धातु के कंटेनरों की बॉडी के पार्श्व सीम की इलेक्ट्रिक वेल्डिंग, ढक्कन और तली के बंद होने के साथ, महत्वपूर्ण बिंदु है जहां विनिर्माण चरण में एक कैन में रिसाव हो सकता है। इस कारण से, उक्त वेल्डिंग के लिए गुणवत्ता सत्यापन प्रणाली बनाए रखना आवश्यक है।
तेजी से, वेल्डिंग मशीनें इलेक्ट्रिक वेल्डिंग के प्रत्येक बिंदु के स्वचालित गुणवत्ता नियंत्रण के प्रभावी साधनों से बेहतर ढंग से सुसज्जित होती हैं, और बेहतर संयुक्त मानक हासिल किए जाते हैं। हालाँकि, कुछ सरल साधनों का होना अच्छा है जो वेल्ड द्वारा स्वीकार किए जाने वाले यांत्रिक प्रतिरोध की जाँच कर सकें। आवधिक नियंत्रण व्यवस्थित विफलताओं की अनुपस्थिति सुनिश्चित करेगा।
इस नियंत्रण को करने की विभिन्न संभावनाएँ हैं, सरल और सस्ते उपकरणों का सहारा लिया जा सकता है, यहाँ तक कि कार्यशाला में ही निर्माण भी संभव है। अन्य बातों के अलावा, हम निम्नलिखित परीक्षणों पर चर्चा करेंगे:
– वेल्ड का घूमना
– वेल्ड की विकृति
– वेल्ड टूटना
पलटना
इस परीक्षण में वेल्डेड बॉडी को अंदर से बाहर की ओर मोड़ना शामिल है, अर्थात वेल्ड के आंतरिक भाग को बाहर की तरफ छोड़ना। इसे “जुर्राब” परीक्षण भी कहा जाता है, क्योंकि कंटेनर को अंदर से बाहर की ओर इस तरह घुमाया जाता है जैसे कि यह एक जुर्राब हो। मोड़ने के लिए उपयोग किया जाने वाला झुकने वाला त्रिज्या 1.5 मिमी के क्रम का छोटा होता है, और इसलिए वेल्डिंग बिंदुओं को महत्वपूर्ण झुकने के प्रयास के अधीन किया जाता है। यदि उनमें से कोई भी दोषपूर्ण है, तो वेल्ड उसी बिंदु पर बंद हो जाता है।
इसके लिए आवश्यक उपकरण बहुत सरल है। यह होते हैं:
– एक निश्चित प्लेट जिस पर शरीर के मोड़ के विपरीत सिरा टिका होता है। इसे ठीक करने के लिए, कंटेनर के शरीर के बराबर व्यास के साथ परिधि के रूप में उक्त प्लेट के कामकाजी चेहरे पर एक स्लॉट बनाया जाता है।
– एक गतिशील सिर, जहां शरीर का वह सिरा डाला जाता है जहां वह मुड़ना शुरू करता है। प्रवेश मार्गदर्शक दीवार में इसके परिचय को सुविधाजनक बनाने के लिए थोड़ा सा झुकाव है, अर्थात, एक काटे गए शंकु के आकार में। इसके आधार का व्यास शरीर के आंतरिक भाग के व्यास के साथ मेल खाता है और एक छोटे त्रिज्या के साथ एक चाप में समाप्त होता है, जैसा कि हमने पहले ही कहा है, लगभग 1.5 मिमी। चित्र क्रमांक 1 देखें
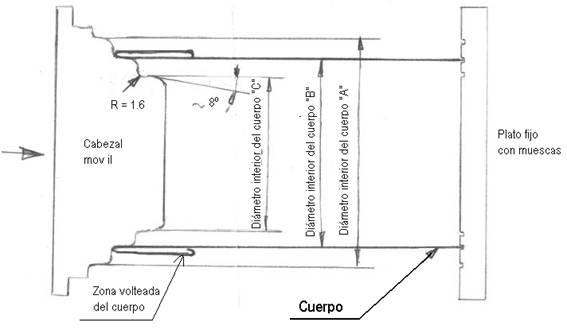
चित्र संख्या 1: बॉडी टर्निंग उपकरण के सक्रिय भाग का योजनाबद्ध चित्रण
परीक्षण के लिए, शरीर के एक सिरे को स्थिर प्लेट पर टिकाया जाता है और दूसरे सिरे को टेलस्टॉक में थोड़ा सा डाला जाता है। उत्तरार्द्ध का जोर, जैसे-जैसे आगे बढ़ता है, शरीर की धातु को बाहर की ओर प्रवाहित करेगा, जिससे मूल दीवार के समानांतर एक नई दीवार बन जाएगी, और मोबाइल हेड की त्रिज्या के बराबर दूरी से इसे अलग कर दिया जाएगा। चित्र संख्या 1 देखें।
इस बहुउद्देशीय उपकरण को बनाने के लिए, फिक्स्ड प्लेट और मोबाइल हेड दोनों को कंटेनर बॉडी के विभिन्न व्यास के लिए तैयार किया जा सकता है, जैसा कि ड्राइंग नंबर 1 में दर्शाया गया है।
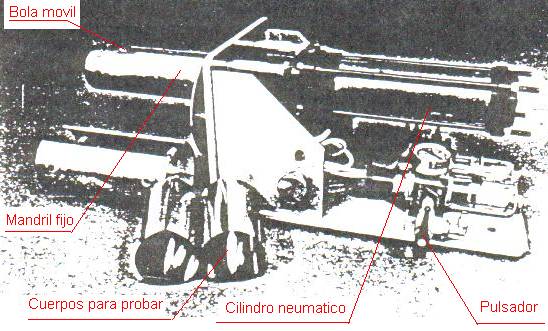
मोबाइल हेड को एक दोहरे प्रभाव वाले वायवीय सिलेंडर द्वारा घुमाया जाता है, जो एक पुश बटन के साथ उपयुक्त कुंजी द्वारा सक्रिय होता है। चित्र संख्या 2 देखें।
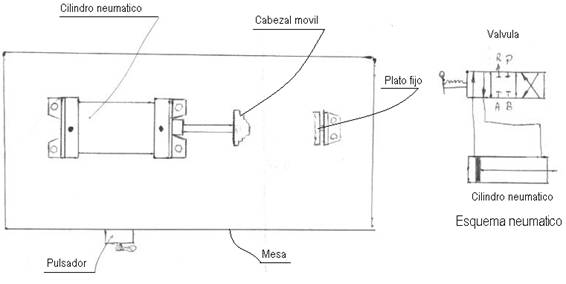
चित्र संख्या 2: टर्निंग उपकरण का सामान्य रेखाचित्र
उपयोग किया जाने वाला वायवीय सिलेंडर मजबूत होना चाहिए, ताकि यह ऑपरेशन के लिए पर्याप्त बल भेज सके, जिसका व्यास कम से कम 50 मिमी और स्ट्रोक शरीर की आधी से कम ऊंचाई का हो। चित्र 3 देखें
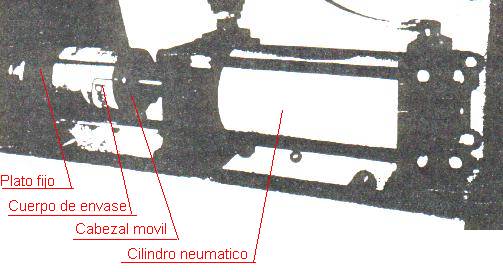
चित्र संख्या 3: बॉडी टर्निंग उपकरण
सेट को क्षैतिज रूप से, छोटी मेज पर या लंबवत रूप से लगाया जा सकता है। बाद के मामले में, स्थिर प्लेट नीचे होगी, एक समर्थन तालिका के रूप में कार्य करेगी।
उलटे हुए पिंडों में कभी-कभी उनके आधार के समानांतर हल्की सी हलचल होती है। वेल्ड के सबसे कमजोर बिंदु सिरों पर होते हैं, इसलिए दोनों को सत्यापित करने के लिए, दोहरा परीक्षण किया जा सकता है, यानी एक छोटे खंड के लिए एक छोर को पलटें और फिर इसे उल्टा करें और दूसरे को मोड़ें। फोटो संख्या 4 में वेल्ड विफलता के कारण दो शवों को पलटते हुए दिखाया गया है।
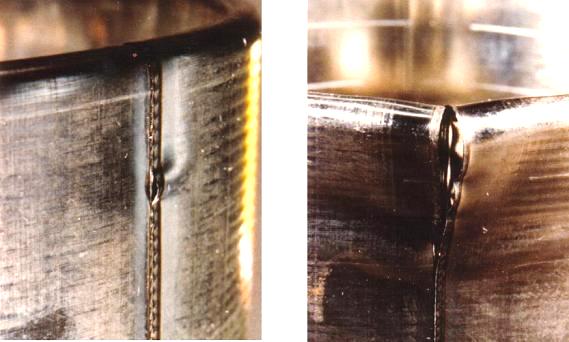
चित्र क्रमांक 4: वेल्डिंग विफलता के कारण पलटे हुए शव
इस परीक्षण को करने का अनुशंसित तरीका है:
– वेल्डर के आउटपुट पर लगातार 10 बॉडी लें और उन्हें नंबर दें।
– वेल्ड की शुरुआत को तय प्लेट पर रखते हुए पहले 5 को चालू करने के लिए आगे बढ़ें।
– शेष 5 को विपरीत स्थिति में, यानी वेल्ड के अंत को निश्चित प्लेट पर रखते हुए, ऑपरेशन को दोहराएं।
– परिणामों का विश्लेषण करें
विकृति
यह पिछले परीक्षण का एक विकल्प है, जिसमें वायवीय रूप से संचालित उपकरण का भी उपयोग किया जाता है। यह अंदर से बाहर तक, इसकी पूरी लंबाई के साथ सीम पर चीरा लगाने की अनुमति देता है, जिससे इस क्षेत्र को स्थायी रूप से विकृत किया जा सकता है। यदि बॉडी की दीवार टूटती है, तो यह वेल्डिंग के कारण नहीं होना चाहिए, क्योंकि यह, यदि इसे सही ढंग से किया गया है, तो ट्यूब के बाकी हिस्सों की तुलना में अधिक प्रतिरोध करता है।
आवश्यक उपकरण, जैसा कि चित्र 5 में दिखाया गया है, में एक आधार होता है जिस पर टुकड़ों का सेट क्षैतिज रूप से लगाया जाता है। ड्राइविंग तत्व एक डबल-एक्टिंग वायवीय सिलेंडर है, जो एक सुरक्षा बटन द्वारा सक्रिय होता है। उक्त सिलेंडर छड़ के सिरे की ओर, एक ऊर्ध्वाधर दीवार पर लगा हुआ है। दीवार के विपरीत दिशा में एक बेलनाकार खराद का धुरा बैठा है, जिसका व्यास कंटेनर के व्यास से थोड़ा छोटा है। सिलेंडर की छड़ मेन्ड्रेल के अंदर चलती है, इसके सिरे पर एक गेंद होती है, जो मेन्ड्रेल के ऊपरी जनरेटर के ऊपर उभरती है, और इसमें बने एक स्लॉट के साथ चलती है। चित्र संख्या 5 देखें।
चित्र संख्या 5: वेल्ड के विरूपण के लिए उपकरण
आगे बढ़ने का तरीका इस प्रकार है:
– लगातार 5 शव लें और उन्हें नंबर दें
– उनमें से प्रत्येक को निश्चित चक में पेश करें। वेल्ड को मैंड्रेल के स्लॉट पर रखा जाना चाहिए और इसका सिरा गेंद के संपर्क में होना चाहिए।
– वायवीय सिलेंडर को सक्रिय करें। गेंद वेल्ड को बाहर धकेलते हुए मैंड्रेल के साथ चलेगी और इस क्षेत्र को विकृत कर देगी
– ट्यूब निकालें और वेल्ड की पट्टी की जांच करें।
चित्र संख्या 6 बॉल असेंबली के साथ मैंड्रेल के एक खंड का एक स्केच दिखाता है। विकृत शरीर मेन्ड्रेल के अंदर आसानी से फिट हो जाता है। जब गेंद शरीर में प्रवेश करती है, तो गेंद के आवरण और मंडल द्वारा निर्धारित ज्यामितीय आकार का विकास, कंटेनर के शरीर के विकास से अधिक होता है, जिससे सीम के क्षेत्र में स्थायी विरूपण होता है।
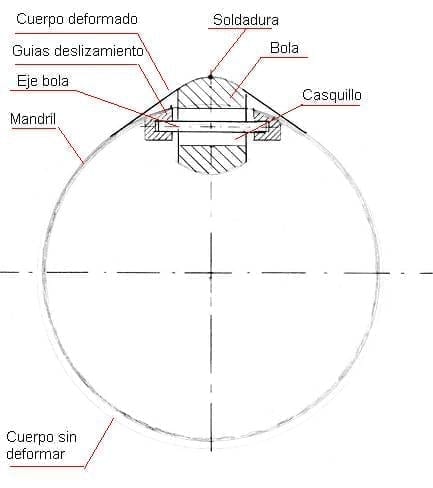
चित्र संख्या 6: विकृत करने वाले उपकरण का अनुभाग
कोई पृथक सोल्डर बिंदु नहीं होना चाहिए। जब शरीर की ऊंचाई वायवीय सिलेंडर के स्ट्रोक से अधिक हो, तो प्रत्येक पर ऑपरेशन दोहराएं, इसे 180º घुमाएं, इस प्रकार अप्रयुक्त सीम का क्षेत्र विकृत हो जाएगा।
आंसू
सीम वेल्ड की गुणवत्ता को सत्यापित करने का दूसरा तरीका इसे शरीर से अलग करना है। इस प्रकार यह परीक्षण करना संभव है कि प्रतिरोध अपने सभी बिंदुओं पर एक समान है या नहीं।
आवश्यक उपकरण:
किसी विशेष उपकरण की आवश्यकता नहीं है, केवल निम्नलिखित सामग्री की आवश्यकता है:
– धातु काटने के लिए, शरीर पर चीरा लगाने के लिए कैंची
– वेल्ड क्षेत्र को फाड़ने के लिए सरौता
– बेलनाकार खराद का धुरा. एक साधारण स्टील सिलेंडर जो एक छोर पर क्षैतिज रूप से समर्थित है, एक कार्यक्षेत्र पर लगाया गया है। इसका बाहरी व्यास कंटेनर के व्यास से कुछ छोटा होगा। इसका उपयोग सीवन के फटने के दौरान नाव के शरीर के लिए समर्थन के रूप में किया जाता है।
सत्यापन विधि:
– वेल्डर से लगातार 6 ट्यूब लें और उन्हें नंबर दें।
– तीन ट्यूबों के अगले हिस्से पर और अन्य तीन के पिछले हिस्से पर वेल्डिंग इस प्रकार करें:
o धातु की कैंची की सहायता से वेल्ड के सिरे के प्रत्येक तरफ दो त्रिकोणीय चीरे बनाएं। चित्र संख्या 7, चरण 1 और 2 देखें
o चीरे वाले क्षेत्र को बाहर की ओर उठाते हुए मोड़ें। चित्र क्रमांक 7 का चरण 3। शरीर को सपोर्ट मेन्ड्रेल पर अंदर और ऊपर की ओर मुड़े हुए हिस्से के साथ पेश करें।
o सरौता की सहायता से, लगभग 60º से 80º के कर्षण कोण का सम्मान करते हुए, कटे हुए क्षेत्र को सीम की दिशा में खींचें। चरण 4। वेल्ड को पूरी तरह से, यानी शरीर की पूरी ऊंचाई के साथ, निकलना चाहिए। यदि यह केवल एक खंड को फाड़ता है, तो यह इंगित करता है कि यह सही नहीं है।
o फटे वेल्ड की जांच करें और इसे कई बिंदुओं पर बार-बार मोड़ें और टूटने की ताकत की जांच करें। इसे बिना टूटे लगातार मुड़ने का विरोध करना चाहिए।
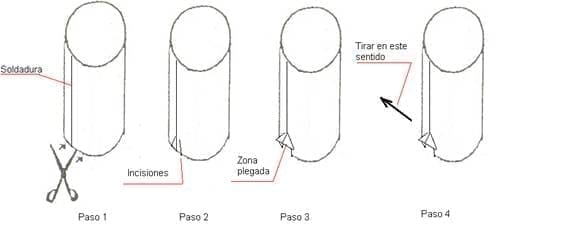
चित्र संख्या 7: वेल्डिंग फाड़ने की कार्रवाई के लिए चरण
बाज़ार में अन्य प्रकार के उपकरण हैं जो समान कार्य करने के लिए डिज़ाइन किए गए हैं, लेकिन यहां बताए गए उपकरणों के साथ यह पूरी तरह से किया जा सकता है।
“पलटना” और “विरूपण” तुलनीय परीक्षण हैं, इसलिए “आंसू” के अलावा, उनमें से एक होना पर्याप्त है।
 वेल्डिंग में इलेक्ट्रोस्टैटिक पाउडर कोटिंग परत क्या है?
वेल्डिंग में इलेक्ट्रोस्टैटिक पाउडर कोटिंग परत क्या है?
 विमा वेल्डिंग क्या है?
विमा वेल्डिंग क्या है?
 एक कंटेनर का रेडियल प्रतिरोध क्या है?
एक कंटेनर का रेडियल प्रतिरोध क्या है?
 कैन वेल्डिंग में फिशटेल दोष
आपके साउंड्रोनिक वेल्डर पर कोल्ड वेल्डिंग की समस्या
कैन वेल्डिंग में फिशटेल दोष
आपके साउंड्रोनिक वेल्डर पर कोल्ड वेल्डिंग की समस्या
 वेल्डिंग की समस्या हो सकती है
वेल्डिंग की समस्या हो सकती है
 इलेक्ट्रिक वेल्डिंग में आंतरिक वार्निश शुल्क
शीव्स के साथ प्रतिरोध वेल्डिंग
इलेक्ट्रिक वेल्डिंग में आंतरिक वार्निश शुल्क
शीव्स के साथ प्रतिरोध वेल्डिंग
 वेल्डिंग मशीनों में वायर सर्किट में सुधार
वेल्डिंग मशीनों में वायर सर्किट में सुधार
 विद्युत वेल्डिंग
विद्युत वेल्डिंग



0 Comments