

4th الدفعة نظرية الإغلاق
13.- تحليل الأختام
يجب تنفيذ نظام تحليل ، بناءً على البيانات الدورية التي يتم الحصول عليها في مراقبة عمل الخياط . إذا تم ضبط آلة الخياطة بشكل مثالي ، فمن المحتمل جدًا أن يكون أي تغيير كبير في جودة الختم بسبب الأجسام أو القيعان بدلاً من الماكينة نفسها.
حاليا يتم استخدامها جدا أنواع مختلفة من الغرز ، من أولئك الذين لديهم رأس إغلاق بسيط إلى أولئك الذين لديهم 16 رأسًا أو أكثر. من الضروري أن تكون عملية الإغلاق مستقرة ، في جميع الرؤوس ، وتتطلب تحكمًا صارمًا في عملية كل رأس.
من خلال إنشاء تحليل الاتجاه ، مدعومًا بالتمثيل اليومي لنتائج الإغلاق ، من الممكن تحديد التكرار الضروري لإجراءات التعديل حسب الأهداف لكل نوع من أنواع الخياطين. قد يحتاج الخياطون المصممون جيدًا والمبنيون إلى تعديل مستهدف كل ثلاثة أشهر ، بينما يحتاج البعض الآخر إلى تعديل أسبوعيًا.
في حالة خياطون للحاويات غير النظامية ، عملية تحديد الأهداف بشكل عام ليست دقيقة للغاية ، بسبب القيود في تصميم هذا النوع من الآلات. ومع ذلك ، يمكن تطبيق نفس المبادئ.
بشكل عام ، لمتابعة بشكل صحيح تطور الإغلاق في الخياطه يمكن تطبيق المبادئ التالية:
واحد. – يجب أن جمع عينة على فترات منتظمة ، عادة واحدة من كل محطة مغلقة ، مع تحديد مصدرها.
2.- كل حاوية تخضع ل القياسات والموافقات أعلاه ، مع ملاحظة النتائج التي تم الحصول عليها.
3.- يجب ان يكون قارن نتائج القياس بالبيانات المحددة في المواصفات . لهذا ، يجب تحديد متوسط جميع القياسات ، مع مراعاة الحدود القصوى والدنيا ، ومقارنة متوسط القيمة التي تم الحصول عليها مع المواصفات ، وكذلك نطاق تباينها.
4.- يجب مقارنة النتائج التي تم الحصول عليها مع تلك التي تم الحصول عليها من عينات سابقة أخرى ، من أجل التحقق من حالة الجهاز والطاقة تصحيح عدم التطابق دون الحاجة إلى إيقافه.
5.- إذا بدا أن الإغلاق خارج عن السيطرة ، أنها مريحة أ فحص 5 حاويات لكل محطة للتأكد من صحة القيم التي تم الحصول عليها مسبقًا
6.- من المهم أيضًا تنفيذ أ تقييم 5 حاويات لكل محطة ، عندما تبدأ العمل بعد توقف طويل ، بعد تغيير فورمات ، أو حتى أدوات التغيير على الجهاز .
إذا أظهرت لنا مقارنة القياسات أن الجهاز خارج الضبط ، أو أن عمليات الإغلاق التي تم الحصول عليها تنفصل تدريجياً عن المواصفات ، فقد يرجع ذلك إلى أحد الأسباب التالية:
إلى.- بعض تغيير في خصائص الهيئات أو الصناديق التي يتم تغذية المعدات بها.
ب.- التراب في الجهاز.
ج. – لباس مفرط من جزء من الخياط.
و – أي تدخل أو ازدحام من آليات الآلة.
يجب التأكيد على أن التحكم الإحصائي لعمليات الإغلاق ، يضمن كفاءة أكبر ، ويعطينا إشارة واضحة إلى متى يجب العمل على تنظيم وتعديل الخياط.
في ماكينة الخياطة ذات الرؤوس المتعددة للإغلاق ، تكون مهمة المراقبة المتكررة للعديد من الحاويات لكل رأس مهمة طويلة وشاقة ، ولكن الأمر يستحق القيام بذلك ، والأكثر من ذلك ، إذا كانت الآلة المذكورة مزودة بأدوات تقنية جديدة ، فهي مكلفة ؛ من التناقض تنفيذ هذه النفقات حتى لا يتم ضبط الجهاز بشكل صحيح في جميع الأوقات من خلال هذه المراقبة المتكررة.
14º. – بروتوكولات صيانة أوثق
مهمة الصيانة الرئيسية ، بشكل مختلف تمامًا عن المهام الأخرى ، هي تزييت مناسب . أكثر المناطق ضعفًا في الخياط هي الأجزاء التي تتحرك بسرعة أعلى مثل أعمدة المغزل ، لوحات ضغط ، من الحاكم و نظام تغذية الأموال .
إن محور المغزل ومحور لوحة الضغط معرضان بشكل خاص للتشبث ، ليس فقط بسبب نقص التزييت ، ولكن أيضًا بسبب التلوث بالمنتج ، في حالة الخياطون في مصانع التعليب.
بعد كل تصنيع ، يجب أن يكون هناك وقت كافٍ تنظيف تلك المناطق المعرضة للخطر ، حيث قد يتسبب انسكاب المنتج في تلف ميكانيكي ، أو توليد حرارة موضعي عن طريق الاحتكاك. بمجرد الانتهاء من عملية الغسيل بالضغط ، من المهم إجراء تشحيم يضمن خروج المياه المحاصرة ، وخاصة سوائل التنظيف ، للتأكد من أنها لا تلوث المناطق الحساسة ، مثل محامل . من غير الفعال تطوير هدف ملائم إذا كان جهازًا قديمًا ، به مناطق معرضة للتآكل. يمكن أن يحدث هذا بشكل متكرر في الخياطون الذين لديهم إنتاج موسمي فقط.
يبذل بناة الخياطون جهودًا هندسية لتقليل التكرار والصيانة المناسبة لمهمة التشحيم. ومع ذلك، لا توجد أنظمة إعادة تدوير الزيت ومرافق التشحيم الذاتي للمسطرة إلا في المعدات الحديثة . يحتاج العديد من الخياطين القدامى ، الذين لا يزالون يعملون بشكل مثالي ، إلى العناية والاهتمام اللازمين للبقاء في حالة جيدة ، وليكونوا قادرين على إنتاج أغطية جيدة النوعية.
15º. – التحسينات التقنية للختم وتطور نفس (الأختام الصغيرة)
المقدمة
الوصول إلى السوق آلات الختم عالية السرعة، وتقليل السماكة في الصفيح المقصدري وكذلك زيادة صلابته ، وإدخال الصفيح المزدوج المخفض ، وتعميم استخدام نوع التغليف “قطعتان” ، وزيادة استخدام مكونات إغلاق أخرى مواد مثل TFS أو الألومنيوم جعلت مفهوم الإغلاق محدثًا.
في الواقع ، ينشأ كل شيء من الحاجة المتزايدة لتقليل تكاليف التعبئة والتغليف ، مما يتسبب في تحسينات وتعديلات مستمرة في عمليات تصنيع الهياكل والقيعان تقدم كبير جدًا في مجال العلب الأسطوانية هو الحاوية من “النوع المكون من قطعتين”. DWI ، هذا هو \ It \ له يتشكل القارب من خلال الرسم والامتداد اللاحق وكي جدرانه . انتشاره الكبير في مجال المشروبات الغازية والبيرة ، يعني ضمناً مطلبًا إضافيًا بأن الإغلاق يجب أن يكون محكمًا تحت ضغط داخلي معين ، بحيث لا ينتج عنه فقد ثاني أكسيد الكربون.
تتمثل المزايا الواضحة لهذا التغيير في التخلص من أي نوع من خطوط اللحام الجانبية والحاجة إلى إغلاق مفصل واحد بين الجسم والغطاء. استفادت العلب غير المنتظمة ، التي تم الحصول عليها عن طريق الرسم الضحل ، من تقنية التصنيع الجديدة هذه.
تقدم كبير آخر كان انخفاض كبير في سمك القاع والجسم . استخدام مواد أرق وأكثر مقاومة يوفر المعدن ، وكذلك مع إدخال انخفاض الصلب المزدوج يمكن الحفاظ على خصائص العبوات.
هذا التطور قد تطلب إدخال تقنية “الإغلاق المصغر” ، والتي تضمن الحفاظ على عملية تشكيل الإغلاق ، مع المواد الجديدة الأرق والأصعب. أصبح هذا الإغلاق ممكنًا أيضًا ، بسبب التسهيلات التي تحتوي عليها النقانق أو الحاويات المكونة من ثلاث قطع مع طبقات ملحومة كهربائيًا. من الواضح أن الإغلاق الأصغر يعني درجة أكبر من الدقة مقارنة بالإغلاق ذي الحجم العادي. ومع ذلك، إذا أردنا تنفيذ استخدام المواد الرقيقة والصلبة بشكل صحيح ، فمن الضروري التغيير إلى تقنيات استخدام “الإغلاق المصغر” ، للحفاظ على الحد الأدنى من معايير الختم الحرجة . يستلزم ذلك الحاجة إلى تدريب الميكانيكيين والأشخاص المشاركين في تقنية الإغلاق التقليدية في هذه التقنية الجديدة بشكل صحيح.
تطور الإغلاق
خلال العقود الماضية ، كانت أجسام وقيعان الحاويات مصنوعة من الفولاذ المطلي ( القصدير ، TFS…) ، تم تحسينها بواسطة المستخدمين (على سبيل المثال: تحسينات في المناولة والتخزين وظروف العملية …) ومصنعي العبوات (على سبيل المثال: تحسينات في عملية التصنيع ، السماكة ، الخصائص …) ، مع مراعاة احسب استخدام المواد الرقيقة جنبًا إلى جنب مع الصلابة العالية (على سبيل المثال: استخدام صفيح مزدوج مختزل)
أثر استخدام سمك أرق وأكثر صلابة لتصنيع القيعان بشكل مباشر على جودة وسلامة عمليات الإغلاق. حجم أو نوع الإغلاق الذي تم تحديده وتكييفه ، منذ سنوات عديدة ، لاستخدام صفيح بسيط ومخفض وسمك وليونة ، ليس بالضرورة مناسبًا لضمان جودة جيدة للإغلاق باستخدام الآن لوح صلب وصلب.
نتيجة لذلك ، لم يتطور حجم أو نوع الإغلاق بالتوازي مع التغيير في مواصفات جسم الحاويات وخاصة قاعها. عند تطبيق معايير الأبعاد لأنواع الإغلاق السارية باستخدام هذه المواد ، فإنها تولد سلسلة من المشاكل ، أهمها وجود مستوى مفرط من التجاعيد ، مما يضر بجودة الإغلاق.
أثناء عملية الإغلاق ، يتم “تقليل” الجزء المعدني من الجزء السفلي من الجناح ، وتكون هذه العملية أكثر وضوحًا كلما كانت النقطة الطرفية أكثر ، حيث تكون الحد الأقصى عند الحافة. لذا فإن النقطة “إلى”، راقب رسم رقم 63 ينتقل من الموضع 1 في حالته الأولية في القرص المسطح المقطوع ، إلى الموضع 2 ، عندما يكون الجزء السفلي ملتفًا بالفعل. أخيرًا ، ينتقل إلى الموضع 3 ، بمجرد اكتمال الإغلاق.
الشكل 63: تطور المعدن في جناح القاع
في عملية “التخفيض” هذه ، هناك ملف مادة “فائضة” ناتجة عن انخفاض القطر . الميل الطبيعي للمعادن هو تكوين التجاعيد. بينما يمكن التقليل من هذه التجاعيد أو إزالتها ، فإن تطبيق شد أكبر أثناء عملية الإغلاق يستخدم صفيحًا “ناعمًا” ؛ سيكون هناك المزيد والمزيد من الصعوبة ، بغض النظر عن نوع بكرات الإغلاق المستخدمة ، عند استخدام معدن رقيق وصلب. ستزداد هذه الصعوبة بشكل كبير في حالة قطر الحاوية الصغيرة ، مما يؤثر على سلامة الإغلاق. بالتالي للتخلص من المشكلة الخطيرة للغاية المتمثلة في التجاعيد الزائدة بالمواد الصلبة والرقيقة ، كان من الضروري إعادة التفكير في المعايير الكلاسيكية للإغلاق .
الحل الوحيد الممكن هو تقليل كمية المعدن في الجناح السفلي “لتقليل” ، تغيير حجم الإغلاق حسب المواصفات الجديدة للجسم وأسفل الحاوية . باختصار ، انخفاض السماكة وزيادة صلابة مادة الجسم وخاصة قوى القاع إعادة تصميم شفة الهيكل والحافة السفلية ، والانتقال إلى معايير أصغر . وقد أدى ذلك إلى ظهور جيل جديد من عمليات الإغلاق التي تم تحديدها على أنها “عمليات إغلاق مصغرة”
بهذه الطريقة ، يتم زيادة نطاق أنواع الإغلاق ذات الأحجام الصغيرة. هذه الأنواع الجديدة صالحة لكل من الألواح الرقيقة والصلبة (DR) والأوراق السميكة والناعمة (SR).
في رسم رقم 64 ، يمثل تطور عملية تصغير حجم الجناح السفلي ، التي حدثت خلال العقود الماضية ، والمرتبطة باستخدام مواد جديدة. وقد أدى ذلك إلى تقليل قطر القطع للقرص الأولي ، وبالتالي انخفاض في استهلاك المواد ، وبالتالي توفير كبير.
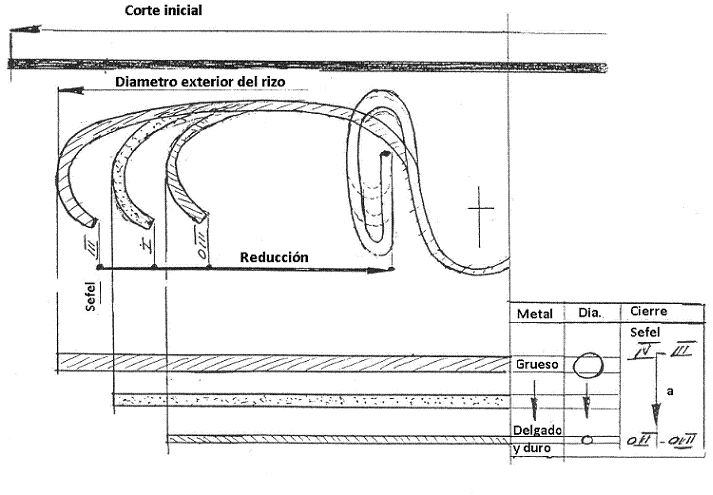
الشكل 64: تطور حجم الإغلاق
لا يؤثر استخدام هذا النوع من مواد DR على الإغلاق فحسب ، بل من الضروري إعادة تصميم المظهر الجانبي السفلي مرة أخرى ، وتعديل العناصر مثل عمق الحوض وتكوينه ، وإعادة تحديد شكل حلقات التمدد للوحة المركزية.
إن تقليل سماكة القاع واعتماد مادة مزدوجة مخفضة ، يتطلب حتماً نصف قطر أصغر لقاعدة الدرج ، وزيادة عمق الدرج المذكور لتحقيق نتائج جيدة في الإغلاق. هذا التغيير يقلل من قوة اختراق تشاك في القاع .
تتطلب تقنية عمل “الإغلاق المصغر” درجة من الدقة أعلى من الإغلاق التقليدي ، ويجب أن تكون الأدوات المستخدمة ذات جودة أفضل ، ومن المرغوب دائمًا استخدام قطع (شياطين وبكرات على الأقل) مطلية بكربيد الكروم أو نيتريد التيتانيوم. دعونا نحدد التطورات اللازمة في كل عملية ختامية.
العملية الأولى
الصحيح تشكيل عملية التماس الأولى ، هو دائمًا العامل الأكثر أهمية لتحقيق جودة جيدة . تتطلب تقنية “الإغلاق المصغر” مزيدًا من العناية في وقت العملية الأولى ، نظرًا لأنه كلما كانت الورقة أكثر صلابة ونحافة ، زادت صعوبة التحكم في وجود التجعيد. ومن ثم ، فإن تصميم ملف تعريف هذه الأسطوانة أمر حاسم للنجاح في هذه الخطوة. أثناء عملية تشكيل المعدن ، من الضروري وضع حافة التجعيد السفلية في منتصف نصف قطر شفة الحاوية. راقب رقم 65.
الشكل 65: القسم الصحيح من العملية الأولى لـ “إغلاق صغير”
التصميم الجديد المصغر للجناح السفلي يحتوي فقط على الحد الأدنى من المواد الكافية لتحقيق الطول المناسب للخطاف السفلي. وبالتالي إذا كانت لفة التشغيل الأولى لا تحتوي على ملف تعريف صحيح ، أو تم ضبطها بشكل غير صحيح ، ولا تضع مادة الحافة في موضعها الدقيق ، فلن يكون هناك تداخل غير كافٍ في نهاية خط اللحام . إن البديل المتمثل في إضافة المزيد من المواد إلى الحافة السفلية لضمان خطاف سفلي أفضل سيكون له تأثير سلبي ، لأنه سيولد تجاعيد غير مقبولة من وجهة نظر إحكام الإغلاق.
تحتوي القيعان المصممة لـ “عمليات الإغلاق الصغيرة” على طرف أو حافة واحدة من التجعيد ، حيث تم التخلص من القسم المستقيم النهائي ، مع تقريبه لأعلى إلى حافة القطع. في ال الشكل 66 يمكن رؤية الجزء المستقيم من نهاية الضفيرة في خلفية تقليدية وبجانبها المظهر الذي يجب أن تظهر به خلفية من هذا النوع الجديد.
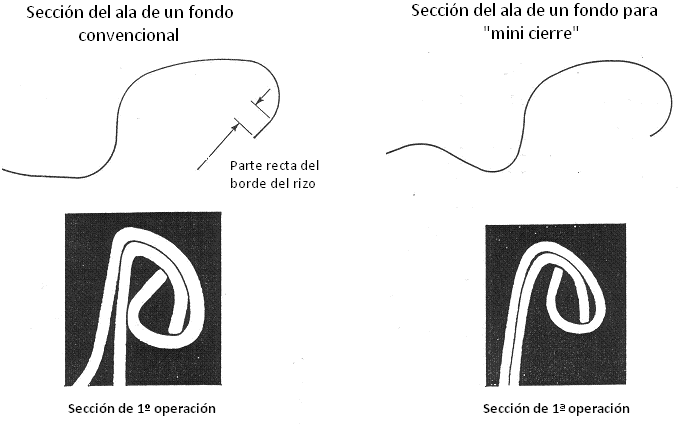
الشكل 66: مقارنة عملية أولى في إغلاق تقليدي و a إغلاق صغير
على خلفية سوداء ، يمكنك رؤية صور العمليات الأولى التي سينشئها كلا النوعين من الضفائر. من الواضح أن هذا التصميم يعطي تحكمًا إضافيًا في المواد أثناء تشكيل الخطاف السفلي في العملية الأولى للإغلاق.
عندما نحلل مظهر قسم التشغيل الأول ، الذي تم تحقيقه من خلال هذا التصميم السفلي الجديد ، فإننا نقدر أنه تم تحقيق تحسين جذري باستخدام هذه التقنية. يتم التحكم في المواد بشكل أفضل ويمكن وضعها في الموضع الأمثل.
العملية الثانية.
دعونا نصر مرة أخرى على نهاية عمل العملية الثانية: قم بضغط التجميع الذي تم الحصول عليه في العملية الأولى ، حتى النقطة التي يتم فيها ضمان إحكام الإغلاق .
خلال هذه العملية ، تتدفق الحشية المطاطية لملء أي فراغات داخل الختم. تم تصميم ملف تعريف لفة العملية الثانية ، لهذا النوع من الصناديق الجديدة ، لتلبية متطلبين أساسيين. أولاً وقبل كل شيء ، يجب تصميم صورتك الظلية لتحقيق الضيق الصحيح ، مما يسمح بتغطية المعلمات الحرجة للإغلاق. ثانيًا ، يجب أن يحاول شكل الملف الشخصي استيعاب الضغط المنخفض محتمل الإغلاق مع الضيق اللازم لنفسه.
يسمح الجيل الجديد من عمليات الإغلاق بحل المشكلات الناتجة عن عمليات الإغلاق التقليدية ، مع زيادة الصلابة وانخفاض سمك المواد ، ويمثل تقدمًا في تقنية الإغلاق.
تقييم “الإغلاق المصغر”
تتطلب مهمة إجراء “إغلاق صغير” درجة من الدقة أكبر من تلك الخاصة بالإغلاق التقليدي ، لذلك من الضروري تقديم سلسلة من الإجراءات الخاصة في العملية النموذجية لتقييم الإغلاق الكلاسيكي ، والتي سنشرحها بالتفصيل أدناه.
العملية الأولى:
بمجرد إجراء عملية الإغلاق الأولى بواسطة الخياط ، يكون ذلك ضروريًا تقييمه على حد سواء الأبعاد والبصرية . بمساعدة خطاف – أو ميكرومتر للإغلاق – يتم قياس سماكة العملية الأولى وملاحظتها.
بالإضافة إلى ذلك ، يجب قياس عمق الجرافة الناتج بمجرد تنفيذ هذه العملية. لذلك ، باستخدام المقياس المشار إليه بالفعل في قسم “تقييم الختم – قياس عمق الحاوية” ، سيتم قياس عمق الحاوية في نهاية نصف قطرها فقط. نظرًا لصغر حجم الإغلاق وتكوينه وتقليل حجم الحافة السفلية ، فمن الأهمية بمكان تحقيق العمق الصحيح للدرج في العملية الأولى.
في آلات اللحام التي تستخدم بكرات ومحاذاة إغلاق “غير موجهة” ، من الضروري اللجوء إلى تعديل ارتفاع ملف تعريف الأسطوانة بالنسبة لشفة المغزل باستخدام مقاييس السماكة ، كما أشرنا سابقًا. بالنسبة لهذا النوع من الإغلاق ، من الإيجابي جدًا استخدام مجموعات من البكرات والمغناطيس الموجهة.
بمجرد ملاحظة هذين البعدين ، يتم تقسيم الإغلاق الذي تم الحصول عليه في العملية الأولى عند نقطتين متقابلتين ، بعيدًا عن منطقة التماس الجانبي للجسم ويتم ملاحظة القطع المذكورة في جهاز عرض الإغلاق. بالإضافة إلى الالتزام بالقياسات المحددة ، فإن التأكيد على تحقيق تشكيل هندسي جيد للإغلاق في أول عملية له هو جانب مهم لتحقيق إغلاق نهائي جيد.
ال رقم 67 يعرض ثلاثة أنواع من العملية الأولى لـ “إغلاق مصغر” تتوافق مع النتائج التالية:
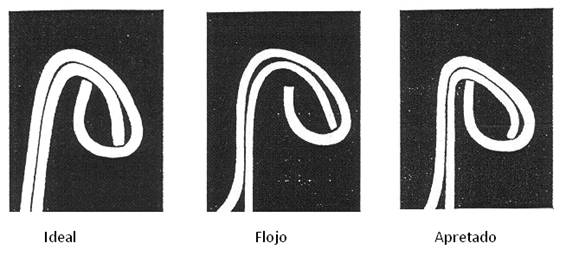
الشكل 67: أنواع مختلفة من العملية الأولى في إغلاق صغير
المثالي: من المهم جدًا رؤية حافة التجعيد السفلي في موضع يتزامن مع مركز نصف قطر حافة الجسم.
واسع : إذا كان المشبك فضفاضًا جدًا ، فسيتم إنشاء خطاف سفلي غير مناسب.
ضيق: إذا كانت العملية الأولى ضيقة للغاية ، فسيحدث تشوه بين الخطاف السفلي وخطاف الجسم.
العملية الثانية:
كما في حالة العملية الأولى ، من الضروري تقييم الإغلاق الذي تم الحصول عليه من حيث الأبعاد والبصرية . يتم تسجيل جميع الأبعاد في ورقة التحكم في العملية ، والتي يتم من خلالها حساب المعلمات الحرجة.
من الضروري أن تكون مقاييس ضمان الجودة المستخدمة قادرة على قياس “الإغلاق الصغير” ، مما يسمح بقراءات دقيقة. هذا مهم بشكل خاص للمقاييس التي تقيس عمق الجرافة وسمك الختم.
كل جانب من جوانب الإغلاق النهائي مهم ، لكن المعلمات الحاسمة التي يجب تحقيقها ضرورية. التسلسل الموصى به للتدابير هو:
عمق الجرافة:
من المهم أن يقع مسبار مقياس عمق الجرافة في المنطقة التي ينتهي فيها نصف قطر الجرافة. في ال الشكل رقم 68 هو موضع تقدير حيث يجب أن يتصل المسبار المذكور .
شكل رقم 68: قياس الكوفيت في إغلاق صغير
على عكس القيعان التقليدية ، هناك فرق كبير في الأبعاد بين عمق الدرج وطول الإغلاق. في رسم 65 يمكن ملاحظة أن الكوفيت الموجود في الإغلاق المصغر أكبر بكثير من الإغلاق ، ويختلف عما يحدث في الإغلاق التقليدي . يعني هذا في كثير من النواحي أن ضبط ماكينة الخياطة أسهل ، خاصة في تلك التي تستخدم بكرات ومغناطيس موجهة ، حيث يكون من الصعب للغاية إجراء تعديلات لتصحيح العلاقة بين هذين العنصرين من الختم.
في آلات اللحام حيث يوجد تعديل عمودي لارتفاع البكرات ، يجب توخي الحذر بشكل خاص لضمان عدم ملامسة الأسطوانة أبدًا للحافة الحية لشفة المغزل. يتم تدمير الطلاءات المتطورة التي يتم توفير معظم أدوات الإغلاق بها في هذه التقنية في لحظة ، إذا كان هناك عقد بسيط.
يتم قياس عمق الحاوية السفلية عند نقطتين متقابلتين بعد إفراغ محتويات الحاوية ، إذا تم إجراء تقييم الإغلاق في مصنع تعليب ، حيث قد ينتج عن قراءة خاطئة إذا تم قياسها في حاوية تخضع ل فراغ داخلي ، خاصة في قيعان المعدن المنخفض السماكة ، وهو أمر طبيعي في الإغلاق الصغير.
طول المشبك:
يقاس طول المشبك بنقطتين ينعكس بشكل أساسي عندما يتم ضبط ضيق لفة العملية الثانية جيدًا. بالإضافة إلى ذلك ، تعد المراقبة الدقيقة لطول التماس مؤشرًا جيدًا على حالة تآكل لفة التشغيل الأولى.
إذا تم ضبط لفة العملية الثانية بشكل فضفاض جدًا ، فسيكون طول خط اللحام النهائي قصيرًا ، على سبيل المثال أقل من 2.40 مم. إذا كانت هذه اللفة ضيقة جدًا ، فقد يتجاوز طول التماس 2.70 مم. يمكن أن تكون أطوال الإغلاق المفرطة مؤشرًا على ارتداء لفة التشغيل الأولى.
سمك الختم:
سمك أو سمك الإغلاق مرتبط بالمساحة الخالية فيه كما رأينا بالفعل في مفهوم “تحديد المساحة الحرة” في القسم الخامس التقييم الختامي. في حالة “الإغلاق المصغرنحن نتعامل مع الفرق هو أن الثابت ينخفض بمقدار 0.19 مم. بحد أقصى 0.13 ، بسبب انخفاض سماكة المعدن وصغر أبعاد الإغلاق. سيكون التعبير:
السماكة الحقيقية للختم = (2 Gc + 3 Gf) + 0.13
سمك الجسم في عبوة من قطعتين (DWI) يصعب قياسه بسبب قرب الانتقال من السُمك إلى النحيف في المنطقة الواقعة أسفل رموش الجسم مباشرةً. لذلك ، يجب أن يُطلب من مورد العبوة تقديم هذه المعلومات. ومع ذلك ، يجب قياس سمك القاع بدقة باستخدام مقياس المحسس المناسب.
يجب قياس سمك الإغلاق عند نقطتين ، عند موضع الساعة 10 و 14 ، حيث تتوافق الساعة 12 مع موضع التماس الجانبي على العبوات المكونة من ثلاث قطع ، وعند نقطتين متقابلتين على قطعتين الحزم.
إن عملية إعداد الإغلاق ، والتقطيع ، والتخريد ، وما إلى ذلك ، للإغلاق المصغر مماثلة لتلك التي سبق ذكرها للإغلاق التقليدي.
المعلمات الحرجة في الإغلاق المصغر
ضيق الاغلاق:
مما لا شك فيه أن إنه أصعب تقييم لمقبولية الإغلاق ، بسبب ذاتية مهمة إجراء تقييم مرئي لحالة الخطاف السفلي ، لتحديد ما إذا كان الإغلاق مكويًا بدرجة كافية أم لا.
يصبح هذا الأمر أكثر صعوبة في “الإغلاق المصغر” ، وذلك ببساطة لأن صغر الخطاف في الأسفل ، يقنع ويعيق التعرف السهل على التجاعيد دون كي.
كان أحد الأهداف الرئيسية لتطوير “الإغلاق المصغر” هو ضمان بقاء المعدن السفلي المشوه أثناء عملية الإغلاق تحت السيطرة ، وبالتالي تقليل خطر ظهور التجاعيد المقاومة التي تشكلت في العملية الأولى للإغلاق ، والتي يمكن تسويتها خلال العملية الثانية.
ومع ذلك ، تتطلب المادة الرقيقة ذات الجودة المزدوجة (DR) للقيعان ضغط إغلاق مرتفع للحفاظ على تكاملها وتساوي أو حتى تحسين أداء عمليات إغلاق القاع التقليدية.
بالإضافة إلى الفحص البصري للخطاف السفلي ، نوصي باتباع الإرشادات أدناه للتأكد من اتخاذ القرار الصحيح عند الحكم على ضيق الإغلاق. .
مؤشرات إحكام الختم:
الأول. – أ الحساب المباشر للمساحة التي يشغلها الختم المطاطي داخل الختم ، يعطي تأكيدا جيدا لدرجة الضغط في الإغلاق. هذه المنطقة تسمى “مساحة فارغة” ولحسابها نشير إلى ما قيل سابقًا حول هذه النقطة في الإغلاق التقليدي.
عند إجراء الحساب لحاوية من قطعتين ، للأسباب المذكورة أعلاه ، يجب أن يُطلب من الشركة المصنعة للعلبة بيانات عن سمك معدن الجسم في هذه المنطقة (بما في ذلك الورنيش) لإجراء هذا الحساب.
ثانيًا. – للتأكد من أن الإغلاق المحكم للغاية غير مسؤول عن نتيجة عالية مصطنعة لقيمة المساحة الحرة ، يجب مراعاة عاملين زائد:
أولا وقبل كل شيء ، هو كذلك تحقق من وجود دليل على ختم “الربيع” ، ومراقبة جزء منه في جهاز العرض. في ال الشكل 69 يتم تقديم التعاطف بين الإغلاق الصحيح وآخر مع “الربيع”.
الشكل 69: مقارنة عمليات الإغلاق
ثانيًا ، إذا كان قياس طول الإغلاق أكبر من المحدد للإغلاق المصغر . على سبيل المثال ، عندما يكون أكبر من 2.70 مم.
إذا كانت الإجابة بالإيجاب على كلا السؤالين ، فيجب توخي الحذر عند تحديد الحكم الصحيح لشروط الإغلاق ، حيث يتم تقديم معلومات خاطئة لإجراء إعادة ضبط للخياطة ، لأنه إذا زاد الضغط لتقليل المساحة الخالية ، فإن النتيجة سيكون أسوأ إذا كان الإغلاق محكمًا بالفعل بدرجة كافية.
يتبع تقييم درجة الضغط أو ضيق الإغلاق المصغر نفس معايير النسبة المئوية فيما يتعلق بارتفاع الخطاف السفلي ، كما هو مطبق في الإغلاق التقليدي. يجب قول الشيء نفسه فيما يتعلق بالقمم والتجاعيد والطيات ، إلخ.
تداخل أو تداخل:
يجب اتباع نفس المعايير بالنسبة للإغلاق التقليدي ، مع اختلاف واحد هو انخفاض القيمة الدنيا المطلقة ، حيث يمكن أخذ 0.9 ملم كحد أدنى.
اختراق الجسم هوك:
يتم اتباع المعايير الموضوعة للإغلاق التقليدي.
عيوب بصرية:
يتم اتباع المعايير الموضوعة للإغلاق التقليدي.
تأثير علامة التبويب
ستساهم المواصفات الأبعاد لشفة جسم الحاوية بشكل أكبر في التنفيذ الجيد للإغلاق مقارنة بالحاوية التقليدية.
يتم تقليل قيمة هذه الشفة قليلاً لإغلاق صغير ، بحيث تكون قادرة على إغلاق الحاويات ذات القيعان التقليدية أو للإغلاق المصغر بنفس النوع من الفلنجات. ومع ذلك فمن المحتم أنه بسبب صغر حجم الجناح هناك في الحالة الأخيرة مساحة أقل بين حافة شفة الجسم وحافة تجعيد الحافة السفلية . هذا يفرض على أبعاد الحافة أن تكون أكثر تحكمًا ، مما يقلل من مجال تحملها.
إذا كانت الحافة مفرطة ، فسيكون هناك تداخل بينها وبين الضفيرة ، مما يؤدي إلى ثني الشفاه لأسفل أثناء عملية الإغلاق ، مما يؤدي إلى إغلاق خاطئ. يقارن الشكل 70 المواضع النسبية للجناح السفلي وشفة الجسم في حالة حاوية تقليدية وأخرى مزودة بإغلاق صغير .
الشكل 70: العلاقة بين الضفيرة / الشفة في الإغلاق التقليدي والإغلاق المصغر
التغييرات في خط الإنتاج
يتطلب إدخال قيعان مصنوعة من مادة DR التغييرات في ظروف المناولة على خط الإنتاج من العلب أو الحشوة. تؤثر هذه التغييرات على كل من إدارة وتغذية هذه الأموال.
السمك المنخفض للقاع يجعله ضعيفًا للغاية ويمكن أن يتلف في نقاط مختلفة قبل عملية الإغلاق. سيظهر الضرر حتمًا على شكل خدوش أو شقوق في تجعيد الجناح السفلي ، وتظهر التجربة أنه سينتج عنه فشل في الختم المزدوج ، إذا لم تتم إزالة القاع المذكور من برج التغذية السفلي للخياطة قبل الإغلاق . العيوب النموذجية هي: السقوط عند الإغلاق ، أو المسامير ، أو التجاعيد المتبقية على الخطاف السفلي.
تم الإبلاغ عن تلف الرافعة الشوكية ، نتيجة للفائف السفلية المكدسة على منصة نقالة ، والسفر على اتصال مع صاري الرافعة الشوكية أو المسامير ، باعتباره السبب الأكثر شيوعًا للمشكلة. لمنع هذه الإخفاقات ، يجب تعديل الرافعات الشوكية ، مع وجود فاصل على المسامير لتجنب ملامسة المنصة السفلية مع الصاري نفسه. انظر الشكل رقم 71 .
الشكل 71: وضع المباعد في شاحنات الرافعة الشوكية
عند دمج هذه الفواصل ، تحقق مع الشركة المصنعة للشاحنة من أن التحول في مركز ثقل الحمولة لا يؤثر على الثبات من الجهاز.
بالإضافة إلى ذلك ، يجب أن يكون المشغلون مدربين تدريباً صحيحاً ، مما يجعلهم يفهمون مدى ضعف الصناديق الجديدة ، وبنفس المعنى سيكون من الضروري تنفيذ المراجعات في “تعليمات التشغيل” الخاصة بالمصنع.
يجب ألا يغيب عن الأذهان أن القيعان التقليدية أكثر حساسية تجاه هذه الإخفاقات بسبب سمكها الأكبر ، مما يعني أن هذه الأضرار تظهر بكميات أقل ، وحتى عندما تظهر فإنها تصبح عيوبًا أقل عند الإغلاق. لا تعطي قيعان الإغلاق المصغر مثل هذه السعة ، بسبب انخفاض سمك المادة.
الاستنتاجات:
إعادة تلخيص على المستويات العملية ، يجب أن نقول ذلك يسمح استخدام هذه الإغلاق الصغير باستخدام معادن صلبة وأرق في القيعان ، مما يعني توفيرًا مزدوجًا للمواد الخام
إلى.- إنقاذ بالسماكة على سطح متساوٍ للحفاظ على خصائصه الميكانيكية.
ب- إنقاذ من خلال إعادة تصميم الإغلاق وهو ما ينعكس في تناقص مساحة السطح.
على العكس من ذلك ، لتنفيذ إغلاق جديد من هذا النوع بتنسيق معين ، يجب أن يؤخذ في الاعتبار أنه من الضروري إدخال سلسلة من التغييرات التي تنطوي على تكلفة كبيرة. التعديلات التي سيتم إنشاؤها هي:
- إعادة بناء أداة قطع لفائف التمرير الأساسية ، بناءً على القطع المصغر الجديد للقاع المعاد تصميمه. يجب أن يتم نفس الشيء باستخدام أدوات التمرير الثانوية للحصول على الشرائط.
- تجديد الأدوات في مكابس لتصنيع القاع . يؤثر هذا على كل من القوالب وأدوات العقص وإعادة ضبط العلكة على أساس القطر الخارجي الجديد للقاع.
- سيتطلب الخياطون من الشركات المصنعة للحاويات والمواد المالئة أجزاء جديدة من التغيير لتغذية القيعان ، وكذلك أدوات الإغلاق . أي أن جميع أجزاء التغيير التي تؤثر على القيعان يجب استبدالها أو تعديلها (مغزل ، بكرات ، قاذفات …) ، بما في ذلك وحدة التغذية السفلية ، والتي عادة ما تكون عنصرًا مكلفًا.
ومع ذلك ، في حين أن الاستثمار الأولي مهم ، عندما يتعلق الأمر بتنسيقات الإنتاج المرتفع ، فإن فترة الاسترداد تكون قصيرة.
16.- التقدم المحرز في استخدام الأدوات
في العقود الأخيرة ، ركز مصنعو المعدات تحسينات في صناعة الغرز في مختلف المجالات التي يمكننا تحديدها في الأقسام التالية:
– النهوض بالتكنولوجيا من خلال إدخال مواد جديدة .
– تحسين الإنتاجية تقليل وقت التوقف عن العمل قف.
– تحسينات سلامة القفل .
– تقليل التكاليف من العملية.
سنعلق فقط على أول منهم. مواد جديدة في تقنية الإغلاق:
تجد هذه المواد تطبيقها الرئيسي في المعدات التي تستخدم فيها تقنية الإغلاق المصغر ، لأنها تتطلب دقة وجودة كبيرين في الأدوات.
في أدوات الخياطة التقليدية ، عادةً ما يتجاوز عمر عجلات اللحام عمر المغزل بهامش معين. تهدف التطورات الجديدة في المواد إلى إنتاج قطع من الأدوات (مغزل ، بكرات ، محامل) ذات مدة مماثلة.
وبهذا المعنى ، من بين المساهمات الجديدة الأخرى ، يجب تسليط الضوء على ما يلي:
إلى.- نيتريد التيتانيوم : إنه طلاء يتم تطبيقه على الأدوات (مغزل وبكرات) ويحسن بشكل كبير سطح التشطيب ، ويقلل من الأضرار التي تلحق بالورنيش الواقي للقيعان ويزيد بشكل كبير من عمر الأدوات. تم بالفعل نشر عمل حول هذا الموضوع على هذا الموقع ويمكن الرجوع إليه عن طريق الدخول إلى الصفحة:
تركيبات إغلاق مطلية بنايتريد التيتانيوم
في ال الشكل رقم 72 يظهر مغزل مغطى بهذه المادة.

الشكل رقم 72: ظرف مغطى بنتريد التيتانيوم
ب.- محامل سيراميك لإغلاق بكرات : كان لزيادة العمر الافتراضي للعجلات ، مع استخدام طلاء نيتريد التيتانيوم ، تأثير على استخدام المحامل المستخدمة فيها. باستخدام محمل الصف التقليدي المشحم جيدًا ، يمكن تحقيق حجم 25 مليون إغلاق. باستخدام بكرات نيتريد ، يمكن تحقيق مدة تتجاوز 40 مليون إغلاق لكل بكرة. تجعل تكاليف الساعة للموظفين المؤهلين من غير الاقتصادي استبدال المحامل على هذه العجلات المستخدمة جزئيًا. من أجل تحقيق عمر محمل مماثل للأسطوانة التي تم تركيبها عليها ، تم تطوير أحد الملامسات الزاويّة المعاكسة ، والتي تتميز بأنها مصنوعة من كرات خزفية ومادة مركبة تشكل القفص. مصنوعة من الفولاذ المقاوم للصدأ السباقات الداخلية والخارجية للمحمل.
مع هذا النوع من المحامل ، تم تحقيق انخفاض كبير في التزييت المطلوب. مع الأخذ في الاعتبار أن العديد من الخياطين يحتاجون إلى عدة دقائق من التوقف اليومي ، والعمل 24 ساعة / يوم ، فإن التحسن في الإنتاجية بسبب تقليل وقت التشحيم واضح.
ج. مواد اخرى: بالنسبة إلى شياق القفل ، توجد خيارات معينة للمواد التي تميل إلى إطالة عمرها بالإضافة إلى تلك التي سبق ذكرها للطلاء باستخدام نيتريد التيتانيوم ، دون الخوض في تفاصيلها نظرًا لأن استخدامها اليوم أقلية ، يمكننا أن نشير إلى:
– استخدام طلاء أساسه كربيد الكروم.
– تحقيق مغزل يتكون من مادة معدنية / معدنية مترسبة. وهي عبارة عن جسم شبه من الفولاذ المقاوم للصدأ وشفة “ثابتة”.
– ظرف مكون من معدن / مادة خزفية مُلبدة تجمع بين خصائص كلتا المادتين.
باختصار ، يتعلق الأمر بالبحث عن مجموعات من المواد التي تعمل على تحسين مقاومة وتعب الشفة المظلمة ، وتتقدم أيضًا في صلابتها.
17º. – ملخص العيوب في الختم
هناك الكثير مما يمكن كتابته حول الإغلاق ، ومشاكل الجودة المحتملة ، والأسباب التي نشأت عنه وطريقة حله ، ولكن عندما تظهر صعوبة ، ليس من المريح البحث في الكثير من الأدبيات للعثور على طريقة لحلها.
تتمثل إحدى طرق اختصار هذه المهمة في اللجوء إلى جداول موجزة حيث تشير إلى السبب المحتمل ، بمعرفة العيب ، وبهذه الطريقة تتصرف بالمعنى المشار إليه. أو العكس أيضًا ، وهو خطأ محتمل معروف أو عيب أولي ، ما هي التأثيرات التي يمكن أن تولدها في الختام.
لهذا قمنا بإعداد الجداول التالية التي تركز على هذا الغرض.
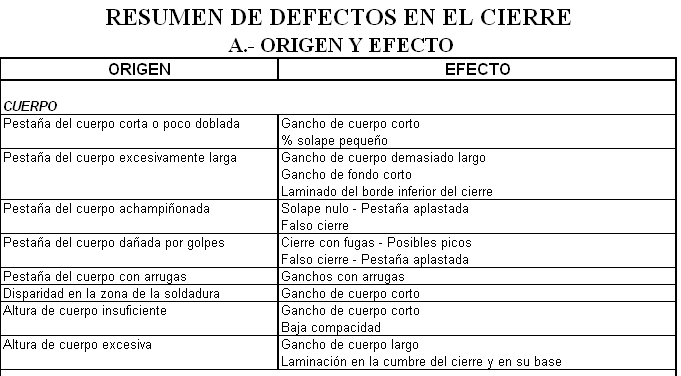
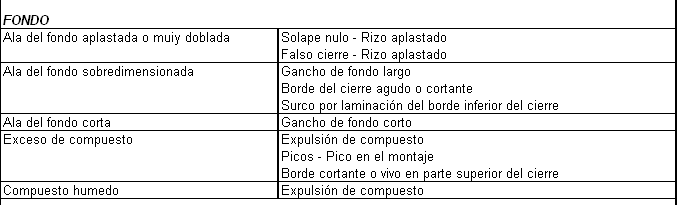
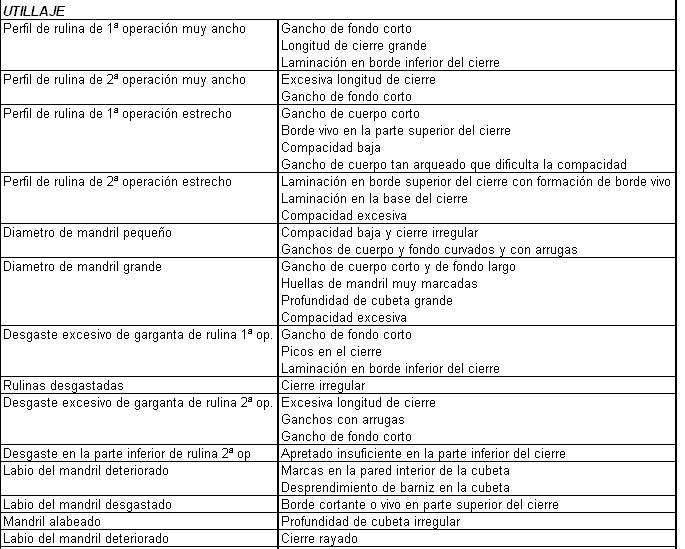
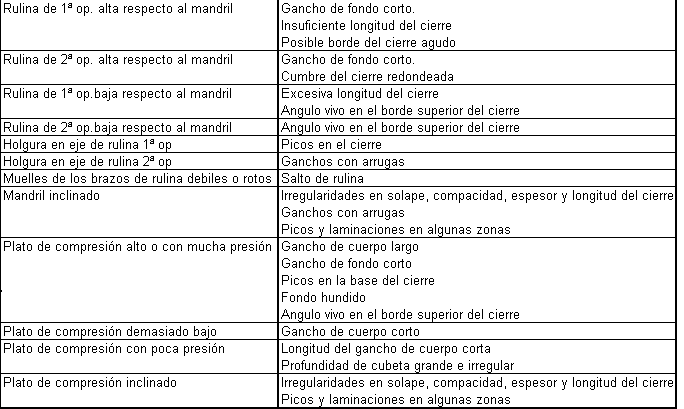
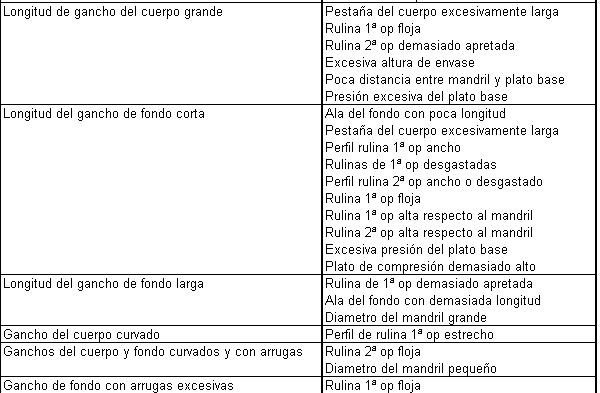
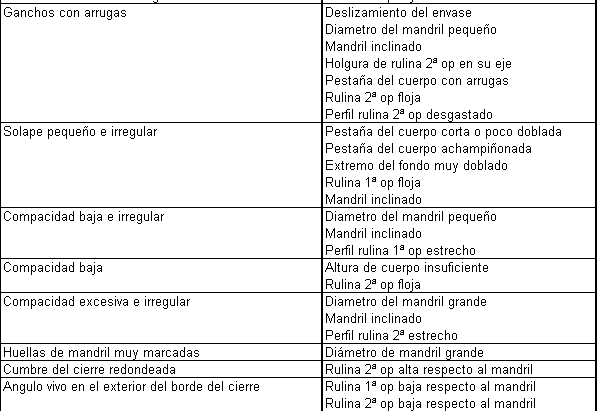
أ- المنشأ والتأثير
إذا لاحظنا أن بعض المكونات الأولية للإغلاق ، مثل: القيعان السائبة ، أو الأجسام الفارغة أو الحاويات ، أو الأدوات أو إعدادات الخياط ، تمثل حالة شاذة سابقة ونريد أن نعرف ما يمكن أن تفترضه بشأن الإغلاق ، ما يلي يتعامل الجدول مع تلخيص الخيارات المختلفة بطريقة موجزة.
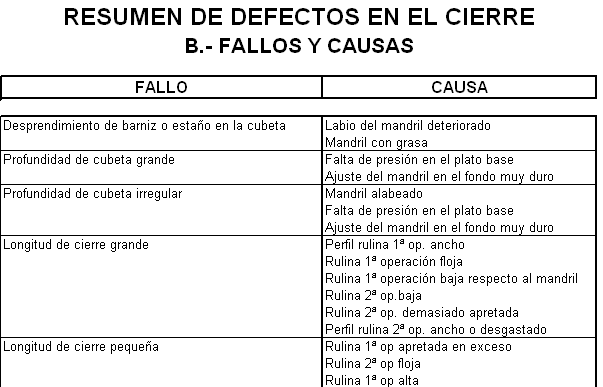
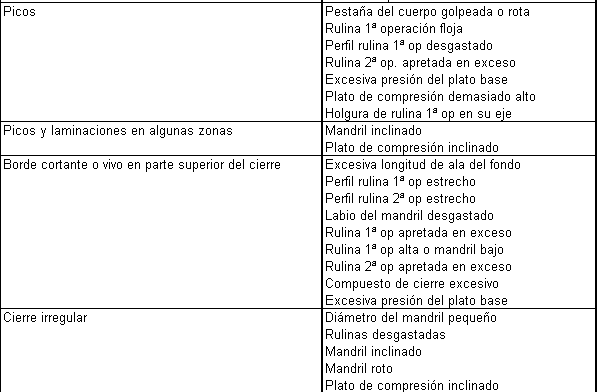
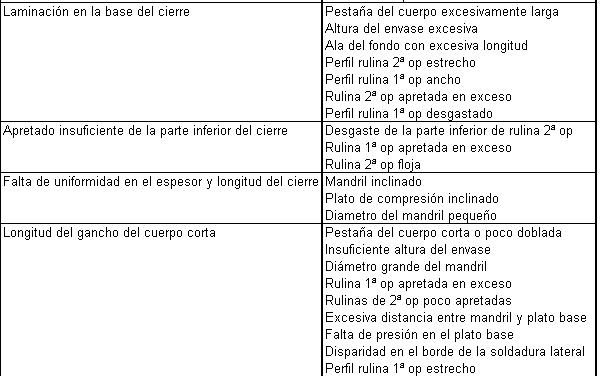
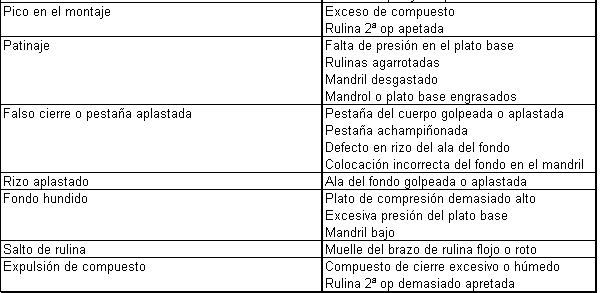
ب- العيوب وأسبابها
الشيء الأكثر طبيعية هو الوضع المعاكس ، أي أننا نجد أنفسنا عند تحليل إغلاق به عيب معين ونحاول معرفة مصدره المحتمل. الجدول التالي يستجيب لهذه الفكرة.
18º. – SYNOSIS
كتلخيص لهذا العمل ، يمكن القول أنه من أجل الحصول على الجودة المثلى للدرز ، وكفاءة عالية في عمليات الختم ، من الضروري مراعاة النقاط التالية:
أ- جودة الإغلاق:
لكي يحقق الإغلاق غرضه من المقاومة والضيق ، يجب أن يتمتع بالخصائص التالية:
1.- يجب أن تكون خطاطيف الجسم والقاع مستقيمة ومتوازية وبنفس الطول.
2. – يجب أن تكون الحافة السفلية للإغلاق مثبتة بجسم الحاوية ولا تظهر عليها علامات التصفيح.
3. – يجب ألا يظهر الجزء العلوي من التماس حواف ولا زوايا حادة ولا علامات التصفيح.
4.- يجب أن يكون الجزء العلوي من التماس مسطحًا قليلاً.
5.- يجب أن يكون الانحناء الخارجي للدرزة موحدًا ونموذجيًا لملف لفة العملية الثانية.
6.- يجب أن يكون عمق الدرج أكبر بقليل أو متوسط من ارتفاع الإغلاق.
7.- يجب أن يغطي الكمبوند أي فراغ أو مساحة خالية.
8.- يجب أن يكون الإغلاق متجانسًا على طول المحيط.
9- يجب أن يكون الانضغاط أكبر من 75٪ في العبوات المستديرة و 60٪ في الحاويات الشكلية.
10- يجب ألا تقل درجة الشد عن 75٪ في العبوات المستديرة و 60٪ في العبوات الشكلية.
11.-يجب أن يكون التداخل أو التداخل أكبر من 45٪ وعمومًا أكبر من 1 مم.
12.- يجب أن يكون اختراق خطاف الجسم 70٪ على الأقل.
ب – كفاءة عالية في إغلاق المعدات.
لكي يعمل الخياطون بشكل صحيح ويحافظون على جودة موحدة في الإغلاق ، يجب مراعاة ما يلي:
1.- إجراء صيانة وقائية فعالة للخياطة.
2.- نظف الخياط وشحمه بالطريقة الموصى بها في دليل الآلة.
3.- تعامل مع المعدات بدقة متبعة المواصفات التي قدمتها الشركة المصنعة.
4.- استخدام الآلة حسب خصائص القيعان والحاويات المراد غلقها مع مراعاة نوع الإغلاق المثالي المراد تنفيذه.
5.- التحقق من أن الخياط ينتج جودة مناسبة للإغلاق.
6. – قم بتدوين جميع العمليات والتعديلات التي تم إجراؤها ، وكذلك النتائج التي تم الحصول عليها ، من أجل تحديد الإجراءات الأكثر ملاءمة التي يجب أن نقوم بها عند ظهور مشاكل مماثلة مرة أخرى.
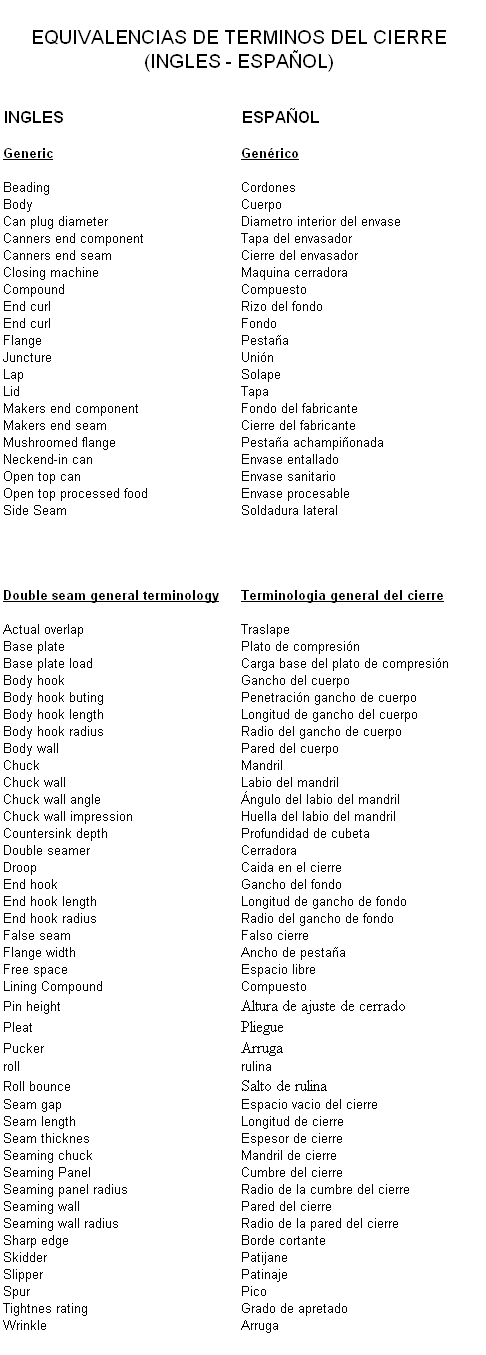
19.- معادِلات شروط الإغلاق: الإنجليزية – الإسبانية
عادةً ما تكون مصادر المعلومات الأكثر شيوعًا حول عمليات الإغلاق مكتوبة باللغة الإنجليزية ، وفي بعض الأحيان توجد صعوبات في العثور على أنسب كلمة في ترجمتها الإسبانية. لهذا السبب نعتبره مفيدًا ، في هذا العمل على الإغلاق ، نقوم بتضمين قائمة بالمصطلحات الأكثر شيوعًا باللغة الإنجليزية ، مع ما يعادلها باللغة الإسبانية.
20º. – ببليوغرافيا
– دليل Foodcan “Euroseam” مزدوج التماس من Pete Moran
– “أدوات الخياطة” – الحلقة الدراسية التاسعة حول تكنولوجيا الختم.
– “ختم العلب” لبيت موران.
– “دليل الإغلاق” – حاويات كارنو.
– “دليل التماس المزدوج” – هندسة CMB
– “المواصفات الصناعية الموصى بها لعلب الأطعمة المصنعة من الأعلى” – MPMA (رابطة مصنعي العبوات المعدنية)
– “إغلاق وعيوب الحاويات المعدنية للمنتجات الغذائية” Carlos Paños – Soivre
– “تعليب الأسماك واللحوم” لـ RJ Footitt و AS Lewis
 ALTANA تستحوذ على قسم مواد الإغلاق في Henkel
ALTANA تستحوذ على قسم مواد الإغلاق في Henkel
 فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة. الجزء 2
فقدان الإحكام وتشوه الحاويات المعدنية المعدنية قيد المعالجة. الجزء 2
 أدوات إغلاق علب الألمنيوم
أدوات إغلاق علب الألمنيوم
 أنواع الإغلاق حسب سمك المعدن
أنواع الإغلاق حسب سمك المعدن
 عملية الإغلاق الثانية لـ RULINAS
عملية الإغلاق الثانية لـ RULINAS
 نظرية الإغلاق – الجزء الثالث
نظرية الإغلاق – الجزء الثالث
 نظرية الإغلاق – الجزء الثاني
نظرية الإغلاق – الجزء الثاني
 نظرية الإغلاق – الجزء الأول
نظرية الإغلاق – الجزء الأول
 أداة الإغلاق بطلاء نيتريد التيتانيوم
أداة الإغلاق بطلاء نيتريد التيتانيوم
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج



0 تعليق