
Modo y medios para controlar la calidad del rizo de las cúpulas para envases aerosoles sobre el que se monta la válvula.
PREÁMBULO
Los aerosoles están dotados de una válvula de dosificación del producto, que va acoplada en la cumbre de la tapa metálica o cúpula del envase. El ensamblaje de esta válvula lo realiza el envasador, y por tanto en su buena ejecución están implicados el fabricante del envase, de la válvula y el llenador. Los dos primeros en el suministro de unos componentes idóneos, y el tercero en su montaje adecuado.
Reviste especial importancia que el orificio donde se aloja dicha válvula este correctamente dimensionado, y dentro de unas tolerancias muy precisas. Este orificio está estandarizado a nivel mundial en un valor de 25. 4 mm ( 1”). El mismo está rematado por un rizo sobre el que se clincha la válvula. Ver figura nº 1
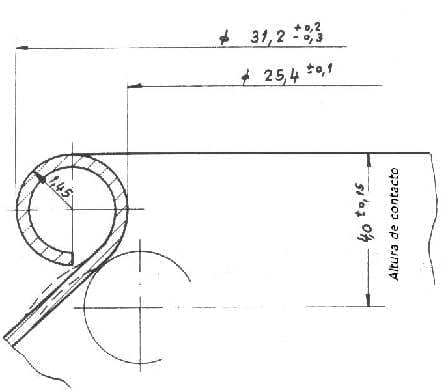
Figura nº 1: Rizo para alojamiento de válvula
El fabricante del envase debe montar un sistema de control de calidad para que este rizo esté dentro de especificaciones. En esta operación se emplea un material que es un caso particular dentro del control de calidad para envases metálicos. Vamos a definir y describir las galgas necesarias a usar para implantar el seguimiento de la calidad del rizo. El resto de medidas de la cúpula se verifican lo mismo que si se tratase de una tapa normal y por tanto no entraremos en su consideración. Además este asunto ya ha sido tratado en esta página Web en el trabajo:
– Control dimensional de fondos
Las medidas a controlar sobre el rizo de la cúpula son:
– Diámetro exterior del rizo
– Diámetros interior del rizo
– Espesor del rizo
– Altura de contacto de válvula.
La tolerancias indicadas el dibujo nº 1 son las reflejadas en la norma FEA 201, pero en la practica resultan un poso excesivas y deben reducirse a 31.15 + 0.10 y 24.5 + 0.05
1º.- DIÁMETRO EXTERIOR DEL RIZO VÁLVULA
La primera comprobación a realizar es la del diámetro exterior de rizo. Se hace por medio de una galga “pasa-no pasa”, tipo anillo. Se ilustra la misma en la figura nº 2
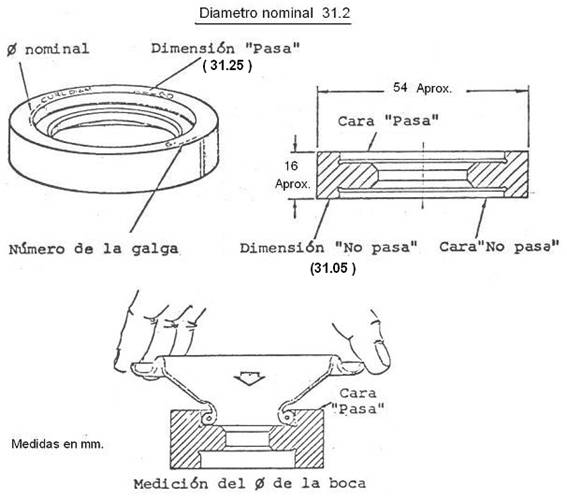
Figura nº 2: galga “pasa-no pasa” para diámetro exterior de rizo
Basta colocar el cono sobre la cara “pasa” y verificar que encaja bien y luego sobre la cara “no pasa” y ver que no entra. Si esto ocurre así, la pieza es buena, sino es defectuosa. Sobre la figura nº 2 se aprecia la acción.
2º.-DIÁMETRO INTERIOR
Formando pareja con la medición anterior, va la verificación del diámetro interior de la boca de los conos aerosol. Para ello se utiliza una galga especial del tipo indicador de carátula con lectura directa. La figura nº 3 ilustra la galga y su accesorio. Como se ve consta de una sonda que se introduce en la boca del cono, formada por segmentos que se expanden cuando se pulsa el gatillo. El accesorio es un anillo de ajuste y puesta a cero, su diámetro interior debe ser exactamente el valor nominal de la boca del cono.
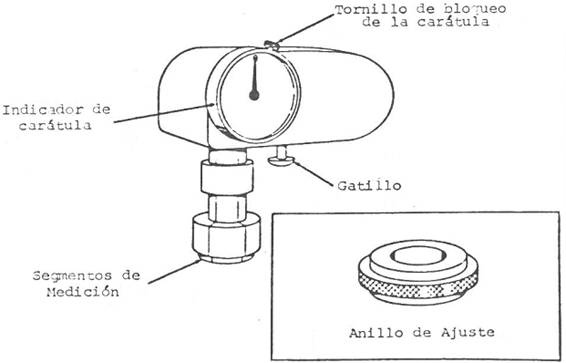
Figura nº 3: Galga para boca de cono
Para su ajuste proceder del siguiente modo:
– Paso 1: Con el gatillo oprimido, colóquese los segmentos de medición dentro del anillo de juste y suéltese el gatillo.
– Paso 2: Gírese la carátula a la posición cero y bloquéese con el tornillo de bloqueo. Ver figura nº 4

Figura nº 4: Ajuste de la galga para boca de cono
Para medir la boca del cono, con el gatillo oprimido, colóquese los segmentos de medición dentro de la boca y suéltese el gatillo. Sobre la carátula aparecerá la lectura diferencial con respecto a la nominal. Ver figura nº 5
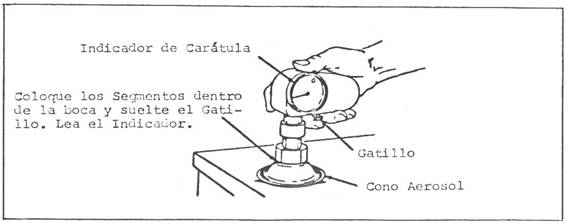
Figura nº 5: Medición de la boca de un cono con galga
Para una buena utilización de la galga, debe mantenerse siempre muy limpias todas sus partes.
Galgas parecidas a la mostrada pueden encontrarse comercialmente. En la foto nº 6 se aprecia un ejemplo.

Figura nº 6: Galga comercial valida para diámetro interior de rizo
Otro sistema simple y económico para el control del diámetro interior, aunque con la limitación de no dar una lectura directa, es el uso de una galga tipo “pasa – no pasa”, como la mostrada en el dibujo nº 7.
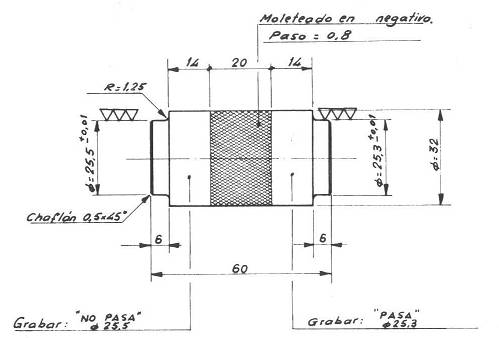
Figura nº 7: Galga “pasa-no pasa” para diámetro interior
Los valores de esta galga están dados para cumplir la norma FEA 201
3º.- ESPESOR DEL RIZO
Para este dato se utiliza una galga que determina la calidad dimensional del espesor de rizado sobre los conos. Mide dicho espesor con un ángulo de 20º desde el eje de simetría del envase.
Es una galga tipo micrómetro con un recorrido mínimo de 10 mm. La figura nº 8 ilustra la galga con sus distintas piezas. La misma se puede preparar a partir de un micrómetro al que se le añade un tope que posicione el eje del mismo a 20º de la vertical y un anillo de agarre.
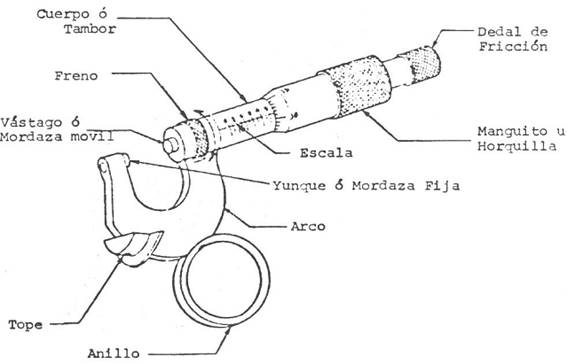
Figura nº 8: Micrómetro especial para espesor de rizo
El modo de operar es el siguiente:
Paso 1: Con el freno en posición “quitado” se ajusta el micrómetro de forma que la lectura de su escala indique una abertura de aproximadamente 5 mm. Véase figura nº 9.
Paso 2: Inserte la galga en la boca rizada del envase, tal como se muestra en el paso 2 del dibujo nº 9.
Paso 3: Ponga el dedo índice de la mano derecha en el anillo y ejerza una ligera presión hacia abajo para insertar la galga.
Paso 4: Sujete firmemente micrómetro y envase con la mano izquierda, de forma que el tope del micrómetro se apoye en la cumbre y el lateral del rizo.
Paso 5: Cierre el micrómetro girando el dedal de fricción hasta que el vástago toque con el rizo. Anote la lectura sobre el estadillo correspondiente.
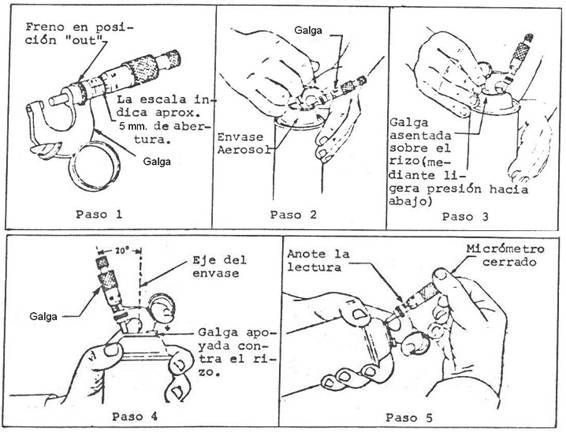
Figura nº 9: Diferentes pasos en el proceso de medición del espesor de rizo
La galga debe ajustarse periódicamente a cero, siguiendo el procedimiento típico de esta operación en un micrómetro.
Puede montarse otra alternativa de comprobación, a base de una galga tipo “pasa-no pasa”. Es mas simple de usar, sin embargo solo puede emplearse para un espesor específico de rizo, mientra que la anterior es valida para cualquier espesor.
La figura nº 10 presenta esta galga y su modo de uso. Mide el espesor con una inclinación de 30º. Basta probar que el rizo se introduce sin dificultad por la ranura “pasa” y no entra por la “no pasa”.
El valor nominar para la medida de espesor de rizo es 2.90 mm. de diámetro. Un rango de tolerancias normal es + 0.15 mm.. No obstante, hay algunos diseños de rizo que presentan una forma ligeramente ovalada, con su eje mayor en vertical.
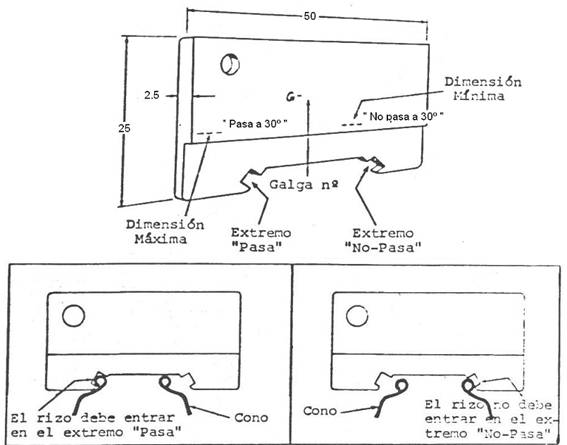
Figura nº 10: Galga “pasa – no pasa“ para espesor de rizo
Este tipo de galgas debe hacerse en material inoxidable.
El buen mantenimiento de todas las galgas anteriores, exige mantener siempre limpias las mismas y libres de partículas extrañas. Si su uso no va ser muy frecuente, aplíquele periódicamente una ligera película de aceite de maquina.
4º.- ALTURA DE CONTACTO
La función fundamental del orificio de la cúpula es servir de alojamiento a la válvula suministradora del material contenido. Por ello es importante comprobar que el punto, o mejor circunferencia, sobre el que se clincha dicha válvula esté posicionado correctamente en altura. Unas herramientas adecuadas para ello son las galgas Boxal tipo I y II.
Boxal tipo I: Está especialmente diseñada para la medición de la altura de rizo, la cual es la misma que se utiliza para la determinación de la profundidad de clinchado de la válvula.
Boxal tipo II: Se emplea para la comprobación de la calidad del rizo, como una medida absoluta, y si es necesario, para la determinación del valor de la altura de rizo.
La idea básica de las galgas Boxal, es hacer una medición funcional y practica, que refleje en una forma precisa las condiciones de chinchado. Cuando las dimensiones del palpador de la galga Boxal y el contorno real de clinchado son idénticas, se puede determinar la profundidad de clinchado con dicha galga (Boxal tipo I) La exactitud de la medida se basa en la comparación previa de la galga por medio de un anillo de calibración estandarizado y también depende de la precisión de fabricación de la galga.
El principio de funcionamiento del método se indica en la figura nº 11.
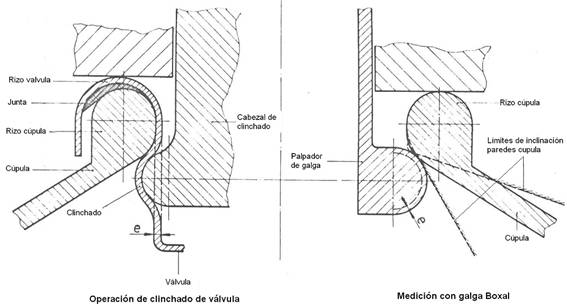
Figura nº 11: Funcionamiento de galga Boxal
Se trata de comparar la altura real de clinchamiento con la nominal y comprobar que coinciden. En dicha figura, en la parte izquierda se dibuja la operación de clinchado de una válvula de espesor “e” sobre la boca de un aerosol – en este caso de fabricación monobloc de aluminio -. En la parte derecha está la medición previa de esta misma boca en el punto de clinchado, el palpador de la galga se ha recrecido con el espesor “e” para simular las mismas condiciones en ambos casos. . Las variaciones de lectura nos indicará el error en la operación de clinchado, teniendo en cuenta los espesores de junta y del metal de la válvula.
Medición con galga Boxal tipo I:
La galga se debe calibrar en primer lugar ajustándola por medio del anillo de calibración, según se indica en la figura nº 12, parte izquierda. Este anillo deja ajustada la galga para una altura de contacto teórica según marque la especificación o norma empleada. En nuestro caso 4 + 0.15, según se ha indicado en la figura nº1.
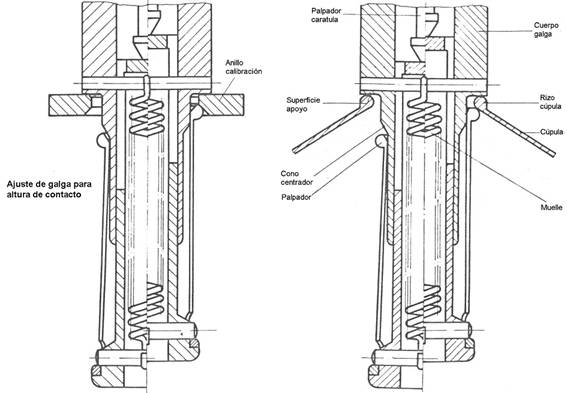
Figura nº 12: Ajuste y empleo de galga Boxal tipo I
Una vez introducido en anillo de calibración, se ajusta la carátula de la galga a 4.00 mm. La medición sobre el envase se realiza en forma análoga, ver figura º 11 parte derecha, para ello presionando el botón de la galga, colocamos la misma en el interior de la boca de 1” (25.4 mm) y aflojamos lentamente el botón. Esta medición se repite tres veces, girando cada vez el envase unos 40º aproximadamente. La medida más pequeña de la medición se toma como el valor de la profundidad de clinchado.
Medición con galga Boxal tipo II:
A la izquierda de la ilustración nº 13, se presenta un alzado de esta galga montada sobre la boca de un envase aerosol. En planta aparece una sección de la misma por la zona de toma de medidas. La utilización primaria de esta galga es para la comprobación de la uniformidad del rizo a lo largo de su circunferencia en la zona de clinchado.
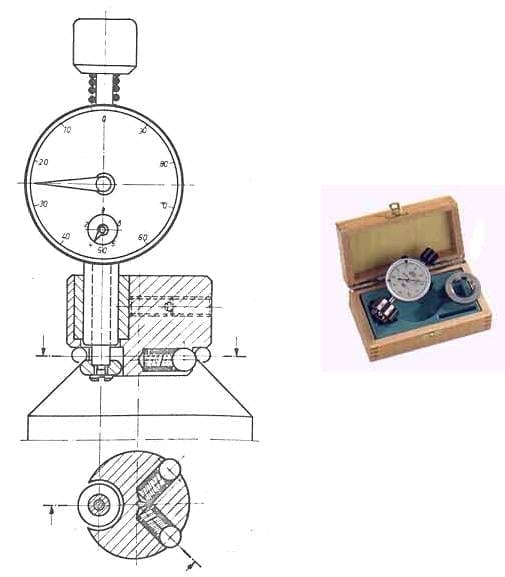
Figura nº 13: Galga Boxal tipo II
Esta medición se realiza, igual que en el caso de la galga tipo I, presionando el botón de la galga e introduciendo la misma en la apertura de 1” (25.4 mm) del envase por medio de un movimiento de giro. La falta de uniformidad que aparezca en las lecturas nunca debe exceder de un valor límite previamente fijado, y que depende del tipo de cierre aplicado.
Se realizan tres medidas con la galga, debiéndose girar el envase 120º con relación a la galga en cada una de ellas.
El cálculo de la altura (CH) de contacto – a la que se realiza en clinchado – se debe calcular por medio de la formula:
CH = (Hmax. + Hmin)/2 + ½ | 25.4 – (Dmax + Dmin)/2|
En la que:
Hmax. = El valor más alto de las medidas realizadas sobre el rizo en cuestión, con la galga tipo II
Hmin. = El valor más bajo de las medidas realizadas sobre el rizo en cuestión, con la galga tipo II
Dmax. = Diámetro interior máximo.
Dmin. = Diámetro interior mínimo.
A la izquierda de la ilustración nº 12 se muestra una galga Boxal tipo II de venta comercial con su anillo de ajuste y dentro de su estuche
Ventajas de aplicación de las galgas Boxal:
El uso de las estas galgas y el método propuesto, tienen las siguientes ventajas con relación a el uso de otros sistemas de medición.
1º.- El contacto con la altura de rizo de la cúpula, permite determinar la profundidad de clinchado de la válvula teniendo en cuenta otros factores como es el espesor del material y el grosor de la junta.
2º.- Los conocimientos requerido y cuidados necesarios para el uso de estas galgas son mínimos.
3º.- Las variaciones posibles en la forma del rizo de la cúpula (diámetro interior, radio interior y ángulo del hombro), y en la exactitud del radio de la herramienta de clinchado, tienen muy poca influencia sobre la exactitud en la medición de la altura de rizo.
 RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
 control de calidad en la fabricacion de los envases metalicos
control de calidad en la fabricacion de los envases metalicos
 PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
 TAPAS TWIST-OFF.- FORMACIÓN DE RIZO Y UÑAS
TAPAS TWIST-OFF.- FORMACIÓN DE RIZO Y UÑAS
 TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
 EL RIZO EN LAS TAPAS
EL RIZO EN LAS TAPAS
 DIMENSIONES PARA CÚPULAS DE AEROSOLES ENTALLADOS
DIMENSIONES PARA CÚPULAS DE AEROSOLES ENTALLADOS
 CÚPULAS DE AEROSOLES
CÚPULAS DE AEROSOLES



0 Comments