerpos de envases tipo tres piezas con costura lateral soldada.
– Envases embutidos
– Tapas
dentro de cada uno de ellos a su vez hay que estudiar por separado la litografía exterior y el barniz interior.
La litografía está protegida por un barniz de acabado, por lo tanto exteriormente hay que considerar estas dos operaciones de forma diferenciada. Las técnicas de impresión son muy exactas en cuanto al posicionamiento de la mancha, al contrario los sistemas de barnizado son menos precisos. Esto hace que las tolerancias asumibles en el dimensionado sean más amplias en el segundo caso que en el primero.
CUERPOS DE ENVASES TRES PIEZAS
El desarrollo de estos cuerpos es un rectángulo, cuya base coincide con el mismo más la pérdida de solape para la soldadura y su altura con la del cuerpo más el material necesario para el cierre.
- A) Para el dimensionado de la mancha litográfica hay que tener en cuenta:
– 1º. Paralelamente a la altura hay que dejar en ambos bordes un área sin imprimir que permita hacer el solapamiento para la unión – perdida- y realizar la soldadura sin dificultades. La contaminación de este área con tintas o barniz altera el paso de la corriente eléctrica originando chisporroteos y fallos en la soldadura. Un valor adecuado es de 2,5 mm por parte. Ver figura 1.
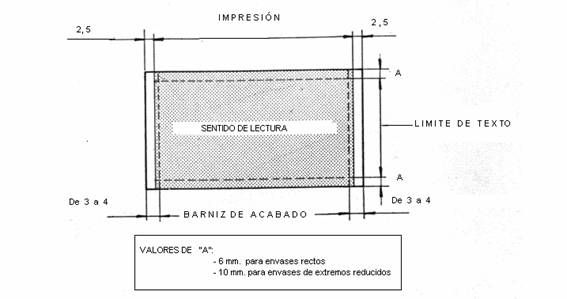
Figura 1
– 2º. Sobre la impresión va el barniz de acabado que ha de mantener libre al menos las mismas superficies indicadas en el punto 1º. Como ya hemos indicado, al ser menos exacta su aplicación, es conveniente que las reservas de barniz sean ligeramente mayores para asegurar que no se invade las áreas mencionadas. Pueden definirse entre 3 a 4 mm por lado. Ver figura 1
– 3º. Las zonas superior e inferior del rectángulo, que formaran parte del cierre del cuerpo con la tapa y fondo, aunque pueden ir cubiertas de tinta o barniz – ya que su influencia sobre el cierre es despreciable -, no deben contener textos pues podrían desaparecer dentro del mismo. Un valor adecuado de exención de textos es 6 mm. Ver figura 1. En el caso de envases entallados – con reducción de diámetro en los extremos – debe aumentarse hasta al menos 10 mm para salvar también esta zona.
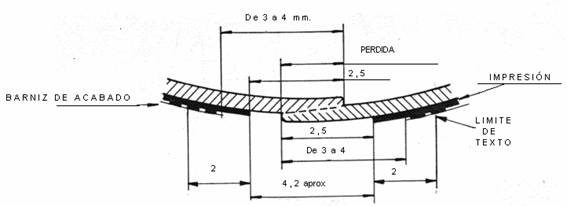
En la figura 2 se aprecia una sección transversal de la costura donde se indican los valores de los condicionantes mencionados.
Para el dimensionado de la mancha de barniz interior hay que tener en cuenta los mismos criterios que los indicados en el punto 2º anterior.
Para el diseño de la litografía en cuanto a la distribución del contenido se dan dos casos:
- a) Envases cilíndricos: Se puede considerar como un todo único y distribuir las imágenes y textos a gusto del diseñador.
- b) Envase de base rectangular: Se han de distribuir los contenidos en cuatro caras diferenciadas, huyendo de disponer textos e ilustraciones en las esquinas ya que en las mismas se pueden presentar deformaciones por estiramiento del material. Además en una de ellas estará situada la soldadura de la costura lateral. En caso de envases de forma oval puede seguirse el mismo criterio o al menos posicionar el diseño en dos caras coincidentes con las zonas de menor curvatura.
ENVASES EMBUTIDOS
Para la distribución de la litografía, se ha de tener muy en cuenta que en este caso el material sufre un importante estiramiento, por lo que la forma de las figuras y textos se deforman sobre el envase terminado bastante con relación a la impresión en plano. Esta deformación es mínima sobre el fondo del envase, acentuándose sobre la pared del mismo de manera progresiva, llegando a un máximo en las proximidades de la pestaña.
Por ello, hay que diseñar la decoración deformada inicialmente, para que después de la embutición presente el aspecto deseado. Esta alteración depende de muchos factores, como son: la forma y dimensiones del envase, el tipo de troquel usado, las características del material, la lubricación usada…. Para realizar un buen diseño de litografía en estos casos, se requiere un estudio previo de esta deformación, y así poder corregir la misma en la impresión en plano. Un procedimiento para ello es emplear unas galgas, que consisten en imprimir sobre un material idéntico al que se va a usar en la fabricación normal, una serie de círculos concéntricos, separados uno de otro una medida constante – por ejemplo un milímetro – hasta un diámetro máximo que coincida aproximadamente con el de corte del troquel. A continuación, se troquelan muestras en las condiciones estándar de fabricación: mismo troquel y lubricación. Se comprueba la evolución de las deformaciones a lo largo de la altura del envase. Evaluadas las mismas, se hace el diseño de la decoración deformándola en la misma proporción, pero en sentido inverso para que al final los resultados sean los deseados. Estas galgas – o muestras – deberían también barnizarse para asegurar que los resultados son comparables.
Los resultados nunca son óptimos ya que las deformaciones suelen ser bastante aleatorias. Por ello, además de las precauciones anteriores, a la hora de diseñar la litografía de un envase embutido se deben tener en cuenta las siguientes reglas:
1º- Debe ser un diseño muy simple, cuanto menos contenido, mejor
2º- Se concentrará en lo posible en el fondo del envase, donde la deformación es mínima. Al menos los textos importantes deben ir en esta zona
3º- No debe colocarse ningún texto en el último tercio de la altura del envase, la zona más próxima a la pestaña, pues es la que sufre mayor deformación.
4º- La ilustración debe reducirse a formas curvas e irregulares. Las líneas rectas y las figuras geométricas regulares aparecerán deformadas.
Existen otros procedimientos mas complejos usando equipo sofisticado y caro para estudiar las deformaciones pero el anterior da resultados aceptables.
En el caso de envases embutidos no se requiere reservar zona alguna, por lo tanto los barnices interiores y exteriores pueden ir plenos. Lo mismo le ocurre a los barnices de enganche, de acabado o a las tintas aplicadas en masa.
En el caso de blancos con mucha carga es conveniente a veces reservar la zona de corte, ya que generan “flecos” ó “hilos” de barniz en la operación de embutición que contaminan el envase.
TAPAS
La impresión debe posicionarse en el panel de la tapa, no siendo prudente que invada la pared vertical de la cubeta, ya que un mínimo descentramiento en el troquelado de la tapa afearía el aspecto de la misma. Una regla práctica seria tomar como valor de referencia del límite de impresión, el diámetro del centro del punzón del troquel de la tapa. En cuanto al límite de texto aun debe ser menor, aproximadamente el mencionado diámetro del centro del punzón menos dos veces el radio de la cubeta, redondeado por defecto.
Para facilitar el centrado de la litografía en la operación de troquelado de la tapa, se recurre a imprimir una circunferencia con líneas discontinuas – marcas de ajuste – con un diámetro igual al de corte más 1,5 mm aprox. (Este valor es función del recorte entre tapa y tapa). De esta manera se puede apreciar a simple vista – sobre el esqueleto de la banda ya troquelada – si el corte es concéntrico ó no con la impresión. Ver figura 3
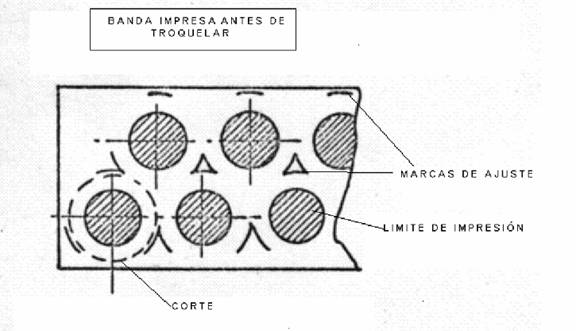
Figura 3
 THE GOOD DRIVER COFFE APUESTA POR EL AUTOMOVILISMO PARA SU NUEVO DISEÑO ENLATADO
THE GOOD DRIVER COFFE APUESTA POR EL AUTOMOVILISMO PARA SU NUEVO DISEÑO ENLATADO
 EL ENVASE VUELCA FACIL® , NUEVA REVOLUCIÓN EN EL MUNDO DEL ENVASE
EL ENVASE VUELCA FACIL® , NUEVA REVOLUCIÓN EN EL MUNDO DEL ENVASE
 Premiado diseño de envase en lata de acero reutilizable de Aceites de Motor Shell
Premiado diseño de envase en lata de acero reutilizable de Aceites de Motor Shell
 Trivium gana por su diseño sostenible en los If Design Award 2021
Trivium gana por su diseño sostenible en los If Design Award 2021
 Nueva línea de barnices especiales para el sector de latas de aluminio
Nueva línea de barnices especiales para el sector de latas de aluminio
 Tendencias en diseño de latas de bebidas que ofrecen experiencias únicas
Tendencias en diseño de latas de bebidas que ofrecen experiencias únicas
 El ingenioso diseño de la lata de aluminio de bebidas
El ingenioso diseño de la lata de aluminio de bebidas
 INCIDENCIA DEL DISEÑO DE UNA LÍNEA EN SU PRODUCTIVIDAD
INCIDENCIA DEL DISEÑO DE UNA LÍNEA EN SU PRODUCTIVIDAD
 BARNICES.- (2ª parte)
BARNICES.- (2ª parte)




0 comentarios