
Introduzione
Il processo di produzione degli imballaggi metallici prevede una serie di fasi che mirano a dare forma e funzionalità al prodotto finale. Una di queste fasi è l’imbottigliamento, che consiste nel ridurre il diametro dell’estremità superiore del contenitore per ottenere una perfetta aderenza con la chiusura. Tuttavia, durante questo processo, possono insorgere dei difetti, come le grinze sul bordo della scollatura. In questo articolo analizzeremo le cause di questo problema, le sue conseguenze e le possibili soluzioni per evitarlo.
Cause delle rughe del collo
- Inserimento eccessivo della ghiera nell’utensile di formatura: l’inserimento eccessivo della ghiera nell’utensile di formatura può causare lo schiacciamento del contenitore, con conseguente formazione di grinze sul bordo del collo.
- Segni sul bordo prima della colliquazione: eventuali segni o imperfezioni sul bordo del contenitore prima della colliquazione possono causare la comparsa di grinze durante il processo di colliquazione.
- Mancanza di una corretta geometria della ghiera: per evitare le grinze, la ghiera dovrebbe essere completamente cilindrica o leggermente bombata verso la saldatura. Se la geometria non è corretta, possono comparire delle grinze sul bordo del colletto.
Conseguenze delle rughe del collo
Le rughe sul bordo di chiusura possono causare vari problemi all’imballaggio metallico, come ad esempio:
- Compromissione dell’ermeticità: le rughe possono compromettere la tenuta tra il contenitore e il coperchio, compromettendo l’ermeticità del prodotto e di conseguenza la sua durata di conservazione.
- Estetica della confezione: una confezione con grinze sul bordo del collo può risultare poco attraente per il consumatore, il che potrebbe influire sulle vendite del prodotto.
- Difficoltà di apertura: le rughe sul bordo del collo possono rendere difficile l’apertura della confezione, con conseguente insoddisfazione del consumatore.
Soluzioni per evitare le rughe del collo
- Controllare l’inserimento della ghiera nell’utensile: assicurarsi che la ghiera non venga spinta troppo all’interno dell’utensile di formatura, per evitare lo schiacciamento della lattina e la formazione di grinze.
- Ispezione prima dell’imbottigliamento: controllare il bordo del contenitore prima dell’imbottigliamento per identificare e correggere eventuali segni o imperfezioni che potrebbero causare grinze.
- Assicurarsi che la geometria della ghiera sia corretta: verificare che la ghiera abbia la geometria corretta (completamente cilindrica o leggermente bombata verso la saldatura) prima di eseguire il collirio.
- Controllo dei parametri di processo: durante l’intaglio è importante misurare e controllare due parametri: il diametro dell’intaglio, che deve essere ridotto di 3 millimetri dall’estremità superiore, e l’altezza dell’intaglio, che deve essere di 6 millimetri. Utilizzare strumenti come le pistole di diametro per ottenere misure precise.

Che cos’è la mangiatoia a coperchio?
 Usura eccessiva del gruppo di utensili: cause, conseguenze e soluzioni
Usura eccessiva del gruppo di utensili: cause, conseguenze e soluzioni
 Difetti comuni nei tappi twist-off e soluzioni per la loro prevenzione
Difetti comuni nei tappi twist-off e soluzioni per la loro prevenzione
 Crollo delle lattine in autoclave: cause e soluzioni
Crollo delle lattine in autoclave: cause e soluzioni
 Difetti nei decoratori di lattine in alluminio: cause, effetti e soluzioni
Difetti nei decoratori di lattine in alluminio: cause, effetti e soluzioni
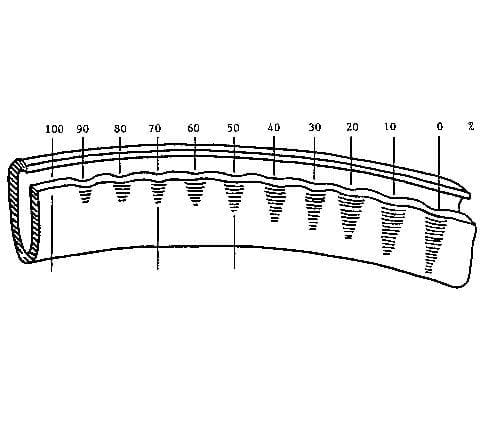 come riconoscere il rischio di una grinza in una cerniera doppia
come riconoscere il rischio di una grinza in una cerniera doppia
 Sigillatura di materiali sottili e ad alta resistenza per barattoli di cibo
Sigillatura di materiali sottili e ad alta resistenza per barattoli di cibo
 l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina
l’importanza di seguire le specifiche della parete superiore del carrozziere rispetto al processo di formatura del collo della lattina
 CALCOLO DEI DADI DI AMMICCAMENTO
CALCOLO DEI DADI DI AMMICCAMENTO
 DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE
DIFETTI E SOLUZIONI: FUSTELLATURA DI COPERTINE




0 commenti