
Funzioni della flangia del corpo del contenitore. Il suo dimensionamento e il modo in cui è fatto.
INTRODUZIONE
La flangia è la flangia del corpo del contenitore a ciascuna delle sue estremità, necessaria per eseguire l’operazione di chiusura o di unione del corpo del contenitore con il coperchio/fondo. È formato da una parte piatta, quasi perpendicolare alla parete di detto corpo, e da un arco che unisce questa parte piatta con esso.
L’operazione di flangiatura viene eseguita prima della chiusura e viene eseguita una volta che il corpo è stato formato. Nel caso di contenitori cilindrici e dentellati, segue la riduzione del diametro.
DIMENSIONI DELLA FLANGIA
L’azione lampeggiante ha due scopi:
1º.- Calibrare il diametro interno alle estremità del cilindro nel caso di contenitori rotondi, o le dimensioni interne nel caso di forme rettangolari, ovali o altre forme non cilindriche. Questa ricalibratura si ottiene svasando leggermente le estremità del corpo, e ha lo scopo di regolare queste aree del contenitore per il corretto adattamento del coperchio/fondo nell’operazione di chiusura. Pertanto, in questa operazione le dimensioni del tampone sono aumentate da 0,10 a 0,25 mm rispetto al diametro interno del corpo, a seconda delle dimensioni del contenitore.
Questo criterio è applicabile anche quando si tratta di contenitori con un’estremità ridotta. Il disegno n. 1 mostra questo caso, e la tabella n. I qui sotto dà i valori usuali dei diametri dell’area della flangia applicati ai contenitori rotondi. Il valore di questo diametro della flangia è preso in un punto di riferimento a 2,5 mm dall’estremità. I dati riflessi in questa tabella sono quelli comunemente accettati in diversi standard internazionali.
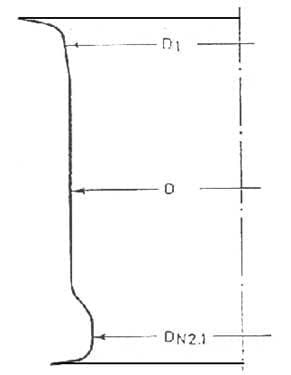
Figura No. 1: corpo del contenitore rotondo, dentellato e flangiato
| Valori del diametro della flangia | ||
| Diametro Nominale |
Diametro Nominale Tacchettato |
Diametro della flangia D1 o Dn2.1 |
| 52 | 52,27 | |
| 49 | 49,40 | |
| 63 | 62,41 | |
| 60 | 59,58 | |
| 65 | 65,28 | |
| 62 | 62,25 | |
| 73 | 72,80 | |
| 70 | 70,13 | |
| 83 | 83,33 | |
| 80 | 80,25 | |
| 99 | 98,99 | |
| 96 | 95,90 | |
| 105 | 105,16 | |
| 102 | 101,73 | |
| 127 | 126,45 | |
| 123 | 123,08 | |
| 153 | 153,35 | |
| 149 | 148,97 | |
| 230 | 229,67 | |
| 225 | 225,09 | |
Tabella No. I: Valori del diametro della flangia per contenitori rotondi
2º.- Formare le ciglia. Ci sono diverse tecniche per formare la scheda che discuteremo più avanti. Le dimensioni della flangia sono legate al tipo di chiusura che vogliamo fare. Quindi sono legati alle misure della flangia del coperchio/fondo e alle dimensioni del contenitore.
La dimensione della flangia deve essere misurata anche dal punto di riferimento, a 2,5 mm dall’estremità, come indicato nel disegno n. 2.
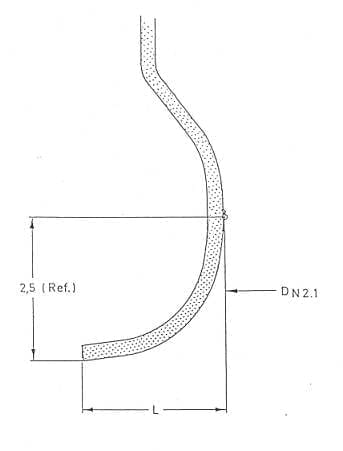
Figura 2: Scheda
La larghezza della flangia rimane la stessa per diversi diametri di contenitori, a condizione che venga applicato lo stesso tipo di chiusura. La tabella II mostra questi valori e le loro tolleranze. Lo standard europeo è stato utilizzato per codificare il tipo di chiusura.
| VALORI DI TAB L | ||
| Tipo di chiusura | Diametro nominale fondo/alto |
Valore del scheda L |
| Mini serratura OIII | 52 – 49 63 – 60 65 – 62 73 – 70 |
2,25 +/- 0,20 |
| Chiusura Mini OII Mini | 53 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,25 +/- 0,20 |
| Bloccaggio standard OI | 54 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| Chiusura standard I | 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| Serratura standard II | 65 – 62 73 – 70 83 – 80 99 – 97 105 – 102 127 – 123 |
2,65 +/- 0,25 |
| Serratura standard III | 153 – 149 | 3,20 +/- 0,25 |
| Chiusura standard IV | 230 – 225 | 3,40 +/- 0,40 |
Tabella II: Valori della flangia in funzione del tipo di chiusura e del diametro del contenitore.
ATTREZZATURA
Le macchine che svolgono questo compito si chiamano “pesñadotas”, sebbene siano anche conosciute come “bordonadoras”. Come abbiamo già detto, piegano leggermente le estremità del corpo, configurando le linguette necessarie per ricevere i coperchi e facilitare l’operazione di chiusura. Ci sono diverse tecniche per fare le ciglia, che possiamo riassumere in quattro.
– Rulina (o mulinello). È il tipo più antico. Fa le linguette piegando le estremità per l’azione di un rullo esterno che agisce girando su una pista o un rullo di diametro maggiore. Il rullo ha una curvatura che corrisponde alla forma esterna della flangia. I corpi si muovono con il loro asse in posizione orizzontale. È applicabile solo per i contenitori cilindrici e la sua velocità di lavoro è bassa. Oggi il suo uso è limitato alle linee di contenitori industriali – linee generali – di grande diametro. Vedi figura nº 3
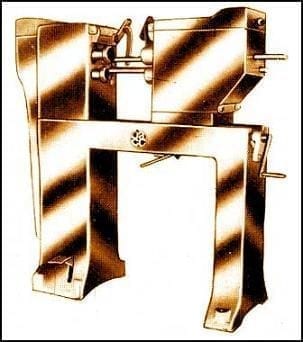
Figura No. 3: Fustellatrice a rullo
– Buffer. Hanno lavorato alla formazione delle ciglia forando le estremità dei corpi con un paio di tamponi. Vedi figura nº 4
Figura n. 4: Dettaglio del profilo di un utensile per la flangiatura dei tamponi
Sono alimentati con l’aiuto di una ruota stellare. Ci sono quelli che lavorano in posizione orizzontale, più vecchio, – vedi figura nº 5 – o verticale. È stata a lungo la tecnica più comune, anche se il suo uso è ora in declino. È generalmente utilizzato per contenitori cilindrici, sebbene sia possibile utilizzarlo anche per corpi oblunghi o rettangolari con grandi raggi agli angoli.

Figura N° 5 : Imbottitrice orizzontale
– Spin. È la forma più moderna. Il suo uso si è diffuso con l’avvento della latta a doppia riduzione. Permette di realizzare la flangia su latta molto sottile e di alta tempra, senza romperla. I tamponi sono sostituiti da testine che hanno una serie di piccoli rulli, inscritti in una circonferenza che coincide con il diametro del contenitore. Il loro numero è quindi in funzione della dimensione del contenitore. Questi rulli o “spin” hanno una silhouette a forma di ciglia. Vedere la figura nº 6.
Figura nº 6: Dettaglio di una “rotazione”.
Gli “spinner” sono montati su un albero su cuscinetti, e quindi ruotano su se stessi quando il mandrino è sottoposto a un movimento di rotazione. Questi giri “a rotazione” possono essere motorizzati o causati dall’attrito contro l’estremità del corpo del contenitore. A causa del suo funzionamento, questa tecnica può essere utilizzata solo su contenitori rotondi e permette alte velocità.
– Spremiagrumi. Accetta schede di qualsiasi forma di contenitore. Agisce per espansione. È quello usato di solito in contenitori rettangolari, o in contenitori con una forma diversa da quella rotonda. In realtà questa tecnica può essere considerata un sottogruppo distinto, che a sua volta si suddivide in due modi diversi di lavorare:
– Piegando – o anche chiamato spremitore puro. La flangia si forma piegando il bordo del corpo sopra le ganasce esterne che lo abbracciano, spinte dalle lame di espansione dell’apertura. Vedere la figura nº 7.
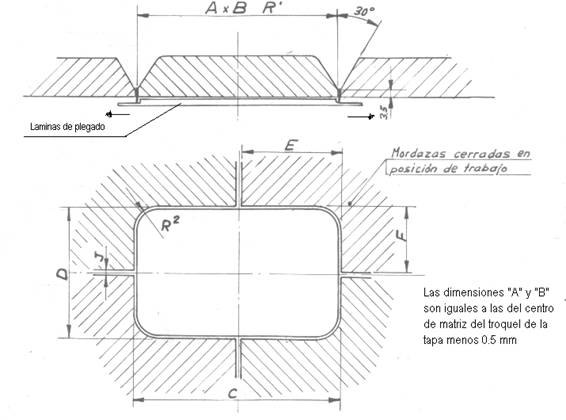
Figura No. 7: stagnatura a spremitura
– Per mezzo di una lavorazione mista, che combina la tecnica della piegatura – espansione – per fogli sui quattro lati rettilinei del contenitore e l’imbottitura sui quattro angoli. Questo rende la scheda non uniforme nel tuo profilo. Nelle parti rettilinee di esso, il raggio è piccolo e la flangia tende all’orizzontale, mentre negli angoli il raggio è più grande e la flangia è più piccola e con una certa inclinazione. Questo è più un problema di apparenza che di qualità. Se la flangia è ben dimensionata, queste variazioni di forma lungo il perimetro non si trasmettono alla chiusura. Dei due sistemi questo è il migliore.
In entrambi i casi è possibile lavorare con il contenitore in posizione orizzontale o verticale. Vedere la figura nº 8 come esempio di una scheda mista orizzontale. Le velocità con questi metodi di flangiatura sono sempre inferiori a quelle ottenute con il tampone o la centrifuga, ma è la tecnica migliore per ottenere una flangia di qualità su contenitori rettangolari.

Figura n. 8: Fustella combinata – “tampone spremitore” – orizzontale
 ASPETTI DA CONSIDERARE NELLA PROGETTAZIONE DI CONTENITORI E CHIUSURE
ASPETTI DA CONSIDERARE NELLA PROGETTAZIONE DI CONTENITORI E CHIUSURE
 TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
TIPI DI ELEMENTI DI FISSAGGIO A SECONDA DELLO SPESSORE DEL METALLO
 PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
 TACCHETTATO DAL RULLO
TACCHETTATO DAL RULLO
 MISURE DI UN UTENSILE DI FLANGIATURA “SPIN”
MISURE DI UN UTENSILE DI FLANGIATURA “SPIN”
 SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
SCHEDA TECNICA DEL PRODOTTO: IMBALLAGGIO “TRE PEZZI”.
 GUARNIZIONI PER CONTENITORI DI SALSICCE
GUARNIZIONI PER CONTENITORI DI SALSICCE
 IMBALLAGGIO A DUE PEZZI DRD
IMBALLAGGIO A DUE PEZZI DRD
 INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE




0 commenti