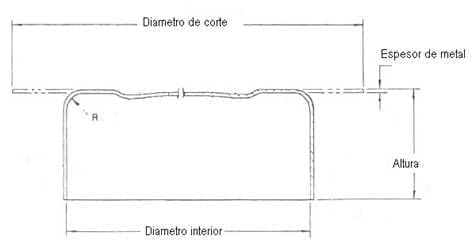
Figure nº 1 : Forme de la capsule à la sortie de la presse
L’étape suivante consiste à préparer le rebord du couvercle, en lui donnant une boucle pour lui donner de la consistance, et quelques clous pour fixer le couvercle sur le bocal en verre.
Cette opération se déroule en deux étapes. Dans le premier, la formation des boucles commence vers l’intérieur. Ceci est réalisé au moyen d’une machine spéciale. L’organe de travail de base de cette machine est une tête de formage avec des rouleaux, montés sur des arbres tournant librement, qui agissent sur le bord de la capsule obtenue dans la presse. En tournant le couvercle, le bord est roulé vers l’intérieur. Voir figure nº 2
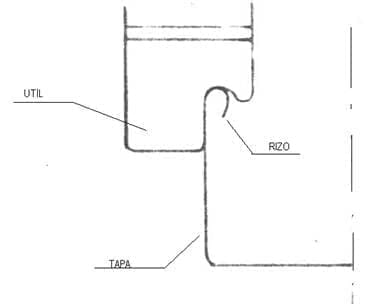
Figure 2 : Formation des boucles
La largeur de la boucle formée est d’environ un millimètre. La tête de curling comporte généralement trois rouleaux de curling montés à 120º, couplés au moyen d’une paire de roulements avec leurs supports, sur une plaque de base. L’ensemble des rouleaux peut être réglé en fonction de la race au moyen d’une vis. Une section verticale partielle de cette tête est représentée sur le dessin n° 3.
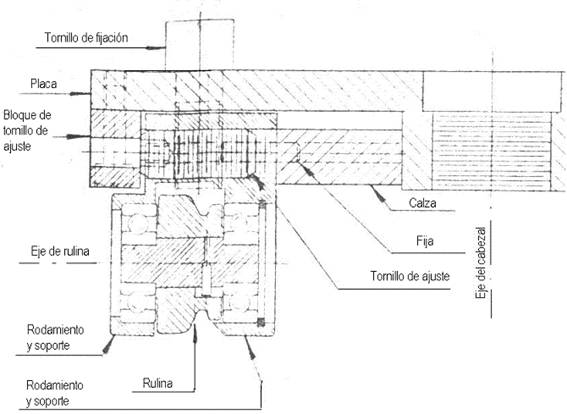
Figure 3 : Coupe verticale partielle d’une tête de curling.
La séquence est la suivante : la capsule obtenue dans la presse entre dans une plaque inférieure, située sous la tête du porte-rouleau, au moyen d’un mécanisme en forme d’étoile. Lorsque le mandrin est soulevé, son bord touche la courbe d’entrée de la gorge des rouleaux qui tournent en transportant la capsule. Lorsque la plaque s’élève, la boucle est générée. La capsule doit tenir dans le plat. Pour ce faire, le diamètre intérieur du plat est inférieur de 0,05 mm au diamètre extérieur de la capsule. Pour l’empêcher de glisser sur la plaque, un disque en caoutchouc est placé sur le fond de la plaque pour augmenter la friction. Voir figure nº 4
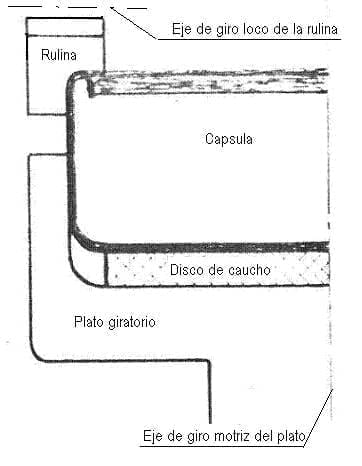
Figure n°4 : Schéma de la tête de formation de la boucle
Dans l’étape suivante, qui peut être située dans la même machine ou dans une autre, une autre tête spéciale termine l’opération. Voir figure n° 5. La capsule est centrée sur une plaque au moyen d’une pièce externe en forme de cloche (1), dont la partie centrale, sur laquelle la capsule est placée, a un mouvement vertical (pièce 2). Dans son ascension, il introduit le chapeau avec la boucle initiale dans une tête en le martelant contre un anneau avec une rainure (partie 6), ce qui complète sa formation.
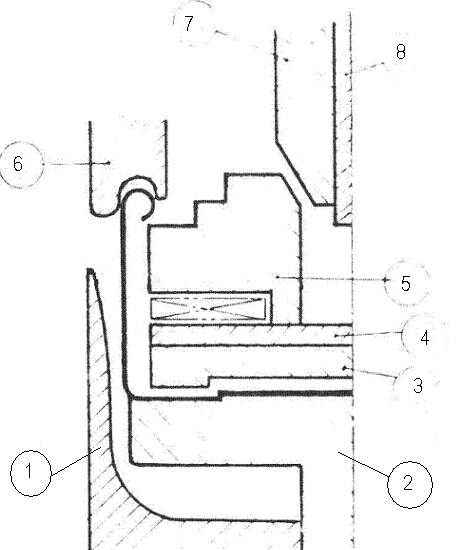
Figure n°5 : Position initiale de la tête de finition de la boucle et de la tête de formation des ongles
La figure n°6 montre une section partielle d’un couvercle avec sa boucle finie.

Figure 6 : Forme finale de la boucle
Lorsque le couvercle est relevé, il soulève les parties 3, 4 et 5 de la tête. Dans celui-ci, un cône central (pièce nº 7) agit sur certains doigts (pièce nº 5) autant que d’ongles que l’on souhaite pour le couvercle, en les élargissant vers l’extérieur dans une direction radiale. Lorsque la plaque a fini de monter, ces doigts vont aplatir la boucle formant les ongles. Voir figure n° 7. Avant que la plaque ne commence sa descente, les doigts se contractent au moyen de ressorts, permettant au couvercle de sortir.
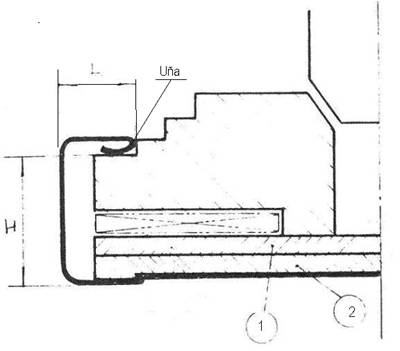
Figure n° 7 : Position finale de la tête de finition de la boucle et de formation des ongles
Les mesures fondamentales pour que les clous remplissent leur fonction d’adaptation à la finition du goulot de la bouteille en verre sont H (hauteur jusqu’au panneau central du couvercle) et L (largeur ou longueur du clou). Si la hauteur H doit être augmentée, une fine cale doit être placée entre les parties 1 et 2 de la figure 7.
En fonction de la vitesse de production souhaitée, une ou plusieurs unités de frisage peuvent être installées et les capsules peuvent être alimentées par des roues à étoiles ou de manière linéaire. La figure 8 montre une section complète de la partie supérieure d’une tête de finition de boucles et de formation d’ongles.
Figure n° 8 : Tête de finition pour le curling et le façonnage des ongles
Les pièces qui composent cette tête sont :
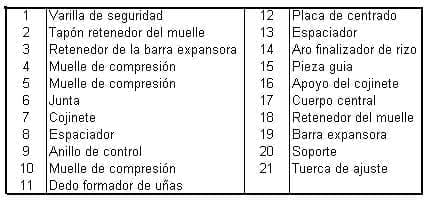
Les parties marquées d’un * changent en fonction de la taille de la capsule.
L’étape suivante de la fabrication consiste à appliquer le composé à l’intérieur du couvercle et à le faire cuire correctement.
 service de formation à la théorie du formage des récipients en fer blanc
fabricants de bidons de jauges de mesure
Capuchons vissés de 63 mm
service de formation à la théorie du formage des récipients en fer blanc
fabricants de bidons de jauges de mesure
Capuchons vissés de 63 mm
 L’OXYDATION EXTERNE SUR LES BOUCHONS À VISSER
L’OXYDATION EXTERNE SUR LES BOUCHONS À VISSER
 CONTRÔLE DE LA QUALITÉ DES AÉROSOLS DÔMES À VALVE À BOUCLES
CONTRÔLE DE LA QUALITÉ DES AÉROSOLS DÔMES À VALVE À BOUCLES
 LE BOUCLAGE DU FOND SUR LA MACHINE À COLLER
LE BOUCLAGE DU FOND SUR LA MACHINE À COLLER
 FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
FILIÈRE SPÉCIALE POUR LES FONDS AVEC BOUCLE INCORPORÉE
 CONTRÔLE DES CAPUCHONS DANS LES MATRICES
CONTRÔLE DES CAPUCHONS DANS LES MATRICES
 LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES



0 Comments