
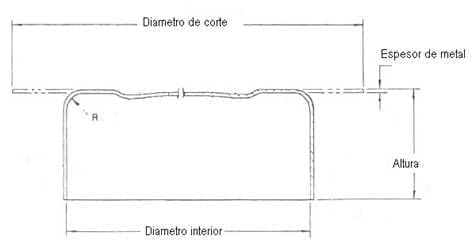
Figura nº 1: Forma da cápsula à saída da prensa
O passo seguinte é preparar o aro da tampa, dando-lhe uma ondulação para lhe dar consistência, e alguns pregos para fixar a tampa no frasco de vidro.
Esta operação é realizada em duas etapas. Na primeira, a formação da ondulação começa para dentro. Isto é conseguido por meio de uma máquina especial. O órgão básico de trabalho desta máquina é uma cabeça formadora com rolos, montados em eixos de rotação livre, que actuam sobre a borda da cápsula obtida na prensa. Ao girar a tampa, a borda é enrolada para dentro. Ver figura nº 2
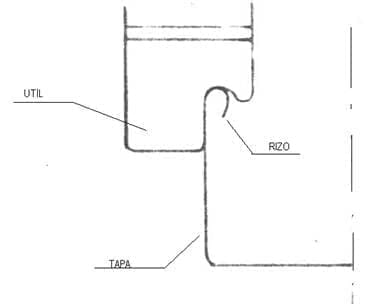
Figura 2: Formação de caracóis
A largura do encaracolado formado é de aproximadamente um milímetro. A cabeça de encaracolar geralmente tem três rolos de encaracolar montados a 120º, acoplados por meio de um par de rolamentos com seus suportes, sobre uma placa de base. O conjunto de rolos pode ser ajustado racialmente através de um parafuso. Uma secção vertical parcial desta cabeça é mostrada no desenho nº 3.
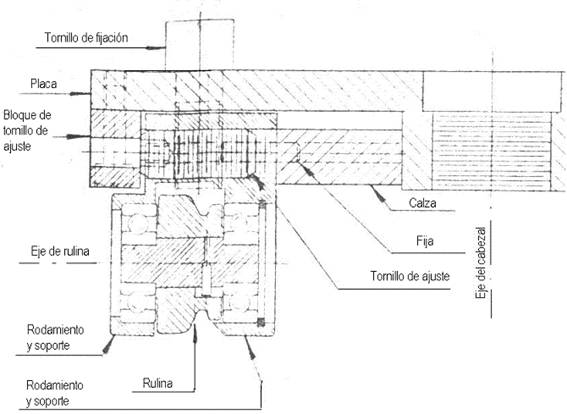
Figura 3: Secção vertical parcial de uma cabeça de encaracolar.
A sequência é a seguinte: a cápsula obtida na prensa entra numa placa inferior, localizada por baixo da cabeça porta-rolo, através de um mecanismo em forma de estrela. Quando o mandril é levantado, a borda do mandril toca na curva de entrada da garganta dos rolos enquanto gira enquanto carrega a cápsula. À medida que a placa sobe, o encaracolamento é gerado. A cápsula deve caber no prato. Isto é conseguido tornando o diâmetro interno do prato 0,05 mm menor do que o diâmetro externo da cápsula. Para evitar que escorregue na placa, um disco de borracha é colocado no fundo da placa para aumentar o atrito. Ver figura nº 4
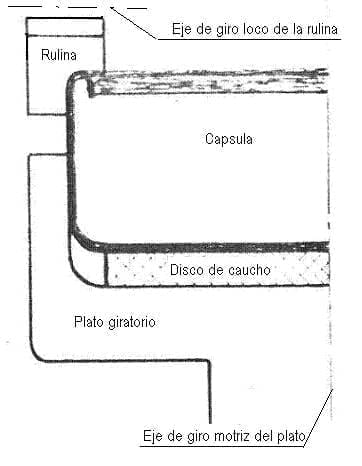
Figura nº 4: Esquema da cabeça formadora de caracóis
No passo seguinte, que pode ser localizado na mesma máquina ou em uma diferente, outra cabeça especial termina a operação. Ver figura nº 5. A cápsula é centrada numa placa por meio de uma peça externa em forma de sino (1). A parte central desta placa, sobre a qual a cápsula é colocada, tem um movimento vertical (peça 2). Na sua subida, introduz a tampa com o enrolamento inicial numa cabeça martelando-a contra um anel com uma ranhura (Parte 6), que completa a sua formação.
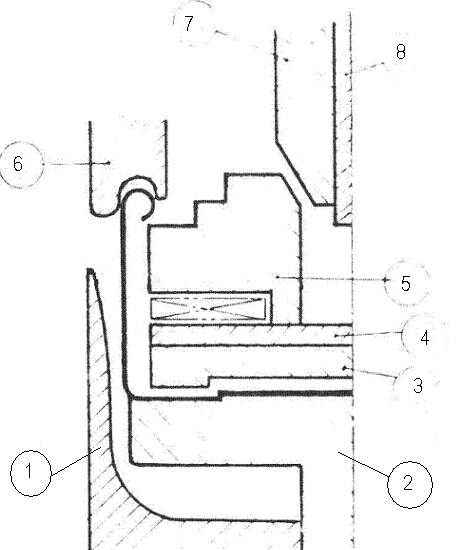
Figura n.º 5: Posição inicial da cabeça de acabamento do caracol e da cabeça formadora de pregos
A figura nº 6 mostra uma secção parcial de uma tampa com o seu cacho acabado.

Figura 6: Forma final do encaracolamento
Quando a tampa é levantada, ela levanta as partes 3, 4 e 5 da cabeça. Nele, um cone central (peça nº 7) actua sobre alguns dedos (peças nº 5) tantos quantos os pregos que queremos que a tampa tenha, expandindo-os para fora no sentido radial. Quando a placa terminar de subir, estes dedos achatarão o encaracolamento formando os pregos. Ver figura nº 7. Antes da placa começar a sua descida, os dedos contraem-se por meio de molas, permitindo que a tampa saia.
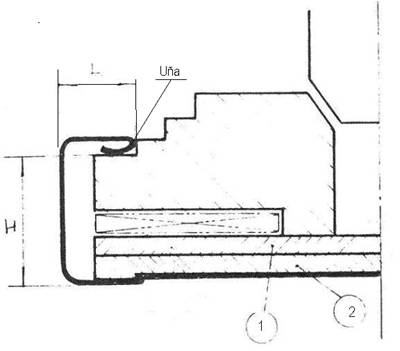
Figura nº 7: Posição final do acabamento da ondulação e da cabeça formadora de pregos
As medidas fundamentais para que os pregos cumpram a sua função de encaixar o acabamento da boca da garrafa de vidro são H (altura até ao painel central da tampa) e L (largura ou comprimento do prego). Se a altura H for aumentada, deve ser colocado um calço fino entre as partes 1 e 2 da figura 7.
Dependendo da velocidade de produção desejada, podem ser instaladas uma ou mais unidades de encaracolamento e as cápsulas podem ser alimentadas por starwheels ou de uma forma linear. A Figura 8 mostra uma secção completa da parte superior de um acabamento de ondulação e cabeça formadora de pregos.
Figura n.º 8: Cabeça de acabamento de encaracolamento e modelagem de pregos
As peças que compõem esta cabeça são:
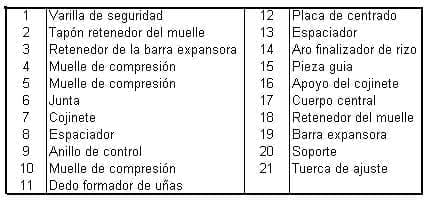
As peças marcadas com * mudam com o tamanho da cápsula.
O próximo passo na fabricação é aplicar o composto no interior da tampa e assá-lo adequadamente.









0 comentários