
EINLEITUNG
Die endgültige Qualität eines Deckels, unabhängig von seiner Bestimmung: Entwurf für leicht zu öffnende Deckel, konventioneller Boden, usw., hängt von drei Faktoren ab:
– 1. -Verbrauchtes Material
– 2º.- Verwendete Werkzeuge
– 3º.- Verwendete Geräte
In dieser Arbeit werden wir uns auf den 2. Punkt konzentrieren, allerdings nur aus dem Blickwinkel der Notwendigkeit, die Matrize, die diese Deckel produziert, unter idealen Betriebsbedingungen zu halten. Wir werden nicht auf die Design- und Konstruktionsaspekte eingehen, die ebenfalls wichtig sind.
Mit der Wartung eines Kappenstempels haben wir uns bereits in einer anderen Arbeit dieser Web beschäftigt. Wir verweisen den Leser auf den Artikel:
– Verwendung einer Kappenmatrize
Im zweiten Teil wird die Vorgehensweise bei der Wartung eines Kappenstempels beschrieben. In der Tat ist die vorliegende Arbeit eine Fortsetzung der oben genannten, und was vorgeschlagen wird, ist die Bereitstellung der notwendigen Hilfe, um in geeignete Dokumente die Realisierung dieser Wartung zu übersetzen.
CHECKLISTE
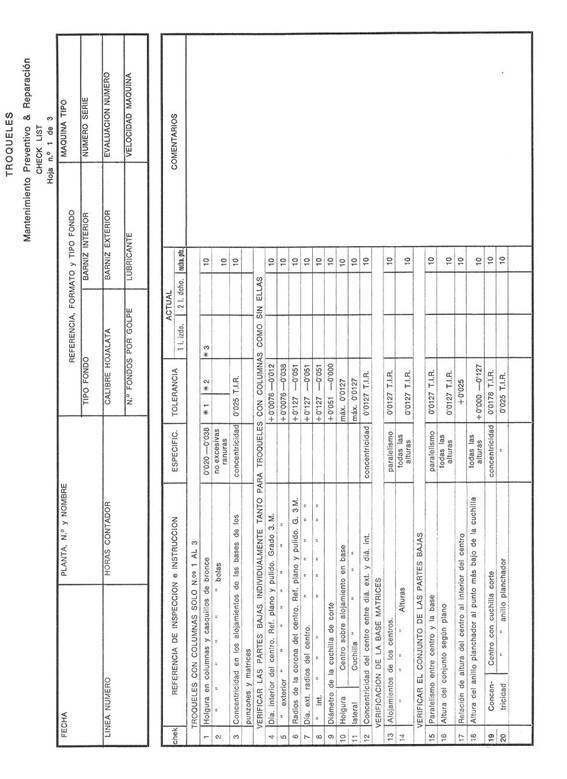
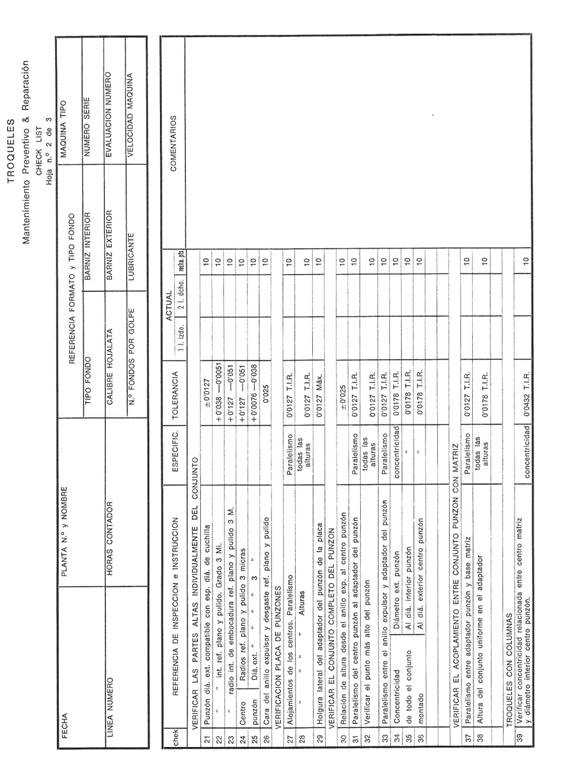
Um die Ergebnisse der unter „Verwendung eines Kappenstempels“ beschriebenen Wartungsarbeiten wiederzugeben, muss eine Checkliste mit den jeweils einzuhaltenden Spezifikationen und Toleranzen sowie leere Spalten zum Aufschreiben der tatsächlichen Werte und Situationen des Stempels vorhanden sein. Dies geschieht in Form eines Diagramms, das allgemein als „Chech-Liste“ bezeichnet wird.
Der einfachste Weg, eine „Checkliste“ zu entwickeln, ist, ein Beispiel zu geben, daher hier ein konkreter Fall dieses Dokuments für eine Matrize, die bei der Herstellung von herkömmlichen Verschlüssen verwendet wird. Wir haben einen der geführten Typen mit Säulen, mit Doppelstempel, ausgewählt, der am häufigsten vorkommt. Dieses Dokument besteht aus zwei Teilen:
1ª.- Eine auf zwei Seiten ausgearbeitete Tabelle, in der es ausgedrückt wird:
A.- Eine Reihe von Kästchen zum Aufschreiben der allgemeinen Daten: Datum, Herstellungswerk, Linie, Deckeldaten, usw.
B.- Die eigentliche Checkliste, in der die Ausgangsdaten in verschiedenen Spalten und weiteren leeren Spalten für die Anmerkungen der tatsächlichen Werte wiedergegeben werden. Unter den Ausgangsdaten werden angezeigt:
– Prüf- und Anweisungsreferenz“, d. h. das zu prüfende und zu überprüfende Teil.
– Die Spezifikationen für das Gehäuse
– Ihre Toleranzen
In den leeren Spalten werden die Werte für jeden der beiden Stempel und deren Kommentare notiert.
Siehe die nächsten beiden Seiten.
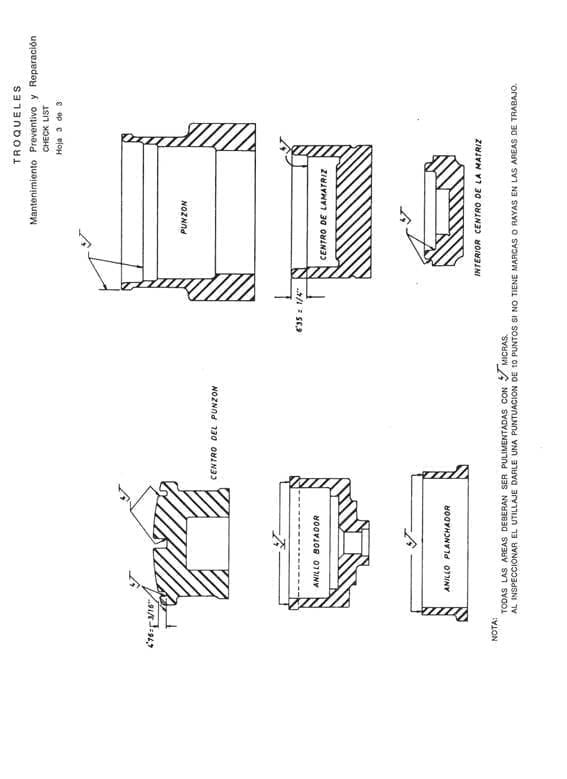
2ª.- Zeichnungen der grundlegenden Teile der Matrize, deren Oberflächenbeschaffenheit sich direkt auf die zu erzielende Abdeckung auswirkt. In diesen Zeichnungen ist an den kritischen Oberflächen der Grad der Oberflächengüte vermerkt, den sie aufweisen müssen. Siehe die folgende Zeichnung:
 Zeitgemäße Wartung
Zeitgemäße Wartung
 FORMGEBUNGSPROZESSE IN EINER PRODUKTIONSLINIE FÜR ALUMINIUM-GETRÄNKEDOSEN
FORMGEBUNGSPROZESSE IN EINER PRODUKTIONSLINIE FÜR ALUMINIUM-GETRÄNKEDOSEN
 Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
 ARTEN VON SCHLÄGEN: KONSTRUKTION UND WARTUNG
ARTEN VON SCHLÄGEN: KONSTRUKTION UND WARTUNG
 ANMERKUNGEN ZUR WARTUNG IN EINER VERPACKUNGSFABRIK
ANMERKUNGEN ZUR WARTUNG IN EINER VERPACKUNGSFABRIK
 VORBEUGENDE WARTUNG VON AUTOMATISCHEN PRESSEN
VORBEUGENDE WARTUNG VON AUTOMATISCHEN PRESSEN
 Vorbeugende Wartung und Reparatur in einer Fabrik für zweiteilige Verpackungen (DWI)
Vorbeugende Wartung und Reparatur in einer Fabrik für zweiteilige Verpackungen (DWI)
 VORBEUGENDE WARTUNG
VORBEUGENDE WARTUNG
 BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
BESTIMMUNG DES CUT-OFF EINER BODENKAPPE



0 Kommentare