
Studio delle caratteristiche, delle dimensioni e delle attrezzature necessarie per la fabbricazione di cupole per contenitori aerosol.
INTRODUZIONE
I contenitori per aerosol fanno parte della nostra vita, durante una giornata qualsiasi siamo sicuri di usarli in diverse occasioni. I loro campi di applicazione sono molteplici: igiene personale, profumeria, pulizia della casa, giardinaggio, usi industriali, salute… Ci sono quelli metallici – banda stagnata o alluminio – e quelli di vetro. I più usati sono i primi nella loro versione in banda stagnata.
Il contenitore dell’aerosol è caratterizzato da un tappo superiore a forma di cupola che ha diverse funzioni:
– Alta resistenza alla pressione interna
– Per sostenere la valvola di dosaggio
– Utilizzare come ancoraggio per il tappo di plastica
– Per dare una configurazione esteticamente gradevole al set.
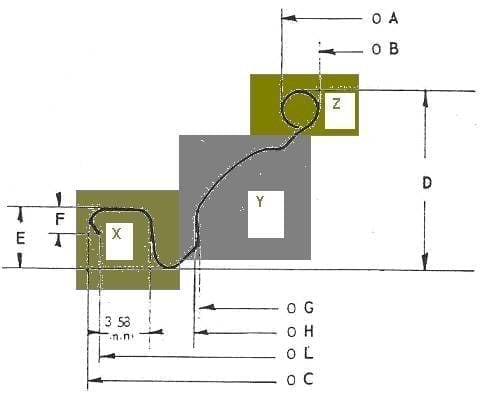
Questo coperchio a cupola è anche chiamato cono e si possono distinguere le seguenti parti:
– X.- Zona di chiusura, comprendente la flangia e la ciotola, simile a quella di un coperchio convenzionale. Serve per fare la chiusura – unione – con il corpo. La spina di plastica è agganciata ad essa.
– Y.-Dome stesso, che gli conferisce un’adeguata resistenza alla pressione interna.
– Z.-Foro centrale di un pollice di diametro – 25,4 mm – per l’alloggiamento della valvola.
Vedere la figura nº 1:
In questo articolo descriveremo le specifiche delle materie prime e il processo di fabbricazione di queste cupole, concentrandoci esclusivamente sulle lattine di aerosol in banda stagnata.
SPECIFICHE
Le bombolette aerosol in banda stagnata con la tecnica dei “3 pezzi”, sono composte da un corpo cilindrico, un fondo e una cupola. Al giorno d’oggi, quasi tutti sono fabbricati nel tipo dentellato, cioè con entrambe le estremità ridotte. I diametri più comuni sono:
CORPO INFERIORE A CUPOLA
45 42 41
49 47 45
52 50 48
57 54 52
65 63 60
Quindi ci sono cinque diversi diametri di cupole sul mercato. La ragione per cui il suo diametro è più piccolo di quello del fondo del contenitore è che una volta che il tappo di plastica è posto sulla cupola, il diametro esterno dell’insieme è lo stesso in tutte le zone del contenitore.
Le specifiche dei diversi diametri del cono differiscono l’una dall’altra. Vediamo i più importanti:
Banda sta gnata: Per la sua fabbricazione si usa la banda stagnata bassa E 2,8/2,8, poiché si usa sempre la stessa banda stagnata, verniciata su entrambi i lati. La tempra, a causa del suo certo livello di trafilatura, dovrebbe essere bassa; il T – 57 dà buoni risultati. Gli spessori sono legati al diametro. I seguenti valori possono essere presi come linea guida:
SPESSORE DEL CONO (mm)
41 0,28 – 0,30
45 0,28 – 0,30
48 0,29 – 0,31
52 0,30 – 0,32
60 0,33 – 0,35
Verniciato:
Esterno: vengono utilizzate tre alternative, bianco, oro e incolore.
Bianco:
1a mano Vernice legante epossidica (peso del film circa 1,2 gr/m2)
2a passata Vernice acrilica bianca (peso del film circa 13 gr/m2)
Litografia Il testo o altre semplici decorazioni possono essere stampate, sempre sulla parte inferiore della cupola, dove la deformazione durante l’imbutitura è minore.
3a passata Vernice di finitura epossidica (peso del film circa 4 gr/m2)
D’oro:
Vernice dorata epossifenolica a passaggio singolo (peso del film circa 6,5 g/m2)
Incolore:
Passaggio singolo Vernice epossidica incolore (peso del film circa 5,5 g/m2)
Interno: può sempre essere dorato
1° strato Vernice epossifenolica dorata (peso del film circa 5,5 gr/m2)
2a mano Vernice epossifenolica dorata (peso del film circa 5,5 gr/m2)
Rivestito di paraffina:
Una volta che i pacchi di banda stagnata sono stati verniciati, devono essere lubrificati con paraffina su entrambi i lati del foglio per resistere all’operazione di imbutitura. Questo viene fatto in una macchina per la ceratura che applica un sottile strato di cera fusa per mezzo di ugelli spray che lavorano con aria pressurizzata. Il carico appropriato da applicare è 0,14 gr/m2 + 0,4.
Taglio:
A seconda dell’attrezzatura disponibile per la produzione, i fogli vengono tagliati in strisce di scorrimento per essere fustellati in stampi singoli, doppi o multipli. Il caso più comune è un doppio nastro per alimentare la pressa di prima operazione – o pressa di imbutitura – che a sua volta fornirà i pezzi alle presse di trasferimento.
Operazioni di produzione:
Le cupole sono configurate progressivamente, in diverse operazioni, partendo da strisce piatte di materiale. Il numero di passi varia a seconda del design della cupola e delle sue dimensioni. Di solito si fa in 7 o 8 tappe, di cui la prima è la realizzazione di uno schizzo in una pressa, le successive 5 o 6 – eseguite su transfer – danno forma alla cupola e l’ultima ne arriccia il bordo. In seguito, l’ala viene gommata. La figura nº 2 mostra il ciclo completo in tutte le sue operazioni.
![]()
Figura n. 2: sequenza di fabbricazione della cupola
Per seguire passo dopo passo ciascuna di queste fasi prenderemo un esempio concreto di una cupola. Abbiamo scelto il diametro nominale di 48 mm perché è uno dei più usati sul mercato.
1a operazione:
Come abbiamo già detto, si realizza su una pressa automatica convenzionale per la produzione di tappi, alimentata da nastri. Si tratta di incassare una coppa di metallo, che serve da contorno, con materiale sufficiente per configurare la cupola con l’incassatura necessaria che richiederà. La figura 3 mostra un possibile disegno di questa fase.
Figura nº 3: 1° giorno di funzionamento della cupola. 48
2a operazione:
Di solito è il primo ad essere realizzato su una macchina da stampa a trasferimento. È qui che si forma la coppa del cono – definendo così la dimensione nominale del cono – così come la forma a cupola del pezzo e l’area di montaggio della valvola. Ha una certa somiglianza con un cappello. Vedere la figura nº 4.
Figura nº 4: Funzionamento della cupola di 2° diametro. 48
3a operazione
Prossima operazione sul trasferimento, in cui si completa la zona della cupola e si termina il disegno del “camino” superiore, che porterà alla posizione della valvola. L’area della cuvetta rimane invariata. In questa operazione si raggiunge l’imbutitura massima prevista. Vedere il disegno nº 5.
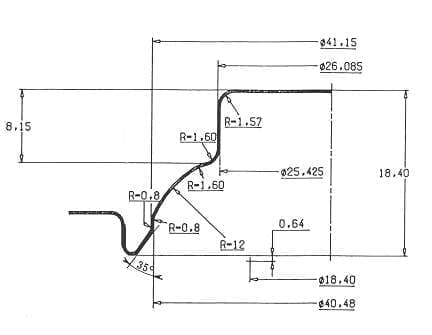
Figura nº 5: Funzionamento della cupola di 3° diametro. 48
4a operazione
Il terzo sul trasferimento è quello di fare un buco nella parte orizzontale superiore del “camino”. Nel nostro caso, questo foro ha un diametro di 23,37 mm ed è finito tutto intorno con un raggio di circa 1,5 mm, che si collega con la parete verticale. La sede della valvola sarà preparata a partire da essa. Vedere la figura nº 6. È molto importante che il taglio di questo foro sia fatto in modo pulito, senza generare bave sul suo bordo.
Figura nº 6: Funzionamento della cupola di 4° diametro. 48
Il disco tagliato viene rimosso dal fondo dell’attrezzo. Per facilitare la sua uscita, viene colpito al centro dello stesso al momento del taglio in modo che prenda la forma di una ciotola e ridurre così il suo diametro.
5° operazione
Quarto nel trasferimento. Vengono eseguite due azioni:
- a) Tagliare il materiale in eccesso che è stato lasciato irregolarmente sulla flangia esterna del pezzo. Durante la trafilatura, e seguendo la direzione di laminazione dell’acciaio, si è verificato un allungamento del grano, che si riflette in irregolarità sul bordo di taglio esterno. Irregolarità che vengono eliminate tagliando questo ritaglio a forma di anello. Per evacuare questo anello, lo stampo di questa operazione è dotato di piccole lame esterne che lo tagliano in diversi pezzi, che cadono lungo i lati della pressa,
- b) Stare in piedi, stirare e laminare leggermente il bordo del taglio interno per prepararlo all’operazione successiva. Questa azione è spesso critica per permettere una buona arricciatura in seguito.
Vedere la figura nº 7.
Figura nº 7: 5° giorno di funzionamento della cupola. 48
6° operazione
Questo è l’ultimo passo eseguito sulla pressa di trasferimento. Ci sono due spettacoli:
- a) L’ala esterna della cupola, che finora è rimasta piatta, si piega a 90º formando il ricciolo esterno del cono. Si tratta di un’operazione analoga a quella effettuata su qualsiasi coperchio di contenitore metallico.
- b) La parete verticale del “camino” si incurva verso l’esterno, formando un anello sul quale sarà montata la valvola diffusore a livello del riempimento del contenitore. Il foro che questo anello delimita è standardizzato al valore di un pollice (25,4 mm).
La figura nº 8 mostra il pezzo come esce dalla pressa di trasferimento, una volta effettuata questa operazione.
Figura nº 8: 6° giorno di funzionamento della cupola. 48
7° operazione
Meccanicamente, per dare il cono così formato, non resta che inclinare il ricciolo esterno verso l’interno. Questa fase si realizza in una macchina arricciatrice applicata all’uscita della pressa transfer. Nel caso della cupola 48 che stiamo seguendo, ci darebbe un diametro esterno di 57,80 mm con un’altezza del ricciolo di circa 2,1. Il profilo adatto della gola dell’attrezzo per fare l’arricciatura del cono è quello mostrato nella figura nº 9.
Figura n. 9: Profilo per l’arricciatura della cupola
8° operazione
Resta solo da applicare il composto all’interno dell’ala in un incollatore montato dopo l’arricciatore. La gomma utilizzata è normalmente del tipo “a base d’acqua”, con un alto contenuto di solidi, che ha bisogno solo di un legante di gomma cotta per l’asciugatura.
IMPIANTO DI PRODUZIONE
In realtà abbiamo già elencato ciascuna delle macchine necessarie nella descrizione delle specifiche di ogni fase della fabbricazione delle cupole. Tuttavia, ora torneremo su di loro, concentrandoci maggiormente sulle caratteristiche delle macchine.
Per la produzione di coni sono necessari due gruppi di attrezzature:
– Installazioni comunemente usate per diverse applicazioni:
o Linea di taglio delle bobine di banda stagnata
o Linee di verniciatura e stampa
o Macchine per la paraffina
o Cesoie a rotolo
Dato che si tratta di attrezzature generiche, con molteplici applicazioni, non ci addentreremo in esse perché sono ben note.
– Impianti specifici per la fabbricazione di cupole
o Pressa eccentrica automatica
o Pressa di trasferimento
o Ferro arricciacapelli
o Gommatrice
Queste attrezzature richiedono delle caratteristiche speciali che elencheremo in dettaglio qui di seguito.
Con tutti loro, si installa una linea di produzione di coni, la cui posizione può essere quella mostrata nella figura nº 10.
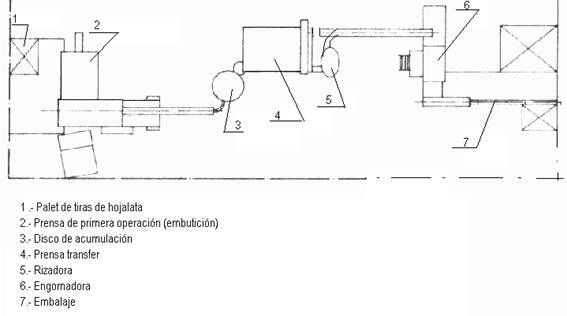
Figura nº 10: Implementazione di una linea di produzione di cupole
Un’altra possibilità di installazione è mostrata nella foto n. 11. In questo caso, la cesoia a rotoli è incorporata nella linea con dedizione esclusiva – macchina in primo luogo – e si rinuncia alla pressa di 1a operazione, poiché questa viene effettuata sulla pressa di trasferimento alimentata direttamente da nastri provenienti dalla cesoia a rotoli. La stampa di trasferimento appare al centro della foto. Sullo sfondo si può vedere la macchina delle gomme.

Figura n. 11: Impianto semplificato di produzione di cupole
1a pressione dell’operazione:
Per l’operazione di prima trafilatura – come descritto sopra – è usuale usare una pressa automatica a collo di cigno dotata di un alimentatore a nastro di materiale, per varie ragioni:
– Essendo un’attrezzatura veloce, con una sola pressa è possibile alimentare i pezzi a diversi trasferimenti, perché questi ultimi sono molto più lenti.
– Semplifica le caratteristiche delle presse di trasferimento necessarie. Queste ultime sono attrezzature costose e non eseguendo l’operazione di disegno su di esse, si riduce il loro fabbisogno di energia e il numero di operazioni, riducendo così il costo dell’attrezzatura.
Questa pressa di prima operazione deve avere una corsa elevata per permettere il corretto disegno e l’espulsione del pezzo, quindi una pressa standard per la produzione di tappi non è solitamente adatta. Può lavorare con utensili a doppio punzone, il che aumenta la sua capacità di fornitura a diversi trasferimenti.
Trasferimento
È la macchina base di questa installazione. Alimentata dalla pressa di 1a operazione, con un buffer di parti intermedie per compensare le piccole fermate, deve avere almeno 5 passi.
Le caratteristiche di base di questa stampa possono essere:
– Potenza 40 Tm
– Numero di stazioni da 6 a 10
– Distanza tra le stazioni da 125 a 150 mm
– Corsa 130 mm
– Velocità da 100 a 140 colpi/minuto
In alternativa, si può anche scegliere di fare a meno della pressa di prima operazione e alimentare direttamente il trasferimento del nastro come menzionato sopra. Questa può essere una buona soluzione quando le esigenze di produzione sono coperte da una sola macchina da stampa transfer. La foto nº 12 mostra una pressa con queste caratteristiche, con caricatore di strisce incorporato.

Figura nº 12: Pressa transfer con caricatore di strisce.
Ferro arricciacapelli
Situato all’uscita della pressa di trasferimento, raccoglie la produzione dello stesso per mezzo di una caduta per gravità. Non richiede nessuna caratteristica particolare.
Gommatrice
Questa macchina deve essere appositamente preparata per lavorare con elementi molto alti. Il tuo caricatore, i chiodi di separazione, le aste di alimentazione e le piastre sono specifici per le cupole. Lo stesso vale per il forno di spillatura, dove le coclee di salita e discesa devono avere un passo maggiore per lo stesso motivo.
Se si usa una gomma ad alto contenuto di solidi, il tempo di asciugatura e la temperatura devono essere moderati.
Utile
La fustellatura dovrebbe essere di buona qualità. I sistemi di pressione inferiore, che devono essere molto ben allineati e mantenuti, sono di grande importanza.
 RAPPORTO DI ALTEZZA NELLA FABBRICAZIONE DI CONTENITORI PER AEROSOL
RAPPORTO DI ALTEZZA NELLA FABBRICAZIONE DI CONTENITORI PER AEROSOL
 TAPPI PER CONTENITORI AEROSOL
TAPPI PER CONTENITORI AEROSOL
 CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
 MONTAGGIO DI GHIANDOLE DI PLASTICA
MONTAGGIO DI GHIANDOLE DI PLASTICA
 CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
CAPPUCCI E TAPPI A SCATTO PER CONTENITORI IN METALLO
 INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
 SCHEDA TECNICA DEL PRODOTTO: COPERCHI
SCHEDA TECNICA DEL PRODOTTO: COPERCHI
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE



0 Comments