
ZUSAMMENFASSUNG
Beschreibung, Funktion, Typen und Maße der Kräuselungen – oder Kanten – der Flügel von Unterteilen und Oberteilen.
DEFINITION
Curl ist der äußere Rand eines Deckels oder Bodens. Er hat eine Hakenform mit dem Ende nach innen. Er kann auch als der äußerste Bereich des Flansches eines Ober-/Unterteils definiert werden. Die Zeichnung Nr. 1 zeigt den Flügel eines Hintergrunds, auf dem der Bereich der Rollneigung markiert ist.
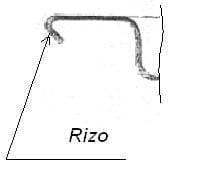
Zeichnung Nr. 1: Lage der Rollneigung in einem Deckel.
Es kann verschiedene geometrische Formen haben. Wir werden sie später detailliert beschreiben.
FUNKTION
Der Flansch als Ganzes ist so konstruiert, dass er die Verbindung zwischen dem Deckel und dem Körper in einem Metallbehälter ermöglicht. Die besondere Krümmung bildet den Abdeckhaken am Verschluss. Dazu wird es über den Flansch des Behälterkörpers gerollt und anschließend zu einem kompakten Ganzen abgeflacht.
Eine Locke kann in zwei Teile unterteilt werden:
-1º.- Radius. Krümmung, die die gleiche mit der Oberseite des Flügels verbindet, die mehr oder weniger flach ist. In diesem Bereich wird gefaltet und abgeflacht, um den Deckelhaken zu bilden.
– 2º.- Kante. Schrägschnitt zwischen dem Radius und der Schnittkante des Materials. Seine Abmessung kann die Länge des Abdeckhakens beeinflussen.
In der Zeichnung Nr. 2 sehen Sie den Ausschnitt eines Verschlusses, an dem Sie die Integration der Rollneigung erkennen können.
Zeichnung Nr. 2: Integration der Wölbung eines Deckels in seinen Verschluss
Es gibt noch einen zweiten sehr wichtigen Einsatzzweck: Die einfache Handhabung von Deckeln/Böden. Dank ihm ist es möglich:
Stapeln Sie die Hintergründe ausgerichtet übereinander, ohne sie zusammenzufügen. Dies wird durch die Abstützung des schrägen Teils der Locke auf dem Flansch der unmittelbar darunter liegenden ermöglicht. Siehe Zeichnung Nr. 3
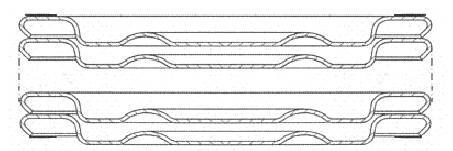
Zeichnung Nr. 3: Stapel von Böden, die auf ihren Locken ruhen
– Um die Zuführung einer nach der anderen in die Zuführungen von Gummier-, Verpackungs- oder Verschließmaschinen zu ermöglichen, da es möglich ist, zwischen zwei aufeinanderfolgenden Locken Laminate oder Trennvorrichtungen einzuführen.
– Erleichtern Sie den Kassenbetrieb für die Verpackung in festen Mengen. Unter Ausnutzung der hervorstehenden Ränder der Locken, die in einem Geldstapel erscheinen, können Sie verschiedene Zählgeräte verwenden.
– Manipulieren Sie die Böden ohne Gefahr der Beschädigung, denn ihre Schneide ist durch den Bördel geschützt.
TYPEN
Die Form der Locke hat sich im Laufe der Zeit entwickelt. Jahrhunderts und in der ersten Hälfte des zwanzigsten Jahrhunderts war es normal, dass die Oberteile keine Wölbung hatten, d.h. dass der Flansch desselben ein flaches und horizontales Profil hatte. Der Deckel wurde mit einer sehr einfachen Matrize in umgekehrter Lage gestanzt, wobei der Flansch in seiner Gesamtheit als Verlängerung des Radius des Kolbens erhalten blieb. Diese Arbeitsweise ist in bestimmten Fällen immer noch gültig, z. B. bei großen Kappen, die im Produktionsprozess manuell gehandhabt werden. Eine Abdeckung dieses Typs mit einem Durchmesser von 230 mm ist in Zeichnung Nr. 4 dargestellt. Es ist auch möglich, sie nach dem Stanzen, während des Gummierens, zu kräuseln.
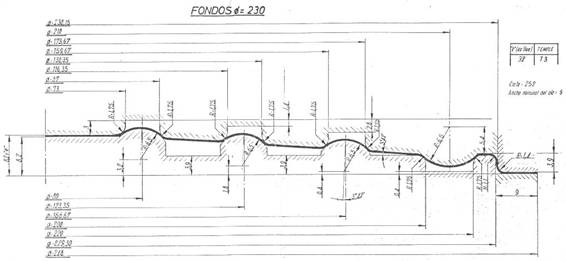
Zeichnung Nr. 4: Flachflanschabdeckung
Es ist normal, gewellte Deckel zu verwenden. Sie wird in zwei Stufen durchgeführt:
Eine erste Faltung der Kante des Flansches um 90º in Bezug auf die Oberseite des Flansches. Dies geschieht gleichzeitig mit dem Stanzen des Umschlags auf der Presse. Damit wird das Material der Locke und ihre Höhe definiert.
Ein zweiter Schritt, bei dem seine Wand nach innen geneigt ist, wird auf einer speziellen Maschine, der sogenannten Curling-Maschine, ausgeführt.
Die Geometrie kann auf zwei Arten erfolgen:
1º.- Wenn Sie von einem flachen oberen Flanschdesign ausgehen, wird die endgültige Krümmung wie in der Zeichnung Nr. 1 dargestellt sein, d.h. mit einer schrägen und flachen Kante. Sie wird in der Regel bei nicht rund geformten Verschlüssen/Böden verwendet, da sie in zwei Schritten sowohl im Presswerkzeug als auch in der Rollmaschine einfach zu realisieren ist.
Bei rechteckigen Kulissen wird die Schrägrollung normalerweise nur an den beiden größeren Seiten durchgeführt. Wenn wir uns mit Curling-Maschinen und deren Werkzeugbestückung beschäftigen, werden wir tiefer auf die Gründe dafür eingehen. Die Zeichnung Nr. 5 zeigt einen rechteckigen Deckel mit seinen zwei Frotteestufen.
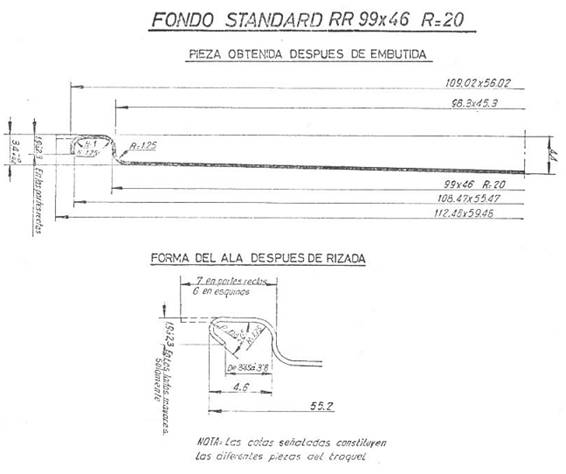
Zeichnung Nr. 5: Gerade Krümmung auf flachem Flansch
Die normale Neigung der Krümmung liegt zwischen 45º und 50º und ihre Höhe ist eine Funktion der zu verwendenden Verschlussnorm und damit der Länge des Flansches des besagten Bodens, wobei ihr normaler Wert normalerweise zwischen 1,8 und 2,2 mm liegt.
2º.- Wenn es sich um einen Deckel mit einer Art gewölbtem oberen Flansch handelt, kann die Wölbung auf zwei Arten ausgeführt werden:
a.- Mit seiner geraden Kante, wie der vorhergehende Typ, der das Einrollen der Werkzeuge vereinfacht, wie in dem in Zeichnung Nr. 6 gezeigten Deckel.
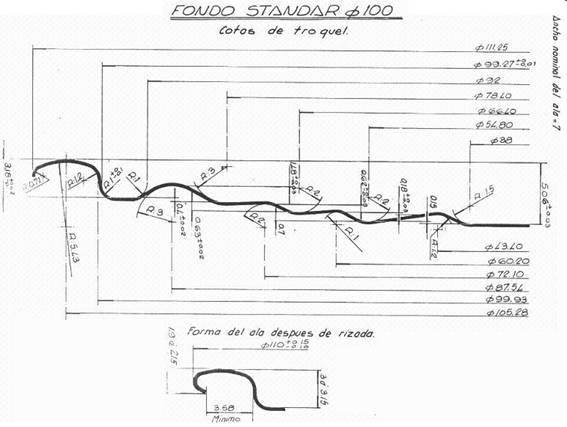
Zeichnung Nr. 6: Gerader Curlkantenhintergrund auf gebogener Flügelspitze
Steigung und Höhe der Krümmung bewegen sich auf den gleichen Werten wie in Typ 1 angegeben.
b.- Mit seiner gebogenen Kante, in Harmonie mit der Oberseite des Flügels. Dies ist die am meisten empfohlene Ausführung, da sie die besten Dichtungsergebnisse liefert. Seine Verwendung ist am meisten verallgemeinert und es wird in den modernsten Design-Behältern verwendet, wie zum Beispiel in den leicht zu öffnenden Deckeln oder mit Ring für Getränke. Die Zeichnung Nr. 7 zeigt ein Beispiel dafür.
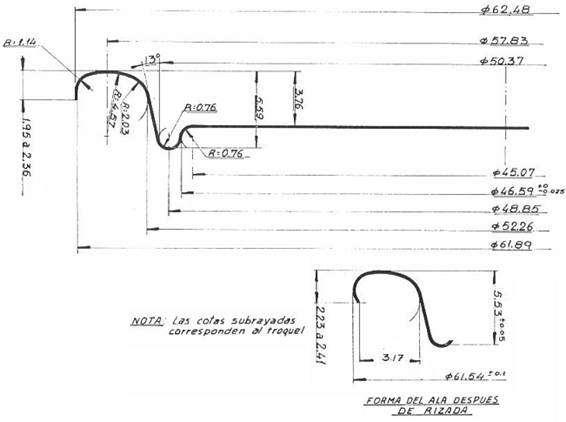
Zeichnung Nr. 7: Skizze eines 52-mm-Getränkedeckels mit gewölbtem Bördelrand
Die Werte der Radien, die die Krümmung definieren, sind in der Arbeit über die Konstruktion von Krümmungsmaschinen detailliert angegeben. Siehe den Artikel:
Die Abmessungen der Rollneigung sind in diesem Fall mit der Konstruktion des verwendeten Werkzeugs verbunden und können größer sein als in den vorherigen Fällen, da die Form weniger geneigt ist als bei einer geraden Kante.
ABMESSUNGEN
Zusammenfassend lässt sich sagen, dass bei allen Typen die Maßwerte der Crimpung je nach Art des verwendeten Verbindungselements variieren. Die wirklich wichtigen Daten sind die Gesamtlänge des Flansches, da ihre Größe mit dem Standard des Verschlusses zusammenhängt, der für die Verbindung zwischen dem Deckel und dem Körper des Behälters verwendet wird:
– Einfluss des unteren Flügels auf den Verschluss
Eine Übersichtstabelle der Flügelabmessungen, abhängig von der verwendeten Befestigungsnorm, finden Sie in diesem Artikel. Solange der Flansch die richtige Gesamtabmessung hat, ist die Höhe und Neigung des Bördels also nicht kritisch, solange eine gewisse Mindesthöhe des Bördels eingehalten wird, damit die gestapelten Böden nicht ineinander geraten und sich auf Klebe- und Verschließmaschinen leicht verteilen lassen. Außerdem darf die maximale Höhe nicht überschritten werden, ohne dass dadurch die Leichtigkeit und Qualität des Bodenschlusses beeinträchtigt wird.
Die Daten, die für die Qualitätskontrolle verwendet werden, sind die Höhe, und dies auch auf indirekte Weise, indem eine Lehre verwendet wird, in der die Kappen/Böden, die in zwei Zoll passen, überprüft werden, wie in Zeichnung Nr. 8 gezeigt.
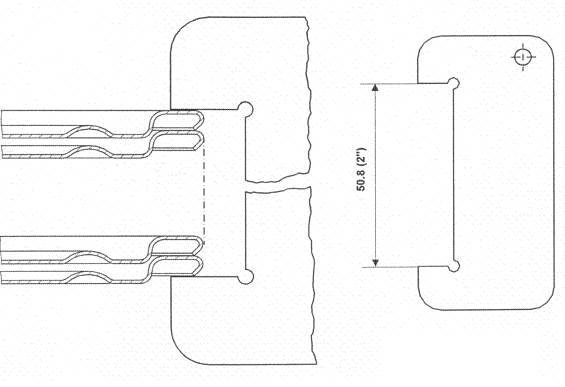
Zeichnung Nr. 8: Lockenhöhenkontrolle
Die zu verwendende Methode ist wie folgt:
– Setzen Sie eine ausreichende Anzahl von Kappen ein, um den Messgeräteschlitz ohne Druck oder Spiel zu füllen.
– Zählen der Anzahl der untergebrachten Fonds
Alternative Methode: Stellen Sie einen Messschieber auf 50,8 mm ein und verwenden Sie ihn als Lehre.
Als Richtwert geben wir die folgenden Werte an
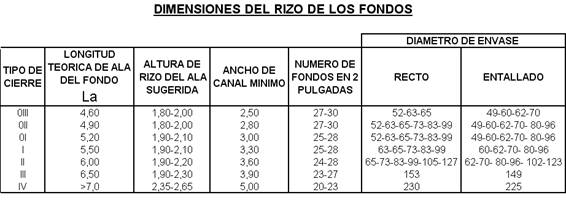
In dieser Tabelle ist je nach Verschlusstyp folgendes angegeben: die theoretische Länge des Bodenflansches, der empfohlene oder vorgeschlagene Wert für die Höhe der Locke, ihre Kanalbreite – wir werden diesen Begriff weiter unten erläutern – und die Anzahl der Böden, die in die 2 Zoll hohe Kontrolllehre passen. Bei der Stapelhöhe und der Anzahl der Böden in 2″ sind deren Maximal- und Minimalwerte angegeben. Die Tabelle wird mit den Nenndurchmessern der Behälter vervollständigt, in denen jeder Verschlusstyp normalerweise verwendet wird.
Wenn Sie die Höhe der Wölbung physisch messen möchten, sollte dies an einem Deckel an vier Punkten im 90º-Winkel erfolgen. Aufgrund der leichten Unregelmäßigkeiten in der Kontur des Deckels ist es jedoch eine gute Faustregel, die Höhe von zehn gestapelten Böden zu messen und den Durchschnitt zu ermitteln. Es ist jedoch zu beachten, dass die aus einer Säule oder einem Stapel von 10 Kappen abgeleitete durchschnittliche Höhe – gemessen an 4 Punkten bei 90° – etwas kleiner ist als die durchschnittliche Lockenhöhe eines isolierten Bodens, was darauf zurückzuführen ist, dass jede Locke auf der abgerundeten Kante des Bodens ruht. Siehe Abbildung 9:
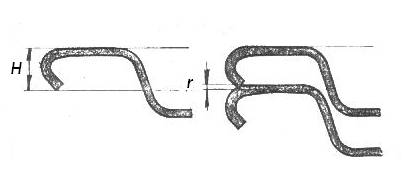
Zeichnung Nr. 9: Fehler bei der Lockenhöhenmessung in gestapelten Böden
Die Höhe H der unteren Rollneigung wird bei gemeinsamer Messung – als Mittelwert – in einem Stapel um einen Wert r reduziert . Der gemachte Fehler beträgt ca. 0,1 mm im Minus.
Ohne die Qualität der Dichtung zu beeinträchtigen, kann die kleinstmögliche Aufrollhöhe, die ein Zusammenpassen der Böden absolut verhindert, als Mindestaufrollhöhe akzeptiert werden. Ein Stapel von Böden, der das Problem des „Verkeilens“ zwischen den Böden aufweist, wird wahrscheinlich erzeugt, weil die Locken wenig Höhe haben und daher die Böden auf ihren Mulden und nicht auf ihren Locken aufliegen, was nicht akzeptabel ist.
Es ist auch darauf zu achten, dass der Bodenstapel ein geringes seitliches Spiel hat und nicht dazu neigt, ineinander zu passen, wenn die Tiefe des Tanks maximal im zulässigen Bereich liegt.
KANALBREITE
Eine weitere wichtige Angabe einer Kappe, die in direktem Zusammenhang mit den Abmessungen und der Form der Locke steht, ist die Kanalbreite – oder Riegelbreite -. Dies ist der Raum zwischen dem Rand der Locke und der Außenwand der Mulde. Siehe Zeichnung Nr. 10
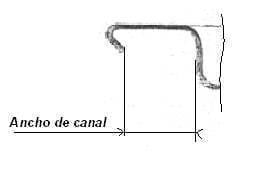
Zeichnung Nr. 10: Breite des Flanschkanals einer Klappe
In den Zeichnungen Nr. 5, 6 und 7 ist jeweils im Detail des Flansches nach dem Einrollen diese Kanalbreite bemessen. Auch in der oben dargestellten Tabelle „Abmessungen für die Bodenpressung“ sind die empfohlenen Mindestwerte für die Kanalbreite für jeden Typ von Befestigungselementen angegeben. Sie stehen offensichtlich im Zusammenhang mit der Flügellänge und der Krümmungshöhe.
In diesem Kanal ist ein Mindestabstand erforderlich, um zwei Aktionen korrekt zu sichern:
– 1º.- Compound-Auftrag in der Klebemaschine. Wenn die Anwendung durch Einspritzung erfolgt, darf es keine Beeinträchtigung der Düse oder des Fallens des Gummitropfens geben. Wenn es sich um einen Puffer oder eine Dusche handelt, muss sie den Durchgang des Werkzeugs ermöglichen.
– 2º.- Einführung des Flansches des Gehäuses des Behälters in den Deckel im Moment des Schließens. Die Kanalbreite muss immer größer sein als die Flanschlänge, damit es zu keiner Überschneidung zwischen der Rollneigung und dem Flansch kommt.
REALISIERUNG
Wie bereits erwähnt, erfolgt das Kräuseln auf speziellen Maschinen, den sogenannten Kräuselmaschinen – auch Wipp- oder Drehmaschinen genannt -, die nach der Presse, die den Verschluss schneidet, angebracht werden. Sie sind schwerkraftgespeist und bestehen aus einem System von Scheiben und Segmenten. Eine ausführliche Erläuterung dieser Maschinen finden Sie in dem Papier:
 HÖHENVERHÄLTNIS BEI DER HERSTELLUNG VON AEROSOLBEHÄLTERN
HÖHENVERHÄLTNIS BEI DER HERSTELLUNG VON AEROSOLBEHÄLTERN
 ÄUSSERE OXIDATION AN TWIST-OFF-KAPPEN
TWIST-OFF-KAPPEN – LOCKEN- UND NAGELBILDUNG
ÄUSSERE OXIDATION AN TWIST-OFF-KAPPEN
TWIST-OFF-KAPPEN – LOCKEN- UND NAGELBILDUNG
 SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
 MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
 STOPFBUCHSEN-/STOPFENBOHRUNGEN
STOPFBUCHSEN-/STOPFENBOHRUNGEN
 ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
 BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
 ENTWICKLUNG DES PROFILS DER Ø99-FONDS-STOPPS
ENTWICKLUNG DES PROFILS DER Ø99-FONDS-STOPPS
 DECKELPROFILE FÜR RUNDE BEHÄLTER
DECKELPROFILE FÜR RUNDE BEHÄLTER



0 Comments