
INTRODUZIONE
Nella maggior parte degli imballaggi alimentari, l’aria all’interno del contenitore viene rimossa dopo il riempimento. L’obiettivo è la soppressione dell’ossigeno, origine di diversi processi di degenerazione del contenuto. Un modo efficace per rimuovere quest’aria è generare un vuoto nello spazio libero (spazio di testa del contenitore). Ci sono diversi modi per raggiungere questo vuoto. Come ad esempio:
– Riempire al massimo (senza spazio di testa) e a caldo. Quando il prodotto si raffredda, si restringe e si ottiene una camera a vuoto.
– Iniettare il vapore nello spazio di testa. Sposta l’aria e quando si condensa, quando si raffredda, si genera lo stesso effetto.
– Per mezzo del vuoto meccanico. A questo scopo, il contenitore deve essere sigillato in un contenitore chiuso ed ermetico in cui si crea un vuoto adeguato, quindi anche all’interno del contenitore, e poi sigillato.
Ci concentreremo su quest’ultimo.
Le aggraffatrici preparate per questo compito hanno la testa di aggraffatura integrata in un involucro ermetico, come abbiamo già detto, collegato a una pompa a vuoto. Una volta che il contenitore da chiudere, riempito di prodotto, è stato messo in posizione di chiusura, la pompa viene attivata e si genera il vuoto nella camera. Una volta raggiunto il valore desiderato, viene effettuata la chiusura. Questo processo è lento, quindi la produzione è bassa e le attrezzature sono costose. È giustificato solo per i prodotti di alto valore di mercato. Esempi tipici sono il latte artificiale, il caffè o certi prodotti a base di carne. In molti casi, un gas inerte, ad esempio l’azoto, viene iniettato dopo che il vuoto è stato creato per mantenere una certa pressione all’interno della confezione in un’atmosfera inattiva.
Per ottenere il vuoto nello spazio di testa del contenitore riempito, è necessario permettere all’aria intrappolata nel contenitore di uscire facilmente. Il coperchio è già in posizione di pre-chiusura, cioè con la flangia del coperchio appoggiata sulla flangia del contenitore. Questa disposizione può ostacolare l’estrazione dell’aria perché il coperchio funge da otturatore. La flangia del coperchio si adatta alla flangia del corpo del contenitore lungo due circonferenze: a) Il primo definito dal bordo della flangia al suo contatto con la zona gommata dell’ala. B) Il secondo determinato dall’adattamento della parete della ciotola del coperchio alla base della flangia. Pertanto, è necessario sollevare leggermente il coperchio in modo che si crei una scanalatura tra la flangia e la flangia.
Questo effetto si ottiene facendo una serie di tacche sull’ala. Queste tacche sono quelle che poggiano sulla flangia, lasciando il resto della periferia dell’ala sollevata e quindi con passaggio libero per l’uscita dell’aria dallo spazio di testa. Queste tacche sono chiamate “fossette”, una denominazione usata anche nell’industria di lingua spagnola.
Entriamo ora nel motivo di base di questo lavoro, che si concentra sui diversi tipi di tacche (“semplici”) che si possono usare e su come farle.
TACCHE CIRCOLARI AL CENTRO DELLA FLANGIA DEL COPERCHIO
Al centro della flangia, una serie di piccoli intarsi circolari, profondi circa 0,35 mm. e con un diametro di 2,4. Il loro numero dipende dal diametro del tappo, ma in ogni caso un minimo di 6 a 60º per tappi con un diametro inferiore a 100 mm e da 8 a 45º per tappi più grandi di questo valore. Vedere il disegno nº 1. Pertanto, sul lato interno dell’ala ci sono una serie di sporgenze, che anche se l’applicazione della guarnizione di gomma ammorbidisce un po’ il loro rilievo, sono chiaramente visibili.
Disegno n. 1: Dimensioni di una tacca sulla flangia del coperchio
Quando il coperchio viene messo sulla flangia del contenitore prima della chiusura, questi punti in rilievo sono quelli che si appoggiano all’estremità della flangia. Quindi la flangia del coperchio è leggermente rialzata rispetto al coperchio. In questo modo è possibile estrarre l’aria contenuta nello spazio di testa, producendo il vuoto corrispondente.
Per aiutare in questa funzione, è consigliabile che la flangia del contenitore sia ben inclinata, almeno 7º 30′, in modo che il contatto tra le tacche e la flangia sia puntuale, proprio all’estremità di quest’ultima. Così, l’ostacolo all’uscita dell’aria sarà minimo.
Queste tacche sono fatte durante la fustellatura del coperchio. Per fare questo, i seguenti contributi devono essere fatti sul dado:
– Die center ring” (parte inferiore fissa dello stampo): fare una serie di alloggiamenti che fungeranno da femmina nello stampo.
– Anello espulsore (parte superiore mobile della matrice): montare lo stesso numero di piccole anime. Vedere il disegno nº 2. Questa parte deve anche essere dotata di un sistema di guida per garantire che non ruoti o si sposti.
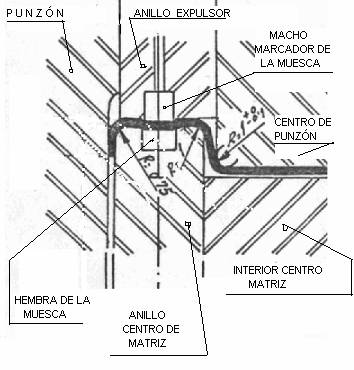
Disegno n. 2: Dettaglio su uno stampo di parti che formano l’intaglio
L'”anello di espulsione” è una parte che in condizioni normali mantiene un certo gioco per facilitare il suo movimento all’interno della matrice. Ma in questo caso, essendo il portatore dei maschi a marcare i punti sull’ala, è necessario assicurare il loro esatto posizionamento. Pertanto, è necessario aggiungere una coppia di aste di guida. Vedere il disegno nº 3
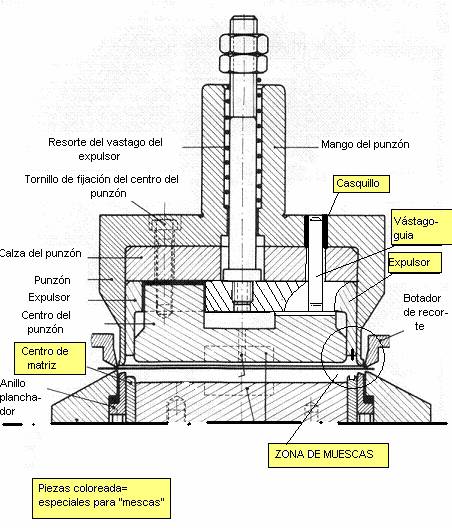
Disegno No. 3: matrice d’espulsione modificata con perni guida
Questo sistema di generazione delle tacche ha il vantaggio di una provata affidabilità, perché anche se hanno poco rilievo, quando si appoggiano sul bordo della flangia del contenitore, garantiscono un canale di uscita. D’altra parte, ha lo svantaggio, rispetto ad altri sistemi, di essere abbastanza complesso nella preparazione della matrice. La realizzazione dell’insieme di coppie maschio-femmina è un compito che richiede molta precisione. Anche la piccolezza dei rubinetti rende facile danneggiarli durante la lavorazione dello stampo.
TACCHE SEMITONDE NELLA LARGHEZZA DELLA FLANGIA
Le tacche semicircolari sono realizzate su tutta la larghezza della flangia, in un numero simile al caso precedente – tra 6 e 8, a seconda del diametro – e distribuite simmetricamente. La profondità delle tacche è di solito 0,35 mm, cioè la stessa delle tacche circolari. La sua larghezza è di circa 3 o 3,5 mm. Vedere il disegno nº 4. In questo modo, sul lato interno della flangia appaiono delle nervature radiali che emergono sul composto di chiusura. Svolgono una funzione analoga al caso delle smorfie circolari in termini di azione di fare il vuoto.
La raccomandazione relativa all’angolo di inclinazione della flangia si applica anche qui.
Disegno n. 4: Posizione di una tacca semitonda sulla flangia di un coperchio
Per renderli “semplici”, basta lavorare nella parte superiore dell'”anello centrale della matrice”, le scanalature corrispondenti. Le sue dimensioni sono riportate nel disegno n. 5. Non c’è bisogno di montare alcun tipo di rubinetto sull'”anello di espulsione”, poiché la banda stagnata copia la forma della carcassa durante il disegno del tappo.
Disegno n. 5: Lavorazione della parte superiore della matrice dell’anello centrale
Questo modo di formare le tacche a vuoto ha il vantaggio della semplicità nella preparazione degli utensili. Solo una parte è interessata e quindi non vi è alcuna difficoltà di allineamento con altre parti. Lo stampo non è complicato e mantiene la sua robustezza. D’altra parte, il principale inconveniente rilevato con questo sistema “semplice” è nella chiusura del contenitore. L’arricciatura del coperchio nelle zone delle tacche, ha un’altezza maggiore, il che è logico perché c’è meno deformazione in questi punti -altezza inferiore della ciotola-. A seconda del tipo di aggraffatrice, queste differenze nell’altezza dell’arricciatura sullo stesso coperchio possono causare difficoltà nell’alimentazione e persino problemi nella qualità della saldatura.
TACCHE SULL’ARCO INTERNO DELLA FLANGIA DEL COPERCHIO
In questo caso le tacche sono fatte nell’arco che unisce la flangia con la vasca del coperchio, cioè sul raggio interno della flangia. Hanno una forma semicircolare inclinata. La sua profondità è di 0,6 mm. e la sua lunghezza di 1,5 mm circa, entrambe le medie nella sua posizione inclinata. Nel disegno nº 6 si può vedere la sua posizione. Il loro numero può variare da 6 a 16, a seconda del diametro del coperchio. Con questo tipo di tacche, a differenza delle precedenti, l’appoggio sulla flangia è fatto sul raggio della flangia, invece che sul suo bordo. Quindi l’angolo finale della flangia non è molto importante.
Disegno n. 6: Posizionamento delle tacche nell’arco interno dell’ala
Simile al sistema precedente, la preparazione della matrice per la sua realizzazione, si concentra sulla realizzazione sull'”anello centrale della matrice” di alcune lavorazioni con l’inclinazione e le misure appropriate. Il disegno nº 7 li mostra.
Disegno n. 7: Dettaglio della preparazione dell'”anello centrale della matrice”.
Nel disegno nº 8 si può vedere come funziona l’utensile e come si forma la tacca.
Il vantaggio di questo tipo di “semplice” è, come il precedente, la facilità nella preparazione della matrice, perché è di nuovo un unico pezzo – anello centrale della matrice – che deve essere adatto. Quindi la sua semplicità e la sua forza sono assicurate. Non ci sono svantaggi significativi. Solo visivamente, si possono vedere lievi segni sulla parete del pallone dopo la chiusura. L’aggraffatrice deve anche essere robusta per fornire lo sforzo extra richiesto per schiacciare queste tacche.
PREPARAZIONE DELL’IMBALLAGGIO
Per ottenere risultati ottimali con qualsiasi tipo di tacche descritte nei punti precedenti, è anche consigliabile adattare il corpo del contenitore all’uso di coperchi con questo tipo di tacche.
Le azioni da intraprendere sui corpi sono le seguenti:
– 1.- Come abbiamo già indicato sopra, è conveniente che la flangia del contenitore sia ben inclinata, almeno 7º 30′, in modo che il contatto tra le tacche e la flangia sia puntuale, proprio alla fine di quest’ultima. Così, l’ostacolo all’uscita dell’aria sarà minimo.
– 2.- È normale che il coperchio aderisca leggermente al corpo. La buona pratica consiglia che il diametro del tappo sia di circa 0,20 mm. più grande di quello all’interno del corpo (anche se questo valore è una funzione della dimensione del contenitore). Tuttavia, nei contenitori che saranno sigillati meccanicamente sotto vuoto, usando tacche, questa regolazione deve essere opposta, cioè ci deve essere uno spazio libero tra il coperchio e il corpo del contenitore. Il diametro del corpo deve essere circa 0,30 mm più grande del diametro del coperchio. La ragione di questo è di evitare che il coperchio agisca come una saracinesca, permettendo all’aria di uscire tra i due. Questo non significa che bisogna dare più materiale allo sviluppo del corpo per ottenere un diametro maggiore. La stessa dimensione di sviluppo del cilindro è usata come in un caso normale, e quindi anche lo stesso diametro iniziale. Il suo allargamento si ottiene allargando il diametro dello strumento di flangiatura – tampone – di questa quantità, e quindi svasando il corpo alla sua estremità durante l’operazione di flangiatura.
– 3.- In alcuni casi, le fessure sono utilizzate nella flangia del corpo come complemento a quelle “semplici”. Queste rientranze hanno una profondità da 1 a 1,5 mm e un profilo arrotondato. Sono posizionati radialmente. Vengono eseguiti nell’operazione di flangiatura modificando il pad di flangiatura di conseguenza. Il loro numero deve essere sempre diverso da quello dei “semplici” in modo che quando si mette il coperchio sul contenitore non coincidano mai tra loro. Questa soluzione può sostituire quella proposta nel nº 2, poiché ottiene lo stesso effetto di rendere l’incastro tra il coperchio e il corpo non ermetico.
 Aggraffatrice sottovuoto con azoto
Aggraffatrice sottovuoto con azoto
 DOPPIA SIGILLATURA DI CONTENITORI RETTANGOLARI
DOPPIA SIGILLATURA DI CONTENITORI RETTANGOLARI
 IMBALLAGGIO DI COPERCHI E FONDI
IMBALLAGGIO DI COPERCHI E FONDI
 STAMPAGGIO A INIEZIONE DI FONDI ROTONDI
IL RICCIOLO NEI TAPPI
STAMPAGGIO A INIEZIONE DI FONDI ROTONDI
IL RICCIOLO NEI TAPPI
 MONTAGGIO DI GHIANDOLE DI PLASTICA
MONTAGGIO DI GHIANDOLE DI PLASTICA
 SCHEDA TECNICA DEL PRODOTTO: COPERCHI
SCHEDA TECNICA DEL PRODOTTO: COPERCHI
 EVOLUZIONE DEL PROFILO DEI FONDI Ø99
EVOLUZIONE DEL PROFILO DEI FONDI Ø99
 SPECIFICHE DELLA BANDA STAGNATA PER I COPERCHI
SPECIFICHE DELLA BANDA STAGNATA PER I COPERCHI



0 commenti