
Bemessung, Werkzeugbestückung für deren Ausführung und Qualitätskontrolle für die notwendigen Bohrungen, die für die Montage einer Metallverschraubung durchgeführt werden müssen.
EINLEITUNG
Bei Behältern, die für die Aufnahme von Industrieprodukten bestimmt sind, ist es üblich, sie mit einer Stopfbuchse oder einem Ausgießer zu versehen, um das Entleeren zu erleichtern. Dies ist besonders nützlich, wenn das enthaltene Produkt eine Flüssigkeit ist, wie z. B. ein Lösungsmittel, ein Lack, etc….
Diese Stopfbuchse ist mit einer Kappe abgedeckt, die gleichzeitig als Garantiesiegel dient, um ihre Unverletzlichkeit vor dem Gebrauch zu gewährleisten. Die auf dem Markt verwendeten Stopfbuchsen- und Steckertypen sind sehr vielfältig. Sie sind aus Metall, Kunststoff, gemischt, etc. erhältlich. In jedem Fall ist es aber notwendig, im Deckel des Behälters ein Loch zur Aufnahme dieser Stopfbuchse zu machen und diese am Deckel zu befestigen.
Wenn die Stopfbuchse/der Stopfen aus Kunststoff besteht, ist die Bohrung normalerweise eingepresst. Wenn die Stopfbuchse hingegen aus Metall – Weißblech – besteht, wird sie durch Schweißen befestigt. Ein Beispiel für einen Behälter mit Metallstopfbuchse/-kappe ist in Zeichnung Nr. 1 dargestellt:
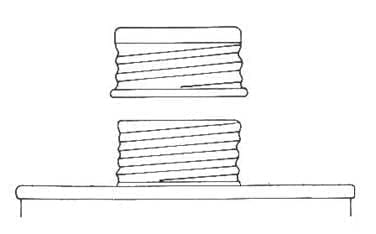
Bild Nr. 1: Behälterende mit Metallverschraubung
ALLOY SCHWEISSEN
Diese Lötung kann elektrisch durch Punktlöten erfolgen oder, was häufiger vorkommt, durch Hinzufügen einer Zinn-Blei-Legierung in dem Bereich, in dem die Stopfbuchse an der Perforation am Deckel des Behälters befestigt ist. Diese letzte Legierung wird geschmolzen mit Hilfe einer Vorrichtung aufgetragen, die aus einer Einspritzdüse besteht, die einen Strahl der flüssigen Legierung auf einen äußeren Punkt des Kappen-Kolben-Verbindungsbereichs aufbringt. Diese Düse wird durch die Wirkung einer federbelasteten Innennadel geöffnet oder geschlossen, die durch einen Elektromagneten oder durch ein pneumatisches System aktiviert wird. Die Düse wird aktiv, wenn sie das Vorhandensein eines Behälters mit Stopfbuchse mit Hilfe eines Tastkopfes erkennt.
Das Gerät wird durch einen Legierungsbehälter vervollständigt, der sich auf einer höheren Ebene als die Applikationsebene befindet und durch Widerstände beheizt wird. Die Legierung fließt durch Schwerkraft durch eine Leitung, die mit der Düse verbunden ist. Diese Leitung muss durch elektrische Widerstände heiß gehalten und thermisch isoliert werden, damit die Legierung flüssig bleibt. Wenn die Tätigkeit beendet ist, muss der Stromkreis gespült werden, um ihn frei zu halten.
Damit das Lot verlaufen und die gesamte Fläche versiegeln kann, ist es notwendig, vorher ein Flussmittel auf die Fläche aufzutragen. Dies geschieht ebenfalls über eine vorgeschaltete Düse, zu der das Abbeizmittel unter Druck aus einem Tank kommt und durch ein ähnliches System wie bei der Legierung intermittierend aufgebracht wird. Die gesamte Baugruppe ist auf einem Förderband installiert, durch das die Behälter laufen.
Die Behälter werden dann unter eine Batterie von Gasbrennern geführt, die die Legierung durch Wärmezufuhr in der Schweißzone umschmelzen. Durch die Kapillarwirkung breitet sich das geschmolzene Zinn im gesamten Bereich der Stopfbuchsen-Bohrverbindung aus und bedeckt die Schnittkante der Bohrung, wo sich freiliegender Stahl befindet und die Anzeichen von Oxidation aufweisen kann.
BOHREN
Zur Vorbereitung des Lochs im Deckel, das später die Stopfbuchse aufnehmen wird, können Sie verwenden:
– 1º: Auf der Matrize der Herstellung des Deckels einige Stücke einzubauen, die denselben perforieren und anpassen.
– 2º: Diesen Vorgang nach der Herstellung des Deckels, ausgehend von normalen Böden, mit einem speziellen Werkzeug durchzuführen, das auf einer Presse mit Bodenzuführung montiert ist.
Die erste Option ist wirtschaftlicher, da sie einen zweiten Arbeitsgang vermeidet, aber die zweite ist flexibler, da das gleiche Werkzeug für verschiedene Kappengrößen verwendet werden kann.
Wir werden ein Beispiel für eine Werkzeugkonstruktion beschreiben, um diese Bohrung für den zweiten Fall gültig zu machen.
Die Perforation zur Aufnahme einer Metallverschraubung, die mit einer Zinn-Blei-Legierung an den Deckel gelötet ist, hat normalerweise die in Abbildung 2 gezeigte Form. Sie besteht aus einer Bohrung mit einer nach außen gerichteten Schürze. Der mögliche Schneidgrat befindet sich an der Innenkante dieser Schürze.
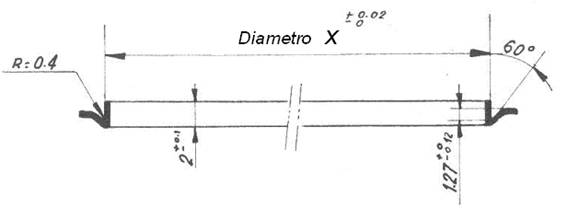
Bild Nr. 2: Bohrung für Metallverschraubung
Der Außendurchmesser des Gehäuses X muss um 0,40 mm kleiner sein als der Innendurchmesser der Stopfbuchse an ihrem Fuß. Diese Stopfbuchse nimmt es in der Außennut des Bohrlochs mit einem Radius von 0,4 auf.
UTILLAJE
Das Werkzeug zur Herstellung der Perforation ist sehr einfach. Ein Beispiel ist in Abbildung 3 dargestellt. Sie besteht in ihrem oberen Teil aus einem Schneidstempel A und seinem Stempelhalter I, die durch die Schraube A verbunden sind. Der Schnittdurchmesser des Stempels, für eine Perforation des in der Zeichnung Nr. 2 dargestellten Typs, ist ca. 4 mm. kleiner als der Durchmesser X desselben. Der Innendurchmesser des Stempelhalters stimmt mit dem X-Wert überein.
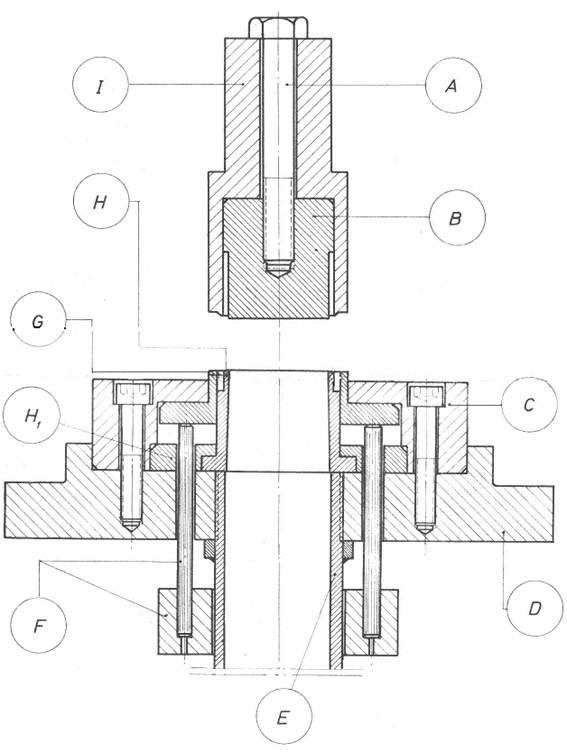
Bild Nr. 3: Bohrung für Metallverschraubung
Der untere Teil besteht aus einem Blatt H mit seinem Befestigungsring H1, einem Schiebering G, einem Teil C zur Befestigung der Baugruppe an der Basis D und einem unteren Drucksystem.
Der Wert des Außendurchmessers der Schaufel H, der das Metall im Inneren des Bohrlochs kalibriert, muss gleich X minus der doppelten Metalldicke der Kappe sein. Der Innendurchmesser des G-Schieberings beträgt X plus 5 mm. Die übrigen Maßnahmen sind proportional zu den angegebenen definiert.
Als Material für die Konstruktion der verschiedenen Teile wird Werkzeugstahl – nicht verformbar – mit einem hohen Chromanteil verwendet. Alle Teile, die mit dem Weißblech in Berührung kommen, müssen auf eine Härte von 60- 62 HRc behandelt werden, mit Ausnahme des Stempels, der etwas weicher sein wird. Der Rest kann aus billigerem Stahl hergestellt werden.
QUALITÄTSKONTROLLE
Die Bohrung muss häufig mit geeigneten Mitteln überprüft werden. Zu diesem Zweck wird ein Stichprobenkontrollplan erstellt und es werden zwei Messgeräte verwendet, um deren Durchmesser und Höhen zu überprüfen.
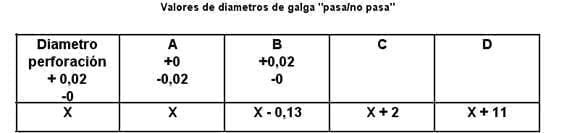
Abbildung 4 zeigt eine einfache „go-no-go“-Lehre, die für die Überprüfung des Außendurchmessers X des Bohrlochs sehr gut geeignet ist.
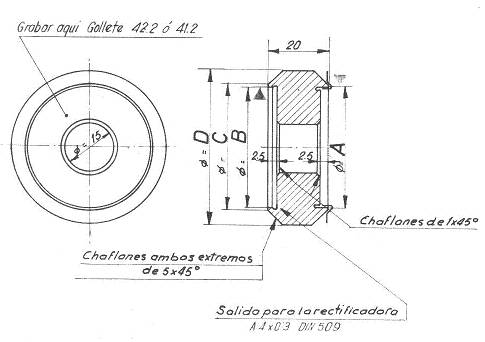
Bild Nr. 4: Messgerät zur Kontrolle des Bohrlochdurchmessers
Zur Dimensionierung in Bezug auf den zu prüfenden X-Wert können die in der folgenden Tabelle angegebenen Werte verwendet werden:
 Zur Kontrolle der Höhe des Bohrlochrandes und seiner Unebenheiten in Bezug auf die Abdeckplatte können Sie eine Lehre wie die in Zeichnung Nr. 5 gezeigte verwenden.
Zur Kontrolle der Höhe des Bohrlochrandes und seiner Unebenheiten in Bezug auf die Abdeckplatte können Sie eine Lehre wie die in Zeichnung Nr. 5 gezeigte verwenden.
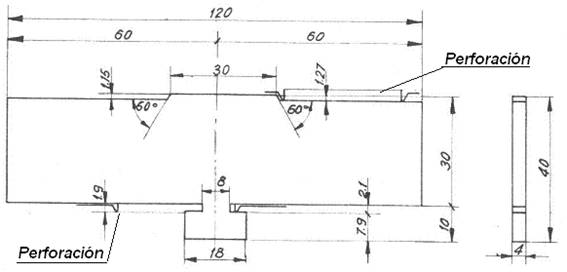
Bild Nr. 5: Bohrlochhöhenkontrollgerät
KOMMENTAR
Für Bohrungen, die zur Aufnahme von Kunststoffverschraubungen/-düsen vorgesehen sind, können mit entsprechenden Modifikationen ähnliche Werkzeuge wie die abgebildeten verwendet werden.
Auf dieser Website finden Sie weitere Arbeiten über Kunststoffdrüsen.
 Theoretische Untersuchung von Gummi YIELD
Theoretische Untersuchung von Gummi YIELD
 Ardagh Group und Gores Holdings V gründen gemeinsames Unternehmen und gehen an die NY Stock Exchange
Ardagh Group und Gores Holdings V gründen gemeinsames Unternehmen und gehen an die NY Stock Exchange
 Die Herstellung einer Dose aus recyceltem Aluminium spart mehr als 90 % der Energie, die zur Herstellung einer neuen Dose benötigt wird.
Die Herstellung einer Dose aus recyceltem Aluminium spart mehr als 90 % der Energie, die zur Herstellung einer neuen Dose benötigt wird.
 MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
MONTAGE VON KUNSTSTOFFVERSCHRAUBUNGEN
 ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
 EINFLUSS DES BODENFLANSCHES ODER DES DECKELS AUF DIE DOPPELDICHTUNG
EINFLUSS DES BODENFLANSCHES ODER DES DECKELS AUF DIE DOPPELDICHTUNG
 BERECHNUNG DER STANDARDKOSTEN FÜR EINE ABDECKUNG
BERECHNUNG DER STANDARDKOSTEN FÜR EINE ABDECKUNG
 BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
BESTIMMUNG DES CUT-OFF EINER BODENKAPPE
 ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN
ABMESSUNGEN FÜR GEKERBTE AEROSOLKUPPELN
 WEISSBLECH-SPEZIFIKATION FÜR DECKEL
WEISSBLECH-SPEZIFIKATION FÜR DECKEL



0 Comments