– Chronologie
– Principes de base du soudage électrique
1º.- CHRONOLOGIE
a) DÉBUT
Au début des années 60 du siècle dernier, deux procédés de soudage différents sans alliage ont été développés plus ou moins simultanément, à des fins commerciales, pour joindre les bords latéraux des corps de boîtes « en trois parties ».
Ce procédé de soudage est basé sur l’alimentation des zones à assembler avec une certaine quantité d’énergie dans un temps donné. Cette énergie est transformée en chaleur capable de faire fondre les pièces métalliques à souder. L’apport d’énergie se fait au moyen d’un courant électrique et le processus non enchaîné est très bien étudié par les lois de la physique.
Continental Can a introduit le « Conoweld ». Cette technique a d’abord été utilisée pour la production de boîtes de boisson en acier avec chromage électrolytique (TFS). Pour réaliser des soudures satisfaisantes avec les premières machines, la surface de l’acier devait être exempte de chromage sur une largeur d’environ 2 mm. de chaque côté des bords formant le joint.
À peu près à la même époque, la société suisse Soudronic AG a introduit des soudeuses électriques semi-automatiques pour le fer blanc. Ces premières machines de soudage Soudronic étaient utilisées dans la fabrication de grands récipients métalliques pour des produits généraux. Les coutures latérales se chevauchaient jusqu’à 4,5 mm, produisant ce que l’on a appelé une soudure « papillon » (voir la figure ci-dessous). Cette soudure « Batterfly » n’était pas adaptée aux emballages alimentaires, car il s’est avéré très difficile de vernir les bords tranchants de la soudure. L’épaisseur de ce type de soudure était telle qu’elle ne pouvait pas être recouverte d’une couche de vernis, quelle que soit la charge de vernis.
b) DÉVELOPPEMENT DU SOUDAGE SOUDRONIQUE
Au milieu des années 60, Soudronic avait introduit des machines entièrement automatiques pour la production de corps de boîtes de conserve de moyenne et grande taille. En 1969, la société a introduit des machines à plus grande vitesse pour la fabrication de bombes aérosols, produisant 200 unités par minute. Cependant, la contribution la plus importante a peut-être été apportée en 1975, avec le système de soudage des mâts en fil (WIMA). Cette technique implique l’utilisation d’un fil de cuivre étiré et aplati, de sorte que la surface de contact dans la zone de soudure est augmentée, produisant une soudure plus solide et adéquate, avec un chevauchement de seulement 1 mm de large (voir figure l). Soudronic a développé l’utilisation du fil de cuivre, comme électrode intermédiaire entre la soudure de la boîte et les molettes de soudage en cuivre, pour résoudre le problème de la contamination de la surface des électrodes et ses effets sur la qualité de la soudure. Comme le fil n’est pas réutilisé, la contamination de l’électrode n’est plus un problème. D’autre part, les déchets de fil métallique ont une valeur économique élevée. Les poulies ont été montées à un angle de 2° pour chanfreiner légèrement le bord de la couture afin de réduire le pas et de rendre la couture plus facile à repeindre.
Ces améliorations ont permis aux fabricants de boîtes de produire pour la première fois des boîtes à serti latéral non allié destinées à l’industrie alimentaire et à d’autres applications exigeantes.
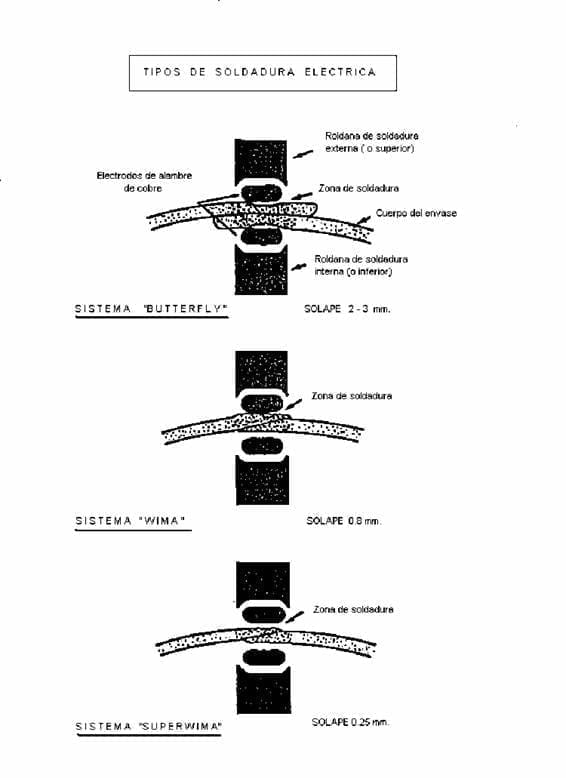
Figure 1 : Différents types de soudage électrique à la molette
En 1978, le système de soudage SUPEWIMA a été introduit. Ce développement du procédé de soudage nécessite un chevauchement de seulement 0,15-0,3 mm au niveau de la soudure latérale. Autres avantages : réduction de la zone de soudure affectée par la chaleur, moins de durcissement et réduction de l’épaisseur du joint (environ 1,2 x l’épaisseur de la plaque). Outre une plus grande efficacité dans le processus de scellage, les machines ont été améliorées en termes de vitesse de fonctionnement, pouvant produire plus de 500 récipients par minute.
Le système de base des machines de fabrication de carrosserie de Soudronic comprend un système d’alimentation des corps plats, un système d’ébavurage des corps plats, une unité d’enroulement et la station de soudage. Dans ces derniers se trouvent les bras, qui soutiennent les rouleaux. Dans le bras inférieur sont incorporés tous les systèmes de conduits pour les différentes fonctions (fil de cuivre, refroidissement, azote, vernis…). Voir figure 2. La machine de production de corps de boîtes peut également être équipée d’une unité de coupe pour les corps de boîtes à double ou triple hauteur, d’un système intégré de soudage sous atmosphère inerte pour empêcher la formation de rouille et d’une unité de peinture des joints latéraux pour l’intérieur et l’extérieur du corps de boîte.
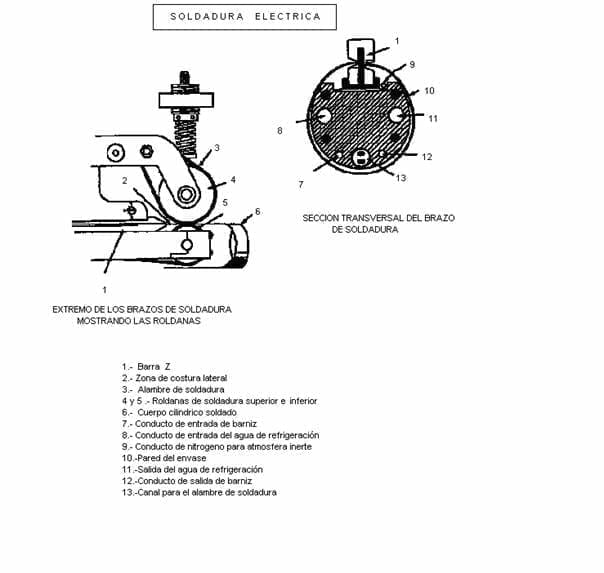
Figure 2 : Gros plan sur les extrémités des bras
Une fois le corps du conteneur formé, il est introduit mécaniquement dans la station de soudage, où le chevauchement est maintenu constant. La technique utilisée dans le soudage soudronique est simplement un procédé de soudage par décharge continue.
Dans les procédés WIMA et SUPERWIMA, la température du corps dépasse 900°C pour garantir un dépassement efficace de la phase solide du métal le long de la soudure. Toutefois, cette température est nettement inférieure à celle obtenue avec les modèles précédents.
Le système Soudronic utilise une entrée CA sinusoïdale. Une machine de 50 Hertz produit 100 décharges (soudures par points) par seconde, et une machine de 500 Hertz en produit 1 000 dans le même laps de temps.
Comme nous l’avons déjà mentionné, l’incorporation d’une unité de coupe dans la machine à souder permet également de souder des corps à double hauteur. En outre, cela peut augmenter la production avec des fréquences de soudage plus basses, ou permettre de fabriquer des corps plus courts, que la machine ne pourrait pas traiter autrement. Si le conteneur doit être muni d’une corde ou d’une encoche, la soudure est réalisée sous atmosphère de gaz inerte, car la soudure doit être exempte de rouille. La formation d’un film d’oxyde serait très négative, car il pourrait se décoller lors d’un processus ultérieur. Le repeinturage ultérieur de la zone de soudure est effectué car le procédé ne permet pas l’application de vernis sur une feuille plane dans la zone de soudure, car cela entraverait le passage du courant. Ce vernis est ensuite durci sur la chaîne de production.
Soudronic est un leader mondial dans le domaine du soudage électrique des soudures latérales, avec des milliers d’unités différentes opérant dans le monde entier.
2º – LES BASES DU SOUDAGE ÉLECTRIQUE
1º.- SCHÉMA DE BASE D’UN POINT
Un point de soudure est créé lorsque le métal fond sous l’action de la chaleur développée par le passage d’un courant élevé à faible différence de puissance.
Bien qu’il existe deux types de courant, le courant continu et le courant alternatif, nous savons que celui qui est utilisé normalement est le second. Le courant alternatif ( abrégé AC en anglais et AC en espagnol) est le courant électrique dont l’amplitude et la direction varient de façon cyclique. La forme d’onde de courant alternatif la plus couramment utilisée est celle d’une onde sinusoïdale, car elle permet une transmission plus efficace de l’énergie. Afin d’obtenir un nombre élevé de points de soudure par unité de temps, la fréquence du courant alternatif utilisé est augmentée. Expliquons un peu plus le processus.
Le courant alternatif à la fréquence d’alimentation normale du réseau industriel atteint la machine à souder, qui l’introduit dans un convertisseur de fréquence, l’augmentant ainsi d’un nombre important de Hertz. Ainsi, par exemple, dans un cas spécifique, la sortie du convertisseur passe de 50 Hertz/seconde – fréquence d’alimentation – à 500 Hertz/seconde – sortie du convertisseur.
L’intensité du courant au moment de la soudure se situe entre 1500 et 2000 ampères et la différence de tension ou de potentiel est d’environ 4,5 – 6,5 volts. Par conséquent, le courant électrique, transformé de manière appropriée à ces conditions de fréquence, d’intensité et de tension, passe par la station de soudage, à travers le fil de cuivre profilé et guidé par les rouleaux, agissant sur le recouvrement de fer blanc, pour générer un point de soudure. Voir figure 3 :
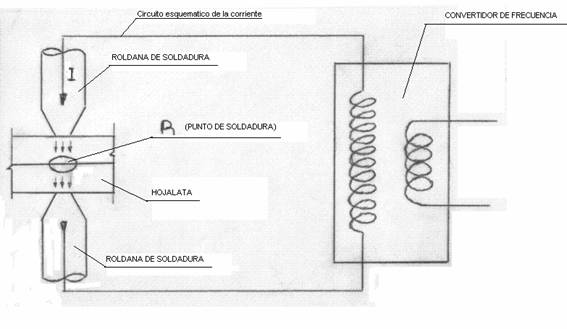
Figure 3 : Schéma de base d’un point de soudure
2º.- SCHÉMA DE BASE D’UNE LIGNE CONTINUE DE POINTS DE SOUDURE
Chaque hertz produit une sinusoïde complète sur le graphique de fréquence, c’est-à-dire deux pics inversés et donc deux points de soudure. Ainsi, avec une fréquence de sortie de 500 Hertz, 1000 points de soudure/seconde sont générés. Cette succession de points entraîne une soudure continue le long de la couture latérale de la boîte. Voir figure 4 :
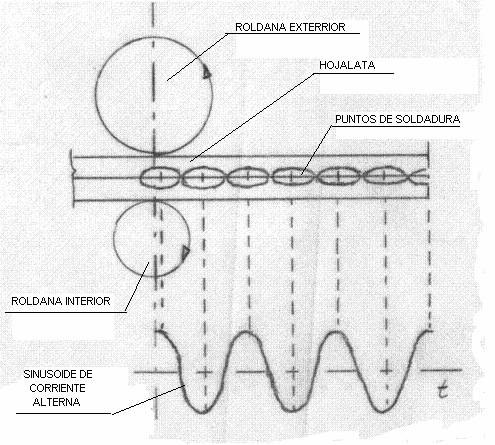
Figure 4 : Schéma de base pour une ligne continue de soudures par points
La liaison se fait selon les lois fondamentales suivantes :
– La loi d’Ohm. I = V/R
I = courant circulant dans le circuit
V = différence potentielle
R = résistance du système
– La loi de Joule.
Q = énergie thermique produite par le courant et mesurée en calories.
I = intensité du courant qui circule et qui est mesurée en ampères.
R = résistance électrique du conducteur et est mesurée en ohms.
t = temps qui se mesure en secondes
Pour une valeur Q constante, qui suffit à former un point, plus l’intensité est élevée, moins le temps nécessaire est important. En d’autres termes, le temps est inversement proportionnel au carré de l’intensité du courant.
Comme l’énergie thermique, utilisée pour le soudage, est fonction du carré du courant, il est évident que les valeurs de ce dernier doivent être élevées. Il est important de maintenir la valeur efficace du courant constant à tout moment, afin qu’il n’y ait aucune variation de l’énergie actuellement utilisée pour le soudage. Les machines sont équipées d’un compensateur de tension qui fait varier automatiquement l’angle d’ouverture du courant alternatif afin de maintenir constante la valeur effective du courant alternatif.
Contrairement à l’intensité, il est important que le temps de soudage soit aussi court que possible, car un temps de soudage prolongé entraînera une perte de puissance de soudage :
– Augmenter la température de la soudure sans atteindre le point de fusion.
– Augmentation des pertes.
– Détérioration des électrodes.
Le temps de travail de soudage est inférieur à celui d’une demi-onde sinusoïdale d’un cycle de fréquence. Voir figure 5. Elle est exprimée en pourcentage de la surface totale de la demi-onde. En valeur pratique, sur les machines Soudronic, elle se situe entre 85 et 95%. Le pourcentage restant est le temps de veille
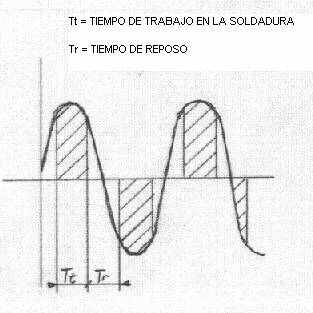
Figure 5 : Diagrammes temporels
Si, pour le même type de matériau, les valeurs réelles du courant de soudage sont tracées sur des axes de coordonnées pour différents temps de soudage selon trois hypothèses différentes, les valeurs réelles du courant de soudage sont tracées sur des axes de coordonnées pour trois temps de soudage différents :
1ª.- Sans soudure
2º – Quand la soudure a lieu
3. quand le point s’épuise
nous obtiendrons un graphique, comme le montre la figure 6, dans lequel on peut distinguer trois zones différentes.
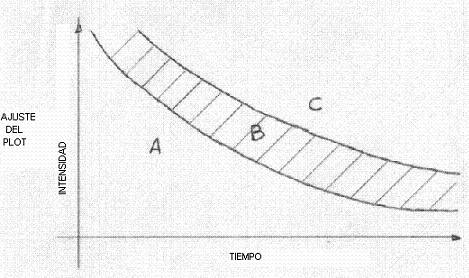
A.- Zone de contact non soudée
B.- Domaine de la soudure
C.- Surface de projection de la soudure fondue
3º.- LES RÉSISTANCES DANS UN POINT DE SOUDURE
Dans le circuit de soudure, il y a une série de résistances que nous allons énumérer, pour cela nous utiliserons la figure 7 :
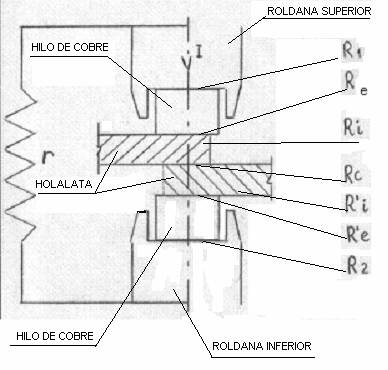
Figure 7 : Résistances impliquées dans une soudure par points
– Résistance « r » : Elle regroupe toutes les résistances internes des conducteurs du circuit, des rouleaux de soudure, du bras de support, du fil de cuivre qui sert d’électrode, etc… Cette résistance va dépendre des caractéristiques électriques de chacun de ces composants. Comme il s’agit d’une résistance qui n’apporte rien à l’opération de soudage par points, elle doit être aussi faible que possible afin de ne pas consommer d’énergie de manière stérile. Ainsi, par exemple, le bras de soudure est en cuivre, mais avec un faible pourcentage de chrome afin de lui donner une plus grande dureté et consistance pour résister à ses exigences mécaniques.
– R1 : Résistance de contact entre le rouleau supérieur et le fil de cuivre profilé.
– R2 : Résistance de contact entre le rouleau inférieur et le fil de cuivre profilé.
– Re et R’e : résistance de contact entre le fil de cuivre et le fer blanc à souder.
– Ri et R’i : Résistances internes des deux extrémités en fer blanc à souder.
– Rc : Résistance de contact entre les deux extrémités du fer blanc à souder.
Un certain nombre de facteurs influencent les valeurs de ces résistances.
Rc, Re et R’e sont concernés par :
– Régler la machine
– La pression exercée par les rouleaux de soudage. Une augmentation de la pression réduit vos valeurs
– Matériau à souder : Nature et état de sa surface et de sa dureté.
– Conductivité des matériaux. L’augmentation de la température augmente la résistance.
– Les dimensions et le type de profilage des fils de cuivre.
– Matériau et qualité du fil de cuivre.
Les résistances répertoriées sont classées en deux groupes :
- A) Utile ou efficace : Ce sont ceux qui sont nécessaires et qui coopèrent activement à la fusion du matériau. C’est le cas : Ri, R’i et Rc.
Ils génèrent une énergie efficace Nous.
Nous = Wi + W’i + Wc
- B) Parasitaire et indésirable. Ce sont ceux qui ne contribuent en rien à la fusion, mais qui sont implicites dans le système et ne peuvent être éliminés, seulement essayer de les minimiser. C’est le cas : R1, R2, Re et R’e.
Ils génèrent des pertes d’énergie Wp.
Wp = W1 + W2+ Nous +W’e
Les pertes de W1 et W2 peuvent augmenter en raison de l’accumulation de tartre d’étain dans la gorge des rouleaux, ainsi qu’en raison de l’usure de la gorge des rouleaux.
L’énergie totale requise pour le soudage sera :
Wt = We + Wp
4º.- OXYDATION
Lors du processus de soudure, l’étain qui conserve le fer blanc dans cette zone fond et se dépose sur le fil de cuivre. L’acier est donc non protégé et à haute température. Cela déclenche, en présence de l’oxygène de l’air, une oxydation rapide.
Les commandes d’énergie We et W’e, chauffent les surfaces de contact entre le fil de cuivre et les surfaces externes du fer-blanc, contribuant à l’oxydation de la soudure.
La quantité d’oxyde générée est fonction de la température atteinte et du temps passé à cette même température.
Q oxyde = Fonction (température x temps)
Voir figure 8 :
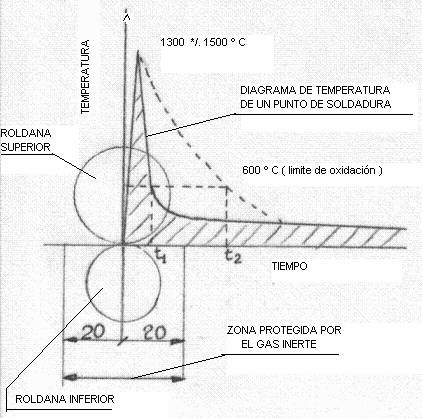
Figure 8 : Graphique de température d’un point de soudure
Si la chute de température est plus lente, le temps de descente jusqu’à la limite d’oxydation sera plus long et donc l’oxydation sera plus importante.
La présence de rouille affecte la soudure pour plusieurs raisons :
– Lorsque le joint est repeint, l’adhérence du vernis sur la rouille est faible et le vernis peut se décoller. Surtout si la canette est ensuite entaillée ou lacée.
– Une bande rouillée apparaît, donnant une mauvaise présentation esthétique.
Pour éviter l’oxydation de la soudure, un jet de gaz neutre (azote) est projeté au point de soudure au moment du soudage. Ce gaz déplace la présence d’air, éliminant ainsi l’oxygène dans la zone.
5º.- ÉNERGIE NÉCESSAIRE POUR LE SOUDAGE
Nous avons vu plus haut que l’énergie totale nécessaire pour souder le sera :
Wt = We + Wp
La valeur de cette énergie est donnée en fonction du volume de métal à fondre. Le volume par seconde à fondre (Vm) dépend de l’épaisseur du fer blanc (e), de la zone de chevauchement (c) et de la vitesse de soudage (Vs). Voir figure 9 :
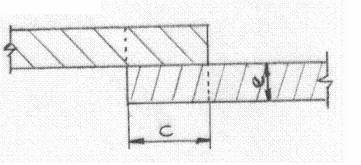
Figure 9 : Chevauchement ou chevauchement des matériaux
Vm =2e x c x Vs
La chaleur spécifique du métal et les pertes de chaleur du système sont d’autres facteurs qui influent également sur l’énergie requise.
Ces pertes de chaleur sont importantes et sont liées à plusieurs raisons :
– A.) Pertes par le fil de cuivre :
– Augmentation de la température du même.
– Conductivité des fils
– Temps de contact entre le fil et le matériau
– B) Pertes de conductivité à l’intérieur du métal à souder
– C) Pertes par rayonnement
– D) Pertes par le circuit d’eau de refroidissement du système.
Ils sont difficiles à réduire et le fabricant de la machine les a très présents dans la conception de celle-ci afin que sa valeur soit la plus faible possible, car elle agit sur l’isolation du système, la qualité des matériaux, etc.
6º.- PRESSION DE SOUDAGE
La poulie extérieure transmet une certaine pression au point de soudure qui génère un système élastique qui agit sur le bras de soudure. Les fonctions de cette pression sont multiples :
1º – Maintenir le contact entre les deux parties du matériau qui se chevauchent.
2º.- Essayer d’obtenir une résistance uniforme sur toute la longueur de la couture, en éliminant les éventuelles ondulations et rugosités du matériau.
3º.- Forcer le courant à passer par le point de soudure.
4º.- Eliminer les chambres à air entre les pièces à souder.
5º.- Ecraser le matériau fondu, en réduisant l’épaisseur de la soudure.
6º – Éviter la formation de « virgules » et de pores.
7º.- Faciliter le refroidissement en assurant la recristallisation du matériau.
8º.- Pour éviter l’expulsion du métal fondu de la soudure.
9º.- Assurer le déplacement linéaire du tube.
Conclusion :
Le circuit de soudage idéal serait celui qui remplit les conditions suivantes :
- a) Pertes minimales.
- b) Quantité minimale d’oxyde.
- c) Énergie efficace maximale
- d) Homogénéité optimale des soudures.
7º.- CARACTÉRISTIQUES DU MÉTAL À SOUDER
L’équipement de soudage des soudures latérales des boîtes de conserve en trois parties est conçu pour utiliser le fer blanc comme matériau à assembler. Parmi les différents types, le plus courant est le RM en raison de ses bonnes propriétés anticorrosives.
La protection en étain qui recouvre l’acier améliore les surfaces en contact, car étant un métal mou, il remplit les rugosités lorsqu’il est soumis à une pression. En conséquence, la résistance dans la zone de chevauchement diminue.
Cet étain, sous l’action de la chaleur, fond beaucoup plus vite que l’acier. Dans cet état, il doit être expulsé de la zone à souder afin que les deux parties de l’acier à souder soient en contact étroit, et ainsi obtenir un bon mélange des cristaux au point d’union. L’éjection est obtenue par l’action de la pression de soudage.
Par conséquent, les ferblantiers à fort étamage ont du mal à expulser l’étain correctement et un faible revêtement rend difficile l’obtention d’une bonne surface de contact initiale. Un étamage intermédiaire est idéal.
D’autre part, l’étamage souille la gorge des rouleaux de soudure, qui le prennent sur le fil de cuivre.
Le chrome et l’oxyde de chrome s’opposent au passage du courant. C’est pourquoi il est si difficile d’utiliser le matériel des STT.
8º.- DIMENSIONS DU POINT DE SOUDURE
Un point de soudure est défini par ses trois dimensions.
– Longueur : dépend de la vitesse de soudage
– Largeur : elle est liée au chevauchement.
– Epaisseur : elle est fonction de l’épaisseur du métal.
Longueur (L) :
Elle est fonction de la vitesse de soudage, c’est-à-dire de la vitesse du fil de cuivre et du déplacement du corps à souder. Son calcul sera mieux défini en utilisant un exemple pratique :
Nous avons une machine à souder qui fonctionne à 500 Hertz et à une vitesse de 60m/min.
Nombre de points/sec. = 500 Hertz x 2 = 1000
Longueur de soudure/sec. = 60 m. x 1000/ 60 sec. = 1000 mm.
Longueur du point = Longueur de soudure/Nombre de points = 1000 mm/ 1000 points = 1mm
Largeur (A) :
Il est fonction du chevauchement théorique et légèrement plus important que celui-ci. Dans la section suivante (Chevauchement), nous étudierons cette relation.
Épaisseur (E) :
Elle est toujours inférieure à la somme de deux épaisseurs de fer blanc.
Le « coefficient d’écrasement » de la soudure est la constante (K) qui, multipliée par l’épaisseur du fer blanc (e), nous donne la valeur de l’épaisseur (E) de la soudure. La valeur de cette constante (K) doit être comprise entre 1,40 et 1,60.
1,40< K < 1,60
1,40 e < E < 1,60 e
Ainsi, l’épaisseur de la soudure est toujours inférieure au double de l’épaisseur du métal, car elle est écrasée par l’action de la pression du bras extérieur.
9º.- TRASLAPE
Il s’agit du chevauchement des matériaux requis pour le soudage. Dans les machines d’une certaine cadence, sa valeur théorique est comprise entre 0,2 et 0,4 mm. Il est important que la quantité soit maintenue uniforme le long de la couture, de sorte que les points de soudure soient également uniformes. Une variation de ce dernier supposerait une altération de la quantité de matériau à souder, et en travaillant avec les mêmes paramètres, les résultats ne seraient pas identiques dans toutes les soudures.
La partie qui détermine le degré de chevauchement est la « barre Z ». Il se compose d’une bande en Z, logée dans le bras de soudure, qui reçoit les bords du corps dans ses deux rainures, qui recouvrent la valeur théorique du chevauchement. Voir figure 10 :
Figure 10 : barre Z
Avec un Z d’un chevauchement théorique donné, nous obtiendrons un chevauchement réel d’environ 0,1 à 0,2 mm. plus élevé. La barre en Z doit être très bien isolée pour éviter l’usure de l’EDM et les pertes d’énergie.
Vous pouvez calculer le chevauchement théorique comme suit :
On suppose que la section en S du métal superposé reste constante avant et après le soudage. Voir figure 11 :
Figure 11 : Chevauchement
Il faut que cela se réalise :
S = C x 2 e (avant soudage) et S = A x E (après soudage)
d’où: C x 2e = A x E et C (chevauchement théorique) = A x E / 2e
Connaissant l’épaisseur du métal, il suffira de mesurer sur une soudure déjà faite, son épaisseur (E) et sa largeur (A) pour connaître son recouvrement théorique.
Pour mesurer E et A, vous pouvez procéder comme suit :
Coupez deux morceaux de la couture à 10 mm des extrémités. Voir figure 12.
Figure 12 : Coupures pour le calcul du chevauchement
Préparez avec eux un tube à essai avec de la résine à deux composants, polissez-le et mesurez à l’aide d’un microscope les dimensions de la section de soudure (E et A) dans les deux sections. Appliquez la formule ci-dessous. En procédant à cette double détermination, on vérifie si le chevauchement reste constant. Si ce n’est pas le cas, outre les éventuels problèmes de soudure, nous obtiendrions un corps conique.
10.- SOUDURE MÉTALLURGIQUE
Période d’échauffement:
Le passage du courant, donne lieu à un échauffement localisé, qui produit la fusion du métal dans les deux parties à assembler, résultant en un point de soudure. Le noyau de ce point est appelé lentille car il a une forme similaire à celle-ci. Au cours de son échauffement, cette zone métallique se dilate. La pression du rouleau supérieur doit être telle qu’elle neutralise la contrainte de dilatation du métal fondu. Si cette pression est faible, le métal fondu s’échappe sous forme de projections. Les projections sont en elles-mêmes un défaut grave mais elles donnent également lieu à d’autres problèmes internes à la soudure comme la porosité.
État thermique du point à la coupure du courant de soudage :
Lorsque le courant est interrompu, on peut distinguer les zones suivantes au niveau du point : voir figure 13.
Figure 13 : Section d’une soudure par points
Zone A : Dans cette zone, le métal est en fusion (environ 1500º C).
Zone B : Pâte métallique à environ 1000º C
Zone C : à température critique
Zone D : Température ambiante
Le gradient de température s’élève de la température ambiante à 1500º C sur une distance d’environ 3 mm.
L’interruption du courant de soudage marque le début du refroidissement avec une forte baisse de température.
Phase de refroidissement:
La lentille de métal en fusion se trouve à l’intérieur d’une grande masse de refroidissement, composée de :
– Le corps soudé
– Électrodes refroidies
Par conséquent, les changements thermiques sont rapides, laissant place à une cristallisation qui a lieu en convergeant vers le centre du point. Dans la zone D, il n’y a pas de changement de structure, dans les autres zones, il y en a un. En C, la taille des grains diminue et en B et A, cette diminution est accentuée.
Le retrait thermique peut provoquer l’apparition de tensions internes dans les pointes. Si le refroidissement sous pression n’est pas effectué correctement, des soufflures (« comas ») peuvent se former dans la soudure.
Sur ce dernier sujet, vous pouvez voir l’ouvrage :« COMAS EN LA SOLDADURA Y SU CONTROL MICROGRAFICO« , publié sur ce site web.
 LA RÉSISTANCE MÉCANIQUE DE LA SOUDURE ÉLECTRIQUE
LA RÉSISTANCE MÉCANIQUE DE LA SOUDURE ÉLECTRIQUE
 LES « VIRGULES » DANS LA SOUDURE ET LEUR CONTRÔLE MICROGRAPHIQUE
LES « VIRGULES » DANS LA SOUDURE ET LEUR CONTRÔLE MICROGRAPHIQUE
 CHARGE DE VERNIS INTÉRIEURE DANS LA SOUDURE ÉLECTRIQUE
CHARGE DE VERNIS INTÉRIEURE DANS LA SOUDURE ÉLECTRIQUE
 CALCUL DU DÉ CLIGNOTANT
CALCUL DU DÉ CLIGNOTANT
 LA FABRICATION DE CORPS DE CONTENANTS FAÇONNÉS
LA FABRICATION DE CORPS DE CONTENANTS FAÇONNÉS
 SOUDAGE PAR RÉSISTANCE AVEC POULIES
SOUDAGE PAR RÉSISTANCE AVEC POULIES
 MISE À NIVEAU DES SOUDEURS
MISE À NIVEAU DES SOUDEURS
 AMÉLIORATION DES CIRCUITS DE FIL SUR LES MACHINES À SOUDER
AMÉLIORATION DES CIRCUITS DE FIL SUR LES MACHINES À SOUDER
 POURQUOI LE MATÉRIAU TFS NE PEUT-IL PAS ÊTRE SOUDÉ ?
POURQUOI LE MATÉRIAU TFS NE PEUT-IL PAS ÊTRE SOUDÉ ?



0 Comments