من إعداد: كارلوس هيريرا ألفارو ؛ مهندس مصايد أسماك متخصص في تصنيع الأغذية المعلبة في جمهورية ألمانيا الاتحادية KIN eV
المكان والتاريخ: غواياكيل ، 25 نوفمبر 2022
يجب أن يتم التوحيد القياسي لمصانع التعليب ، وكذلك المعدات المستخدمة في المعالجة الحرارية للحموضة المنخفضة والمعلبات الغذائية المحمضة (LACF) ، وفقًا لتوصيات 21CFR113.40 من إدارة الغذاء والدواء (FDA) ، من الجمعية الوطنية لمعالجات الأغذية (NFPA) وغيرها من المنظمات ، التي تسعى جاهدة لتحقيق فاعلية العمليات الحرارية لتحقيق الفتاك الميكروبيولوجي في إنتاج السلع المعلبة ، والهدف النهائي هو ضمان وصول المواد المحفوظة إلى مستويات موثوقة من العقم التجاري ، بحيث تكون إدارة الأغذية والعقاقير (FDA) و USDA تحدد: على أنها الشرط الذي يتم تحقيقه في المحميات من خلال تطبيق الحرارة ، لإنتاج منتج خالٍ من الكائنات الحية الدقيقة القادرة على التكاثر في الغذاء في ظل الظروف العادية للتخزين التجاري والتوزيع بدون تبريد.
يعتمد إنتاج الأغذية المعلبة على سلسلة من العمليات التشغيلية التي تهدف إلى ضمان سلامة الأغذية ، والشغل الشاغل في الصحة العامة هو خطر تكوين توكسين البوتولينوم ، خاصة في الأطعمة منخفضة الحموضة. يمكن أن يكون هذا السم قاتلًا للمستهلك ويتم إنتاجه بواسطة Clostridium botulinum ، وهو كائن حي دقيق مقاوم للحرارة مبوغ ، يستخدم كمرجع أو هدف في دراسات التحقق من الصحة الحرارية (HACCP) ، حيث يجب إثبات تدميره بعملية حرارية بشكل موثوق. مجدولة أو منشأة من قبل سلطة المعالجة.
من أجل عملية مبرمجة مع الوقت ودرجة الحرارة لتكون فعالة في مهمتها المتمثلة في تحقيق التعقيم التجاري المناسب ، فإن مصانع المعالجة والمعدات المستخدمة ، مثل أجهزة البسترة ، وأوتوكلاف البخار التقليدية ، والمياه المغمورة ، ورذاذ الماء ، والشلال ، والضغط الزائد ، وما إلى ذلك ، هم يجب تصميمها وتوحيدها بشكل صحيح ، بحيث تحقق توزيعًا جيدًا لدرجة الحرارة في المعالجة الحرارية ، وبالتالي تضمن وصول جميع العلب المعالجة بالحرارة ، بغض النظر عن موقعها في الجهاز أو وسط التسخين ، إلى معدل الفتك الميكروبيولوجي المحسوب ؛ لتحقيق هذا الأخير ، يجب ضمان وجود إمدادات جيدة في المصنع ، مثل البخار (رطل بخار / ساعة) ، والهواء المضغوط (CFM) ، والمياه ، والكهرباء ، وما إلى ذلك ، كافية وذات نوعية جيدة.
اعتبارات للمعدات المناسبة لمصانع التعليب
تستخدم مصانع التعليب التي تستخدم حاويات معدنية لصنع منتجاتها في الغالب الأوتوكلاف التقليدية ، على دفعات ، وثابتة (AC) ، والتي تستخدم بخارًا مضغوطًا مباشرًا لعمليات البسترة أو التعقيم. هنا يتوافق الضغط المانومتري للبخار المشبع مع درجة حرارة تم تحديدها وفقًا للارتفاع الذي يقع فيه المصنع ، على سبيل المثال ، عند مستوى سطح البحر ، يتم تسخين الأوتوكلاف حتى 120 درجة مئوية (248 درجة فهرنهايت) ، وسيسجل مقياس الضغط 14.1 رطل لكل بوصة مربعة وعلى ارتفاع 1219 مترًا (4000 قدم) فوق مستوى سطح البحر ، عند نفس درجة الحرارة ، سيسجل مقياس الضغط في الأوتوكلاف 16 رطل لكل بوصة مربعة.
نظرًا لطول الموضوع ولجعل هذه المقالة تعليمية أكثر ، من الآن فصاعدًا ، سنتعامل فقط مع التوحيد القياسي لمصانع التعليب التي تستخدم هذه الأنواع من المعالجات التقليدية (AC).
يمكن الآن أيضًا تجهيز مصانع التعليب بأجهزة الأوتوكلاف ذات الضغط الزائد لمعالجة الأطعمة المعلبة حرارياً والتعبئة والتغليف اللينة الأخرى في نفس الوقت ، مثل الأكياس والجرار والبلاستيك والكرتون وما إلى ذلك. عادةً ما تستخدم هذه المعدات المياه المصغرة أو المتتالية أو الفيضانات والفرق مع تلك التقليدية هو أن الضغوط داخل المعدات يمكن أن تصبح أعلى ، على سبيل المثال عند 120 درجة مئوية (248 درجة فهرنهايت) يمكن أن تصل إلى 28 رطل لكل بوصة مربعة ، وهذا الشرط يمنع العبوة اللينة في المعالجة الحرارية من تشوه أو انتفاخ مفرط أو انفجر أو شد إغلاقها ، مما سيضعف لاحقًا من إحكام الحفظ ، مع احتمال تلوث ميكروبيولوجي للطعام.
أنا شخصياً أوصي باستخدام أجهزة التعقيم المزدوجة ، حيث تتم معالجة حاويات ETP و TFS حراريًا بالبخار المباشر والحاويات الناعمة بالماء. يمنع هذا الخيار الأكسدة المبكرة للعلب مع تجسيد خارجي طفيف ، وتشكيل بقع بيضاء بسبب أملاح الكالسيوم والمغنيسيوم الذائبة في الماء ، والتيار الكلفاني الذي يفصل الورنيش الخارجي وأوجه القصور الأخرى التي تزداد سوءًا عند إضافتها إلى مياه المعالجة. بالإضافة إلى ذلك ، المكثفات من أنابيب البخار والمرور المسببة للتآكل من المرجل.
عند توزيع أنابيب البخار في مصانع التعليب ، يوصى بتنفيذ نظام الاحتفاظ بالمكثفات وإعادتها إلى غرفة الغلاية ؛ مع المشعب الرئيسي ، والفخاخ ، والمراكم ، وزجاجات الاحتفاظ ، ومضخة تعيدها إلى خزان إمداد المياه ، لإعادة استخدامها ، مع الاستفادة من الطاقة الحرارية المتبقية.
بالإضافة إلى ذلك ، يجب تركيب الأنابيب التي تزود البخار إلى الأوتوكلاف أو المعدات الأخرى التي تتطلب ذلك ، بتصميم “معقوفة” ، والذي يتكون من تركيب أنابيب الإمداد في الجزء العلوي من الأنبوب الرئيسي أو الأكبر ثم النزول إلى المعدات. مع “U” ، بحيث يبقى أثقل مكثف في الجزء السفلي ويتم الاحتفاظ به أخيرًا في زجاجة مع مصيدة ديناميكية حرارية لإعادتها إلى غرفة المرجل.
مع الأخذ في الاعتبار أن معظم المعدات والأوتوكلاف في مصانع التعليب تستخدم البخار للمعالجة الحرارية ، يجب أن يكون إمدادها كافياً وثابتاً في رطل بخار / ساعة. لهذه المهمة ، يوصى بتوجيه أنبوب مستقل واحد من غرفة المرجل إلى بنك الأوتوكلاف ، وسوف يطلق عليه اسم مضغوط ويجب أن يحافظ على ضغط مانومتري بين 100 و 120 رطل لكل بوصة مربعة في جميع الأوقات. فيما يتعلق بحجمه ، يجب حسابه بناءً على مساحة المقطع العرضي في البوصة 2 ، وفقًا لعدد الأوتوكلاف المتوقعة في بنك المعوجة وعدد الأوتوكلاف التي ستبدأ المعالجة الحرارية المبرمجة في وقت واحد في نفس الوقت.
تقييم النبات والتوازن الحراري في الموقع
سيسمح تقييم المصنع والتوازن الديناميكي الحراري في المجال بتحديد ما إذا كان توليد البخار في غرفة المرجل رطلًا من البخار / ساعة ، مقابل استهلاكه بواسطة المعدات الطرفية في ذروة الإنتاج ، وكذلك أجهزة البسترة والأوتوكلاف. أن تكون في حالة توازن ، خاصة للتحقق مما إذا كان هناك توافر بخار كافٍ لإكمال العمليات الحرارية التي توفر التعقيم التجاري بشكل مرضٍ.
في هذا التقييم ، يجب أن يؤخذ في الاعتبار أن الأوتوكلاف التقليدية (AC) ، التي تستخدم البخار المباشر تحت الضغط في عملياتها ، يجب أن تزيل كل الهواء الداخلي قبل البدء في حساب الوقت الفعال للعملية الحرارية ، حيث أن الهواء هو وسط تسخين أقل كفاءة بكثير من البخار المشبع. يُعرف هذا الإجراء التشغيلي باسم إزالة الهواء أو التهوية أو التنفيس ، وفي هذه المرحلة يحدث أكبر استهلاك للبخار في المحطة. هنا يجب أن يؤخذ في الاعتبار أنه في غضون 10 أو 15 دقيقة ، تستمر التهوية في الأوتوكلاف التقليدي بحوالي 6 أمتار (20 قدمًا) ، مع وصلة بخار (مدخل بخار) 1 بوصة ، حتى تصل إلى 105 درجة مئوية (221) درجة فهرنهايت) ، يمكن أن تستهلك ما يقرب من 3500 رطل من البخار / ساعة أو 100 حصان.
ينطبق هذا الاستهلاك العالي للبخار أيضًا على الأنظمة الديناميكية الحرارية المغلقة الأخرى ، مثل أجهزة البسترة ، وأفران الطبخ ، والمرطبات ، وغيرها ، والتي يجب أولاً إزالة الهواء الموجود بداخلها من أجل تثبيت درجات حرارة العملية الحرارية المبرمجة.
يجب إجراء تقييم المصنع والتوازن الديناميكي الحراري في الموقع في الحالة الأكثر خطورة ، أي مع عمل المعلب مع جميع خطوط الإنتاج وبسعة قصوى. في هذا السيناريو ، سيكون استهلاك البخار أكبر وأكثر تمثيلاً .
بالنسبة للأنظمة المفتوحة للتدفئة مثل الصهاريج وحمامات السباحة والأحواض والغلايات والغسالات وما إلى ذلك ، حيث لا تصل السوائل أو الصلصات أو المواد الغذائية أو المواد إلى الضغط ، يمكن حساب استهلاك البخار بشكل تقليدي ؛ هذا ما يقرب من 334750 وحدة حرارية بريطانية أو 345 رطلاً بخارًا / ساعة (10 BHP) لكل 1 طن متري (2200 رطل) ، لرفع الشحن من درجة الحرارة المحيطة إلى 100 درجة مئوية (212 درجة فهرنهايت).
يُنصح أيضًا بإجراء تقييم للأنابيب الموزعة في مصنع التعليب ، مع الأخذ في الاعتبار مناطق المقطع العرضي في البوصة 2 وضغط الخط في PSI ، حيث قد يكون هناك إنتاج جيد وإمداد بالبخار إلى مناطق الإنتاج ، ولكن إذا كانت الأنابيب ذات أبعاد سيئة ، فيمكن تقييد تدفقها أو تفريغها بشكل كبير.
عادة عندما يتم توسيع مصنع التعليب بخطوط إنتاج جديدة ، مع معدات إضافية وبتخطيط سيئ ، يمكن التحقق في تقييم المصنع من وجود عجز في إمداد البخار لتنفيذ العمليات الحرارية بشكل صحيح.
نظام التقييس والتهوية لبنك الأوتوكلاف
إن النموذج المثالي في تصميم وتجميع بنك الأوتوكلاف التقليدية (AC) والمعالجة الحرارية بالبخار المشبع تحت ضغط منخفض الحموضة في حاويات معدنية ، هو أن جميعها موحدة من حيث التصميم والحجم ونظام التهوية ، في هذا سيناريو ، فإن دراسة توزيع درجة حرارة واحد أو اثنين من الأوتوكلاف ستكون قادرة على التحقق من صحة الباقي. إذا لم يكن الأمر كذلك ، فيجب إجراء التحقق من صحة المعدات التي توفر العقم التجاري للأغذية المعلبة بشكل مستقل أو في مجموعات.
بالنظر إلى أن التخلص من الهواء أو التنفيس من داخل أجهزة الأوتوكلاف التقليدية (AC) أمر ضروري لتتمكن من تثبيت درجات حرارة المعالجة الحرارية من البداية ، سنقوم بتفصيل أنظمة التهوية الرئيسية التي وصفتها إدارة الأغذية والعقاقير (21CFR113.40) .) و NFPA (B 26-L) وغيرها. تذكر هذه المنشورات أيضًا الأوقات ودرجات الحرارة التي يجب أن تظل الفتحات مفتوحة عند بدء العملية الحرارية ، من أجل الحصول على توزيع جيد لدرجة الحرارة ، لكننا لن نذكرها هنا لأنه سيتعين على سلطة العملية تحديدها مع التحقق من الصحة دراسات.
الفتحات عبارة عن ثقوب كبيرة تخرج من الأوتوكلاف الأنبوبية ، حيث يتم تركيب البوابة أو صمامات التدفق المفتوحة للتحكم في إزالة الهواء.
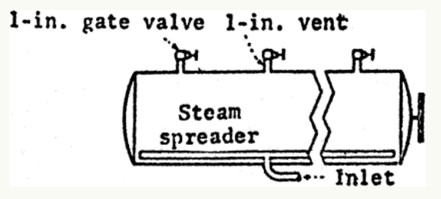
تنفيس الأوتوكلاف الأفقية. (أ) التهوية من خلال فتحات متعددة مقاس 1 بوصة (2.5 سم) تصب مباشرة في الغلاف الجوي.
هذا التصميم غير معتاد في مصانع التعليب ، حيث تحتوي على عدد كبير من صمامات البوابة للتعامل معها. لديهم فتحة أو فتحة تهوية 1 بوصة (2.5 سم) لكل 5 أقدام (1.52 متر) في طول الأوتوكلاف ، ومجهزة بصمام بوابة أو محبس يفرغ في الغلاف الجوي ، والفتحات الموجودة في النهايات لا تزيد عن 2.5 قدم (76 سم) من حيث تبدأ المعوجة وتنتهي.
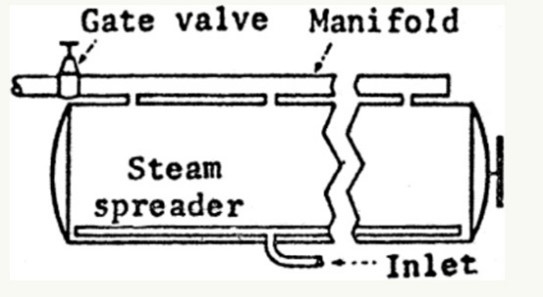
تنفيس الأوتوكلاف الأفقية. (ب) التهوية من خلال فتحات التهوية المتعددة مقاس 1 بوصة (2.5 سم) التي تتدفق من خلال مشعب إلى الغلاف الجوي.
هذا التصميم هو الأكثر استخدامًا في مصانع التعليب ، حيث يتمتع بسعة كبيرة وفعال للغاية لإزالة الهواء في العملية الحرارية. لديهم فتحة تهوية 1 بوصة (2.5 سم) لكل 5 أقدام (1.52 متر) من طول الأوتوكلاف ؛ والمبيعات إلى
ما لا يزيد عن 2.5 قدم (76 سم) من نهايات المعوجة. حجم مشعب المنوع: للأوتوكلاف التي يقل طولها عن 15 قدمًا (4.6 متر) ، 2 بوصة (6.4 سم) ؛ للأجهزة الأوتوكلاف 15 قدمًا (4.6 مترًا) وأطول ، 3 بوصات (7.6 سم).
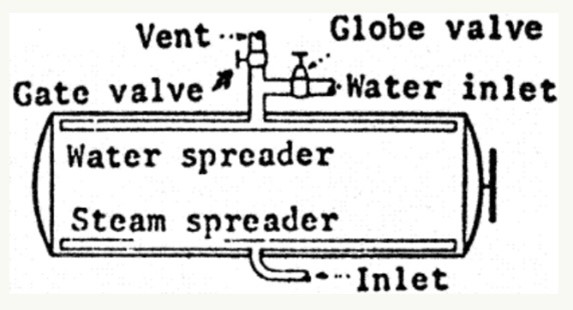
تنفيس الأوتوكلاف الأفقية. (ج) التهوية من خلال أنابيب رش المياه المستخدمة في مرحلة تبريد العلب.
حجم صمام التهوية والبوابة: لأجهزة الأوتوكلاف التي يقل طولها عن 15 قدمًا (4.6 متر) ، 2 بوصة (5.1 سم) ؛ للأجهزة الأوتوكلاف 15 قدمًا (4.6 متر) وأطول 2 بوصة (6.4 سم).
حجم رشاش الماء: في الأوتوكلاف التي يقل طولها عن 15 قدمًا (4.6 متر) ، 1 بوصة (3.8 سم) ؛ لأجهزة الأوتوكلاف 15 قدمًا (4.6 مترًا) وأطول 2 بوصة (5.1 سم). يجب أن يكون عدد الثقوب بحيث يكون إجمالي مساحة المقطع العرضي مساويًا تقريبًا لمساحة المقطع العرضي لمدخل أنبوب التهوية.
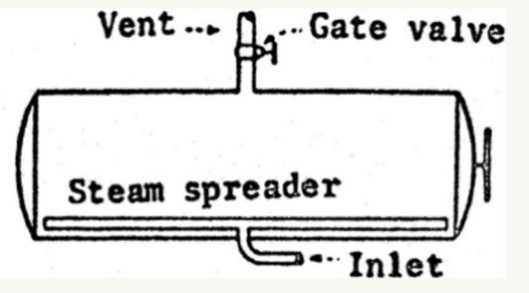
تنفيس الأوتوكلاف الأفقية. (د) التهوية من خلال فتحة تهوية علوية مقاس 2 بوصة (6.4 سم). يجب ألا يتجاوز طول الأوتوكلاف 15 قدمًا (4.6 متر).
لديهم فتحة تهوية 2 بوصة (6.4 سم) مزودة بصمام بوابة 2 بوصة (6.4 سم) وتقع على بعد 2 قدم (61 سم) من مركز المعوجة.
تنفيس الأوتوكلاف العمودية. (ه) التهوية من خلال فتحة تهوية 1 بوصة (3.8 سم).
لديهم أنبوب تصريف 1 بوصة (3.8 سم) مزود بصمام بوابة 1 بوصة (3.8 سم) ولا يزيد عن 6 أقدام (1.8 متر) 1 بوصة (3.8 سم) خارج الصمام ، قبل التفريغ في البيئة أو إلى مجمع.
تنفيس الأوتوكلاف العمودية. (و) التهوية من خلال فتحة واحدة بقطر 1 بوصة (2.5 سم) أو فتحة أو فتحة تهوية علوية.
لديهم فتحة تهوية 1 بوصة (2.5 سم) على الغطاء أو الجانب العلوي ، ومجهزة بصمام بوابة 1 بوصة (2.5 سم) وتفريغ مباشر في الغلاف الجوي ، إلى مشعب أو متشعب.
تنفيس الأوتوكلاف العمودية. (ز) تهوية خالية من الفتحات من خلال فتحة تهوية أو مصرف يقع في الجزء السفلي من الأوتوكلاف.
(أ) فتحات
لا تحتوي أجهزة الأوتوكلاف هذه على سيارات أو سلال ، حيث تسقط العلب مباشرة في الأوتوكلاف المملوء بالماء لتخفيف السقوط.عند اكتمال الحمولة ، يتم تصريفها في الماء وتبدأ العملية الحرارية. يوجد موزع البخار في الجزء العلوي من الأوتوكلاف ويتم التهوية من خلال الصرف الموجود في الأسفل.
من الواضح أنه يمكن استخدام تصميمات أو أنظمة تهوية أخرى غير تلك الموضحة في هذه المقالة ، ولكن يجب أن يكون لدى مصنع المعالجة دليل ملموس في الملف ، مع دراسات توزيع درجة الحرارة التي تجريها سلطة المعالجة ، والتي توضح أن هناك إزالة كافية للهواء من داخل الأوتوكلاف قبل بدء المعالجة الحرارية المبرمجة.
بالنظر إلى أنه في هذه المقالة لم نتمكن من توضيح المفاهيم المهمة في توحيد الأوتوكلاف التقليدية (AC) ، مثل الأجهزة والمعدات والإجراءات الإلزامية وغيرها من القضايا ، فسوف نتعامل معها في فصل لاحق.
يمكن التعامل مع أي شك بشأن توحيد معايير بنك الأوتوكلاف ، والذي يأخذ أيضًا في الاعتبار التصميم والتجميع ، من خلال Mundolatas.
 دراسات التحقق من صحة الأطعمة المعلبة في عبوات معدنية. اختراق الحرارة
دراسات التحقق من صحة الأطعمة المعلبة في عبوات معدنية. اختراق الحرارة
 دراسات التحقق من صحة الأطعمة المعلبة في عبوات معدنية
دراسات التحقق من صحة الأطعمة المعلبة في عبوات معدنية
 إعادة التلوث الميكروبيولوجي للمعلبات الغذائية في عبوات معدنية
إعادة التلوث الميكروبيولوجي للمعلبات الغذائية في عبوات معدنية
 BEFCRAFT تشتريها التي يمكن أن تعمل في مجال التعليب المحمول
BEFCRAFT تشتريها التي يمكن أن تعمل في مجال التعليب المحمول
 THE BRITISH RE: WATER ، العلامة التجارية الأولى للمياه في السوق التي تستخدم زجاجات الألمنيوم المعاد تدويرها بالكامل
THE BRITISH RE: WATER ، العلامة التجارية الأولى للمياه في السوق التي تستخدم زجاجات الألمنيوم المعاد تدويرها بالكامل
 تأثير جودة المياه على أداء الحاويات المعدنية
تأثير جودة المياه على أداء الحاويات المعدنية
 حاويات معدنية | حاويات معدنية سعة 4 لتر
حاويات معدنية | حاويات معدنية سعة 4 لتر
 فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة
شراء حاويات لمصانع الدهانات
فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة
شراء حاويات لمصانع الدهانات
 سدادات عبوات أو حاويات معدنية
سدادات عبوات أو حاويات معدنية



0 تعليق