
FUNKTION
Als Kräuselmaschine wird die Maschine bezeichnet, die die Arbeit des Drehens der Kante eines Untergrundes von der Form, die er am Ausgang der Presse aufweist, bis zu seinem endgültigen Profil, ähnlich einem Haken, ausführt. Sie erhält auch die Namen Wippmaschine, Tackingmaschine oder Curlingmaschine, letztere abgeleitet aus dem Französischen, Italienischen oder Englischen.
Eine Analyse der Krümmung, ihrer Funktion und ihrer Typen wurde bereits in diesem Beitrag vorgestellt:
Die Rolliermaschine ist immer hinter der Presse, die die Böden schneidet, gekoppelt und mit dieser über einen Fall – oder Führungen – durch Schwerkraft oder magnetischen Schrägförderer verbunden, wo der Boden durch den Impuls des Auswerfers der Presse ausgeworfen wird. Bild 1 zeigt die Rückseite einer Presse, gefolgt von einer Doppelscheiben-Rolliermaschine mit ihrem Auslauf auf ein Hubband.

Abbildung 1: Montage einer Curlingmaschine auf einer Presse
. Am Ausgang der Curling-Maschine können die Gelder an gesendet werden:
1º.- Eine Rampe, die diese Böden in einen Stapler einführt. Darin werden sie von einem Einlaufkanal aufgenommen, der sie in rotierende Schneckenschnecken bringt, die es ermöglichen, einen Stapel von gekräuselten Böden zu bilden, der mit Hilfe von Stapelführungsstangen gesteuert wird. Von dort können sie gespeichert oder anderen Maschinen zugeführt werden.
2º.- Eine Rampe, die sie auf einem Förderer in der Höhe ablegt, der sie zur Zuführung einer Gummiermaschine, auch in Form eines Applikators, bringt, von der sie einzeln an das Transportstangensystem dieser Maschine abgegeben werden.
Die Lockenwickler können mechanisch von der Presse, die sie bedienen, mittels eines Getriebes angetrieben werden, oder sie können einen eigenen unabhängigen Motor haben. Der Stromverbrauch ist gering und liegt in der Größenordnung von 1 kW.
TYPEN
Auf dem Markt gibt es verschiedene Versionen von Maschinen, die sich in zwei Hauptgruppen einteilen lassen:
– A.- Lockenstäbe für runde Böden/Oberteile
– B.- Curling-Maschinen für rechteckige, ovale oder anders geformte Böden/Tops.
Die Arbeitsweise der beiden Gruppen ist sehr unterschiedlich, wie wir noch sehen werden.
A.- CURLINGMASCHINEN FÜR RUNDE BÖDEN
Bei diesen Maschinen wird das Einrollen der Bodenkante durch Drehen des Bodens um sich selbst mit einer hohen Anzahl von Umdrehungen pro Minute innerhalb eines Werkzeugs erreicht, das auf zwei diametral gegenüberliegende Punkte wirkt. Die Form und das Design des Werkzeugs der Curling-Maschine wird in einem anderen Beitrag mit dem Titel besprochen:
– Werkzeuge für Curling-Maschinen
Innerhalb dieser Gruppierung kann wiederum in mehrere Typen unterteilt werden, die mit verschiedenen Faktoren verbunden sind, wie z. B.: Arbeitsrhythmus, Art des verwendeten Presswerkzeugs, anzunehmende Investitionskosten….
Wir können also darüber sprechen:
– 1º.- Curlingmaschinen für runde Scheibenböden
– 2º.- Lockenmaschinen für runde Böden durch Rollen
1º.- OF DISC
In diesem Fall werden die Ränder der Böden gekräuselt, indem sie zwischen einer Scheibe und einem ringförmigen Segment hindurchgehen. Die Maschine besteht aus einem geneigten Tisch, auf dem der gesamte Satz montiert ist, auf dem die zu kräuselnden Böden an die Werkzeuge übergeben werden, die einen progressiven und reibungslosen Arbeitsablauf ermöglichen. Die Neigung dieses Tisches kann von 30º bis 60º eingestellt werden. Es gibt weitere Versionen dieses Maschinentyps, bei denen die Position des Tisches und aller Werkzeuge vertikal ist. Das Werkzeug besteht aus einer Scheibe und einem Außensegment, auch Außensektor genannt; die Böden zirkulieren zwischen beiden.
Die Scheibe hat einen großen Durchmesser und rotiert mit einer bestimmten Geschwindigkeit. Die Anzahl der Umdrehungen pro Minute desselben kann bei einigen Maschinen durch einen drehzahlvariablen Antrieb geregelt werden. Sie besteht eigentlich aus zwei Teilen. Einem zentralen, der für jedes Frottierprofil unveränderlich ist, und einem äußeren Ring, der auf dem zentralen Teil montiert ist. Dieser Ring kann in mehreren Teilen hergestellt werden und hat an der Seite eine Rille mit der Form, die das Frottier annehmen wird; daher ändert sich dieser Ring, wenn sich der Frottierstandard ändert. Die Nut ist in der Regel zweimal in entgegengesetzter Richtung gefräst, so dass es bei Verschleiß des Profils ausreicht, den Ring umzudrehen, um die zweite Nut zu nutzen. Die Scheibe teilt dem Boden, der mit ihr in Kontakt ist, eine tangentiale Drehgeschwindigkeit mit, die mit ihrer eigenen identisch ist, was zu einer größeren Anzahl von Umdrehungen um sich selbst des letzteren führt.
Das Segment ist der äußerste Teil der Werkzeugmaschine. Sie ist feststehend und besteht aus mehreren aufeinanderfolgenden Abschnitten, die konzentrisch zur zentralen Scheibe angeordnet sind. Sie haben auch eine Kehle, die der des Ringes der Zentralscheibe gegenüberliegt und das gleiche Profil hat. Jedes Segment kann in seinem Abstand zur Maschinenachse leicht verstellt werden, so dass der Abstand zwischen Ring und Segment schrittweise verringert wird. Dieser Abstand ist anfangs etwas größer als der Außendurchmesser des Bodens am Gesenkausgang und entspricht in der letzten Zone dem Enddurchmesser des Gesenks nach dem Crimpen. Auf diese Weise verringert sich der Durchmesser des Bodens beim Durchlauf durch die Maschine, während sich gleichzeitig die schräge Locke bildet. Siehe Zeichnung Nr. 2. Der Hintergrund rollt in seiner Bewegung entlang des Segments.
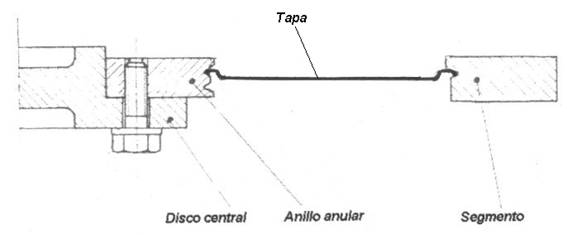
Bild Nr. 2: Schnitt durch eine Curlingmaschine
Foto Nr. 3 zeigt ein Beispiel für eine Scheibencurlingmaschine. Das runde blau-weiße Stück entspricht dem mittleren Teil der Scheibe. Die Bereiche der Stahlschattierung sind das Tooling, d.h. der Ring und das Segment.
Abbildung 3: Scheibenrolliermaschine für runde Böden
Die Böden kommen normalerweise so, wie sie aus dem Presswerkzeug kommen, d.h. mit der Schale nach oben, in den Arbeitsbereich der Lockenmaschine und werden in dieser Position gerollt. Es wird dort mit Hilfe eines magnetischen Förderbandes oder durch einen Schwerkraftfall, wie oben erwähnt, bewegt. Es kann Sonderfälle geben, in denen es von Interesse sein kann, sie auf dem Kopf stehend zu montieren, z. B. die Böden von Aerosolbehältern, die aufgrund ihrer kugelförmigen Kappenform ihre auf dem Kopf stehende Position instabil machen. In diesem Fall können sie am Pressenausgang durch Anbringen einer Drehführung invertiert werden. Die Werkzeuge in dieser Variante müssen das Profil ihrer Nuten invertiert haben.
Im Inneren der Maschine machen die Böden eine Flugbahn von ca. 270º, die von der zentralen Scheibe gezogen wird, die sich auf ihrer Bahn nacheinander um sich selbst dreht. Auf diese Weise erhalten Sie eine gleichmäßige Lockenbildung rund um die Kontur.
Da die Kappen mit dem Flügelkanal nach oben – und damit mit der Schale nach unten – in die Gummiermaschine, die nächste Maschine im Herstellungsprozess, gelangen müssen, um dort die entsprechende Masse abzulegen, ist es notwendig, sie am Ausgang der Rolliermaschine zu drehen, wobei der Impuls, der durch die Wirkung der zentralen Scheibe der Rolliermaschine erzeugt wird, dazu genutzt wird. Das Drehen wird einfach durch das Anbringen von gebogenen Führungen – siehe Abbildung Nr. 4 – erreicht, die das Material auf dem Eingangsförderer zur Gummiermaschine ablegen.

Bild Nr. 4: Curlingmaschine mit Bodendrehung am Auslauf
Wenn die Kappe vor dem Eintritt in die Lockenmaschine umgedreht wurde, – wie wir es bei Aerosolböden angedeutet haben -, ist ein zweites Umdrehen am Ausgang der Maschine nicht erforderlich. Der auf dem Foto #3 dargestellte Lockenstab funktioniert so, die blaue Austrittsführung des Lockenstabs ist kein Dreher.
Die allgemeinen Merkmale dieser Maschinen sind:
Durchmesser der Böden zum Locken, die das zulassen: Zwischen 50 und 175 mm
Durchsatz bis zu: Bis zu 300 Fonds/Minute
Ungefähres Gewicht 350 kg.
Leistungsaufnahme: 1 Kw. Ungefähr. Max
Wenn die Presse mit einem Doppelwerkzeug arbeitet und somit in jedem Hub zwei Böden gestanzt werden, ist die geeignete Lockenmaschine vom Typ Doppelscheibe. Sie unterscheidet sich von der oben beschriebenen dadurch, dass alles doppelt vorhanden ist: Zwei Eingänge, zwei Scheiben, zwei Segmente, etc. All dies symmetrisch zur Achse des Geldeingangs platziert. Auf dem Foto Nr. 5 sehen Sie eine doppelte Lockenmaschine, ohne Ausgangsführungen der Böden und ohne Schutzvorrichtungen.
Bild Nr. 5: Doppelscheiben-Curlingmaschine
Dieser Typ von Lockenwicklern wird heute am häufigsten in Industrieanlagen eingesetzt. Sie können von mehreren unabhängigen Motoren angetrieben werden, wie auf dem Foto Nr. 5, von einem einzigen Motor oder sogar von demselben Motor der Presse.
2º.- PRO ROLLE
Derzeit wird dieses Verfahren nur selten angewandt und seine Verwendung ist auf Kappen mit großem Durchmesser beschränkt. Die Maschine, die dies häufig ausführt, trägt gleichzeitig auch den Gummi auf den Flügel des Bodens auf, wobei sie die Rotation desselben ausnutzt. Foto Nr. 6 zeigt einen Lockenstab dieses Typs. Seine Produktionsrate ist gering.

Bild Nr. 6: Lockenmaschine durch Walzen
Die Funktionsweise ist wie folgt: Der Deckel, in umgekehrter Position, erreicht den Rollpunkt, indem er entlang eines Tisches mit Führungen fällt; einmal dort angekommen, ist er zwischen einer unteren Platte, die zu seiner Schale passt, und einer kleineren oberen Platte gefangen. Die untere dreht sich motorisiert mit einer bestimmten Anzahl von Umdrehungen pro Minute und zieht den Deckel mit, der von der oberen, die sich ebenfalls gezwungenermaßen frei dreht, auf diese Platte gedrückt wird. Gleichzeitig nähert sich ein seitlicher Arm, der eine Rolle trägt, die eine Kehle mit dem entsprechenden Profil hat, um die Locke zu machen. Die Rolle dreht sich wie verrückt um ihre Achse, wenn sie mit der Flanschkante des Deckels in Berührung kommt. Je nach größerer oder kleinerer Annäherung des Rollenarms wird eine mehr oder weniger ausgeprägte Rollneigung erzielt. Der Zyklus erfordert, dass die Kappe mehrere Umdrehungen um sich selbst macht, um die Locke in einer progressiven und vollständigen Weise über die gesamte Kontur zu machen.
Wie bereits erwähnt, kann gleichzeitig ein anderer Arm mit Hilfe einer Düse die entsprechende Gummidichtung auftragen, die unter Ausnutzung der schnellen Drehung des Deckels auf dem Flansch verteilt wird. Die Armantriebe können mechanisch oder pneumatisch sein. Diese Lockenwickelmaschinen können direkt von einer Presse oder über einen Feeder beschickt werden, wobei die Kappen auch von Hand zugeführt werden können. Die Einstellung der Maschine auf einen anderen Bodendurchmesser geht relativ schnell, da es ausreicht, die Bodenplatte auszutauschen und die Position der Arme und Führungen anzupassen. Es kann in etwa 15 Minuten erledigt werden.
Aufgrund der Arbeitsweise dieses Maschinentyps kann er auf völlig flachen Flanschböden eingesetzt werden, d. h., die mit einer Designmatrize ohne Wölbung hergestellt werden, was ihn ideal für kleine Produktionen von Kappen mit großem Durchmesser macht.
Die allgemeinen Merkmale dieser Maschinen sind:
Durchmesser der Böden zum Locken, die das zulassen: Zwischen 50 und 250 mm
Produktion bis zu: Bis zu 45 Fonds/Minute
Ungefähres Gewicht 350 kg.
Leistungsaufnahme: 0,33 Kw. Ungefähr. Max
B.- CURLINGMASCHINE FÜR RECHTECKIGE BÖDEN
Bei rechteckigen Böden sowie ovalen oder unrunden Böden besteht die Schwierigkeit, dass sich diese Böden beim Drehen nicht einrollen lassen. Daher ist es notwendig, auf ein anderes Verfahren zurückzugreifen, um es zu erzeugen. Eine Möglichkeit, dies zu erreichen, ist die Verwendung eines anderen Typs von Lockenmaschinen, die mit einem Paar von Scheiben gleichen Durchmessers – von geringerer Größe als die in den runden Böden – ausgestattet sind, die beide in entgegengesetzter Richtung angetrieben werden und sich drehen, und zwar immer in Ankunftsrichtung des Deckels. Beide Scheiben haben an der Seite eine Nut mit dem Profil der zu erreichenden Locke. Wenn die Deckel zwischen den beiden Scheiben hindurchgeführt werden, werden die beiden gegenüberliegenden Seiten der Deckel, die mit den Scheiben in Kontakt kommen, gewellt. Auf dem Foto Nr. 7 sehen Sie einen Lockenstab dieses Typs.
Bild Nr. 7: Doppelscheiben-Curlingmaschine
Bei diesem System bleiben zwei Seiten des rechteckigen Deckels – die beiden kleineren – unaufgerollt, was keinen Einfluss auf die Stapelbarkeit und nur einen geringen Einfluss auf den Verschluss hat. Die Art und Weise der Zuführung und Lagerung der Deckel ist ähnlich wie bei den anderen Maschinen.
Die gleiche Art von Lockenmaschine kann für runde Böden verwendet werden, allerdings müssen die Scheiben mit unterschiedlichen Geschwindigkeiten und in entgegengesetzter Richtung rotieren, was durch Erhöhung der Drehzahl einer der beiden Wellen und Änderung der Drehrichtung erreicht wird. Da die Tangentialgeschwindigkeiten der beiden Scheiben unterschiedlich und entgegengesetzt sind, dreht sich der Boden um sich selbst, wenn er mit ihnen in Berührung kommt, und erzeugt so seine Krümmung.
Eine Variante dieses Typs, die ihn wesentlich verbessert, ist die Ausführung der Maschine mit einem doppelten aufeinanderfolgenden Scheibenpaar, das es ermöglicht, die Locke in zwei Stufen herzustellen, einer ersten der Annäherung an die Form und die Abmessungen der Locke und einer zweiten der Fertigstellung. Die Ergebnisse sind mit dieser Anordnung besser. Siehe Foto Nr. 8

Abbildung Nr. 8: Doppelscheiben-Lockenmaschine.
Obwohl selten verwendet, gibt es auch Lockenstäbe dieses Typs mit drei oder sogar vier Scheibenpaaren, mit denen man progressiver und gleichmäßiger locken kann.
Die allgemeinen Merkmale dieser Geräte sind:
Durchmesser der Böden zum Locken, die das zulassen: Zwischen 50 und 200 mm
Durchsatz bis zu: Bis zu 120 Fonds/Minute
Ungefähres Gewicht 250 kg.
Leistungsaufnahme: 1 Kw. Ungefähr. Max
C.- ANDERE FORMEN DES CURLINGS
Es gibt noch weitere Alternativen für die Realisierung der Lidkräuselung, die vor allem dann zum Einsatz kommen, wenn sie nicht rund sind, um den gesamten Umfang des Lids kräuseln zu können und nicht nur zwei gegenüberliegende Seiten, wie wir es bei der vorherigen Lösung gesehen haben. Die am häufigsten verwendeten sind u.a.:
A.- Drücken Sie Curling. Der Vorgang wird auf einer Presse durchgeführt, die mit speziellen Werkzeugen ausgestattet ist. Siehe Zeichnung Nr. 9. Das Werkzeug wird auf der Presse wie eine Matrize montiert. Dieses System kann auf jeder Maschine montiert werden, die mit einem Tisch und einem Kopf ausgestattet ist und eine alternative Bewegung mit einer bestimmten Kraft ausführen kann, wie z.B. eine Pad-Gummiermaschine für rechteckige Böden.
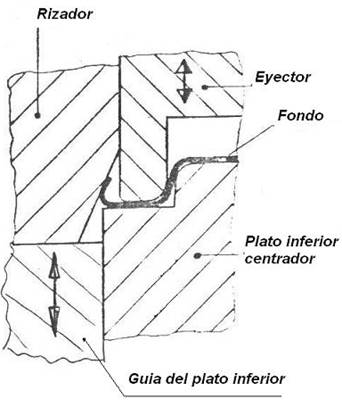
Bild Nr. 9: Pressenhub Curling
Dieses Verfahren wurde bereits in der Arbeit besprochen:
– Kräuseln der Böden an der Klebemaschine
B.- Curling in einem Seamer. Bei unrunden Böden kann ein hervorragender Boden erreicht werden, indem ein Verschließer als Crimper verwendet wird. Am besten geeignet ist ein Verschließer, der mit unbeweglichem Behälter arbeitet, d.h. mit einem rotierenden Verschließkopf. Es genügt, Verschlussrollen mit entsprechendem Kräuselprofil zu verwenden und die Druckplatte so zu ergänzen, dass sie den Deckel von unten fixieren kann. Außerdem ist es notwendig, einen dafür geeigneten Kopiernocken zu verwenden.
Das System funktioniert sehr gut, obwohl es zwei grundlegende Nachteile hat:
– Niedrige Arbeitsgeschwindigkeit
– Schwierigkeiten bei der Zuführung der Deckel, da sie nicht eingerollt sind, und wenn sie vorher gestapelt werden, kleben sie zusammen. Dies kann auf zwei Arten gelöst werden:
o Vorcurling in einer Doppelscheiben-Curlingmaschine, die eine Handhabung ohne Verriegelung ermöglicht.
o Zuführen der Kappen einzeln zum Verschließer, durch verschiedene Verfahren wie: manuell, direkt von der Presse oder Gummiermaschine, mit Hilfe von Magnetschwimmern, etc.
Wir wiederholen, dass diese beiden Optionen nur verwendet werden, wenn die Notwendigkeit besteht, die gesamte Lidkontur in einer nicht runden Form zu wölben. Dies kann aus verschiedenen Gründen gefordert werden, wie z. B.: um eine sehr gute Frottierqualität zu erreichen, Kundenwünsche, usw. Es handelt sich um teure Verfahren aufgrund der geringen Geschwindigkeit und der sehr speziellen Ausrüstung.
 Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
 Die neue Isobaric Mixed Filling Machine für Flaschen und Dosen ist bereits auf dem Markt.
Die neue Isobaric Mixed Filling Machine für Flaschen und Dosen ist bereits auf dem Markt.
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
 VERPACKUNG VON DECKELN UND BÖDEN
VERPACKUNG VON DECKELN UND BÖDEN
 SPRITZGIESSEN VON RUNDEN BÖDEN
SPRITZGIESSEN VON RUNDEN BÖDEN
 BODENKRÄUSELUNG AN DER KLEBEMASCHINE
VORBEUGENDE WARTUNG EINER KAPPENMATRIZE
BODENKRÄUSELUNG AN DER KLEBEMASCHINE
VORBEUGENDE WARTUNG EINER KAPPENMATRIZE
 SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE




0 Kommentare