
SÍNTESE
Descrição, função, tipos e medidas dos caracóis – ou bordas – das asas de fundo e topo.
DEFINIÇÃO
A ondulação é a borda exterior de uma tampa ou fundo. Tem a forma de um gancho com a extremidade virada para dentro. Também pode ser definida como a área mais externa da flange de um topo/baixo. O desenho nº 1 mostra a asa de um fundo marcando nele a área da ondulação.
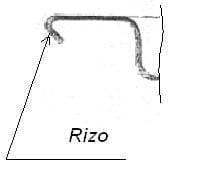
Desenho Nº 1: Localização do encaracolado numa tampa.
Pode ter diferentes formas geométricas. Vamos detalhá-los mais tarde.
FUNÇÃO
O flange como um todo é projetado para permitir a conexão entre a tampa e o corpo em um recipiente metálico, isto é feito por meio de um fechamento duplo. A ondulação particular formará o gancho de cobertura no fecho. Para isso, ele será enrolado sobre a flange do corpo do recipiente, e depois achatado para formar um todo compacto.
Um encaracolamento pode ser dividido em duas partes:
-1º.- Raio. Curvatura que liga a mesma com o topo da asa, que é mais ou menos plana. Nesta área será dobrada e achatada para formar o gancho da tampa.
– 2º – Borda. Secção inclinada entre o raio e a aresta de corte do material. A sua dimensão pode influenciar o comprimento do gancho de cobertura.
No desenho nº 2 pode ver a secção de um fecho onde se pode apreciar a integração do encaracolamento no mesmo.
Desenho nº 2: Integração do cacho de uma tampa no seu fechamento
Há um segundo uso muito importante do encaracolamento: permitir o fácil manuseio de tampas/bottoms. Graças a ele, é possível:
Empilhar os fundos alinhados um em cima do outro sem os encaixar. Isto é possível graças ao apoio da parte inclinada da ondulação na flange do flange imediatamente abaixo. Ver desenho nº 3
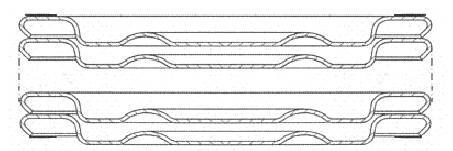
Desenho No. 3: Pilha de fundos sobre os seus caracóis
– Permitir o fornecimento um a um dos mesmos nos alimentadores das máquinas de goma, embalagem ou fechamento, já que é possível introduzir laminados ou dispositivos de separação entre dois cachos consecutivos.
– Facilitar a operação de caixa para embalagem em quantidades fixas. Aproveitando as bordas salientes dos caracóis, que aparecem em uma pilha de fundos, você pode usar diferentes dispositivos de contagem.
– Manipular os fundos sem perigo de danos, porque a sua ponta de corte está protegida pela ondulação.
TIPOS
A forma do encaracolamento evoluiu com o tempo. Mesmo inicialmente, no século XIX e na primeira metade do século XX, era normal que os topos não tivessem ondulação, ou seja, que a flange do mesmo tivesse um perfil plano e horizontal. A tampa foi estampada em posição invertida por meio de um molde muito simples, permanecendo o flange na sua totalidade como uma extensão do raio do frasco. Este método de operação ainda é válido em certos casos, por exemplo, para grandes tampas, que são manuseadas manualmente no processo de produção. Uma tampa deste tipo com um diâmetro de 230 mm é mostrada no desenho nº 4. Também é possível enrolá-lo após o corte da pastilha, durante o processo de goma.
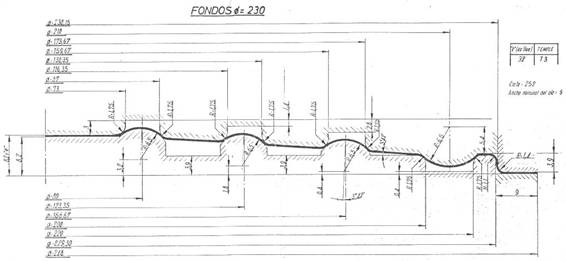
Desenho No. 4: Tampa de Flange Plana
É normal usar tampas enroladas. É realizado em duas etapas:
Uma primeira dobra da borda do flange a 90º em relação à parte superior do flange. Isto é feito em simultâneo com o corte da capa na prensa. Isto define o material do encaracolamento e a sua altura.
Um segundo passo em que a sua parede está inclinada para o interior, executada numa máquina especial chamada máquina de enrolar.
A geometria disto pode ser de dois tipos:
1º – Se partirmos de um desenho de flange superior plana, a ondulação final será como a mostrada no desenho nº 1, ou seja, com a sua borda inclinada e plana. É normalmente utilizado em tampas/bottoms de forma não redonda devido à sua simplicidade de realização nos seus dois passos, tanto na prensa como na máquina de encaracolar.
No caso de cenários rectangulares, o enrolamento inclinado é normalmente feito apenas nos dois lados maiores. Quando lidamos com máquinas de enrolar e suas ferramentas, vamos mais fundo nas razões para fazê-lo. O desenho nº 5 mostra uma tampa rectangular com as suas duas fases de felpa.
Desenho No. 5: Curl Reto sobre Flange Plano
A inclinação normal da ondulação é de 45º a 50º e sua altura é função do padrão de fechamento a ser utilizado, e portanto do comprimento da flange do referido fundo, embora seu valor normal geralmente varie entre 1,8 a 2,2 mm.
2º – Se for uma tampa com um tipo de flange superior curva, a ondulação pode ser feita de duas formas:
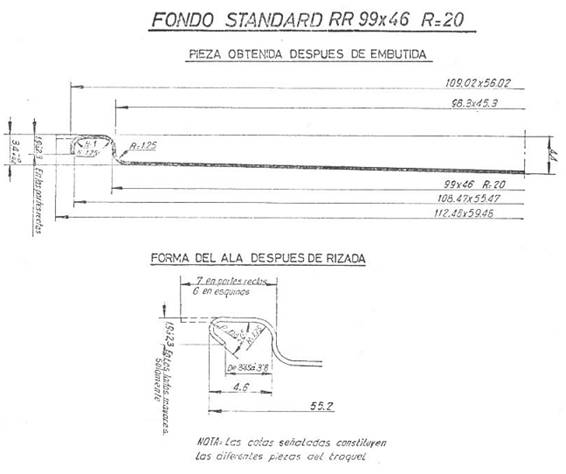
a.- Com sua aresta reta, como a do tipo anterior, o que simplifica o encaracolamento, como mostra a capa mostrada no desenho nº 6.
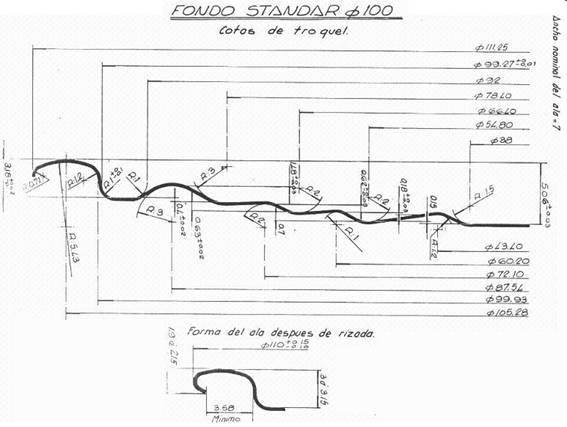
Desenho No. 6: Fundo de Asa Curva Recto no Pico da Asa Curva
O passo e a altura do encaracolamento se movem nos mesmos valores indicados no tipo 1.
b.- Com a sua borda curva, em harmonia com a parte superior da asa. Este é o design mais recomendado, pois dá os melhores resultados de vedação. O seu uso é o mais generalizado e é utilizado nos mais modernos recipientes de design, como por exemplo nas tampas de fácil abertura ou com anel para bebidas. O desenho nº 7 mostra um exemplo disso.
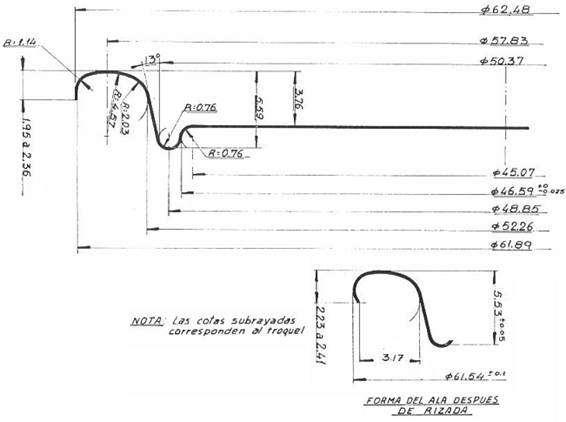
Desenho nº 7: Desenho de uma tampa para bebidas de 52 mm com aro curvo
Os valores dos raios que definem o encaracolamento são dados em detalhe no trabalho de desenho da máquina de encaracolar ferramentas. Veja o artigo:
– O encaracolamento das tampas
As dimensões da ondulação neste caso estão ligadas ao desenho da ferramenta utilizada, e podem ser maiores do que nos casos anteriores, pois a sua forma é menos inclinada do que quando a sua borda é reta.
DIMENSÕES
Em resumo, podemos dizer que em todos os tipos, os valores dimensionais do crimpador variam com o tipo de fixador utilizado. Os dados realmente importantes são o comprimento total do flange, já que sua magnitude está ligada ao padrão de fechamento utilizado na operação de união entre a tampa e o corpo do recipiente:
– Influência da asa inferior no fechamento
Uma tabela resumida das dimensões das asas, dependendo do padrão de fixação utilizado, é apresentada neste artigo. Portanto, desde que a flange tenha a dimensão total correta, a altura e a inclinação da ondulação não é crítica, desde que seja respeitada uma certa altura mínima da ondulação para que os fundos empilhados não se entrem uns nos outros e possam ser facilmente distribuídos em máquinas de colar e costurar. Além disso, a altura máxima não pode ser ultrapassada sem prejuízo da facilidade e qualidade do fechamento do fundo.
Os dados utilizados para o seu controlo de qualidade são a sua altura, e isto também de forma indirecta, utilizando um calibre no qual são verificadas as tampas/bottoms que cabem em dois centímetros, como se pode ver no desenho nº 8.
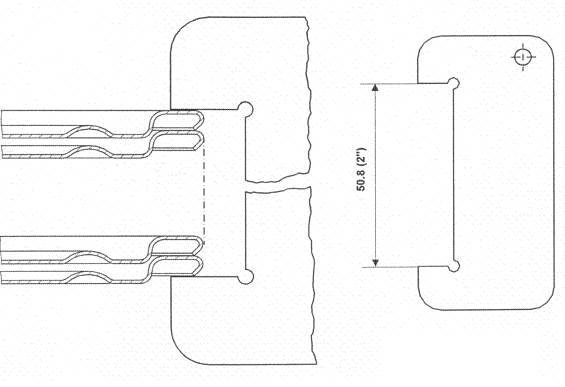
Desenho No. 8: Verificação da altura dos caracóis
O método a ser utilizado é o seguinte:
– Insira um número suficiente de tampas para preencher a ranhura do manômetro sem pressão ou folga.
– Contando o número de fundos que foram acomodados
Método alternativo: Ajuste um calibrador para 50,8 mm e use-o como um calibrador.
Como orientação, damos os seguintes valores como os mais comuns
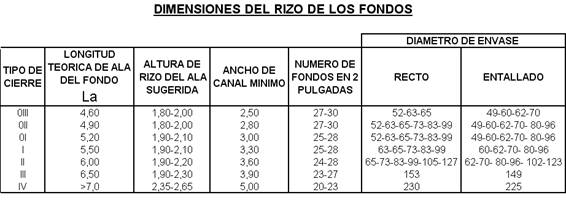
Nesta tabela é dado o seguinte, dependendo do tipo de fecho: o comprimento teórico da flange inferior, o valor recomendado ou sugerido para a altura da ondulação, a largura do canal – iremos esclarecer este conceito abaixo – e o número de fundos que cabem no medidor de controle de 2 polegadas de altura. No caso da altura da pilha e do número de fundos em 2″, são indicados os seus valores máximo e mínimo. A tabela é completada com os diâmetros nominais dos recipientes em que cada tipo de fecho é normalmente utilizado.
Se você quiser medir fisicamente a altura do encaracolamento deve ser feito em uma tampa em quatro pontos a 90º, mas devido às pequenas irregularidades no contorno da tampa, uma boa regra geral é medir a altura de dez fundos empilhados e medi-la em média para fora. Mas é de notar que a altura média deduzida de uma coluna ou pilha de 10 calotes – medida em 4 pontos a 90° – é um pouco menor do que a altura média dos caracóis de um fundo isolado, devido ao facto de cada caracol repousar na extremidade arredondada do fundo do fundo. Ver figura 9:
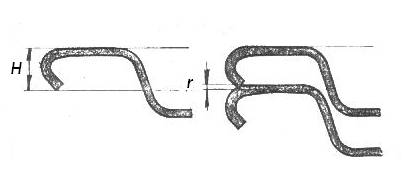
Desenho No. 9: Erro de Medição da Altura do Curl em Fundos Empilhados
A altura H do cacho inferior se medida em conjunto – como uma média – numa pilha é reduzida por um valor r . O erro cometido é de aproximadamente 0,1 mm em menos.
Sem comprometer a qualidade do selo, a menor altura de ondulação possível que impeça absolutamente o encaixe dos fundos pode ser aceita como a altura mínima de ondulação. Uma pilha de fundos que apresenta problemas de “cunha” entre eles provavelmente será gerada porque os cachos têm pouca altura e por isso os fundos descansam nos seus cochos e não nos seus caracóis, isto não é aceitável.
Também é importante garantir que a pilha de fundos tenha uma pequena folga lateral, e que não tendem a encaixar se a profundidade do tanque for máxima dentro do intervalo admissível.
LARGURA DO CANAIS
Outro dado importante de uma tampa directamente relacionado com as dimensões e forma da sua ondulação é a sua largura de canal – ou largura de tachinha -. Este é o espaço entre a borda da ondulação e a parede exterior da calha. Ver desenho nº 10
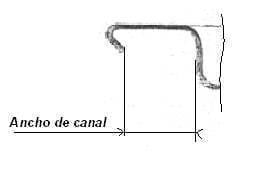
Desenho No. 10: Largura do Canal de Flange de um Flap
Nos desenhos nº 5, 6 e 7, aparece em cada caso, no detalhe do flange após o enrolamento, esta largura de canal é dimensionada. Também na tabela “Dimensões do crimpador inferior”, apresentada acima, são indicados os valores mínimos recomendados de largura de canal para cada tipo de fixador. Estão obviamente inter-relacionados com o comprimento das asas e a altura de enrolar.
Um espaçamento mínimo é necessário neste canal para assegurar corretamente duas ações:
– 1º – Aplicação do composto na máquina de colar. Se a aplicação for por injeção, não deve haver interferência com o bico ou com a queda da gota de borracha. Se for por tampão ou chuveiro, deve permitir a passagem do ferramental.
– 2º – Introdução da flange do corpo do recipiente na tampa no momento do fechamento. A largura do canal deve ser sempre maior que o comprimento do flange, para que não haja interferência entre a ondulação e o flange.
REALIZAÇÃO
Como já dissemos, o encaracolamento é feito em máquinas especiais chamadas máquinas de encaracolar – também chamadas de máquinas de enrolar ou tornear – que são fixadas após a prensa que corta a tampa. São alimentados por gravidade e consistem de um sistema de discos e segmentos. Uma explicação detalhada destas máquinas pode ser encontrada no papel:
 ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
 MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
 MONTAGEM DE GLÂNDULAS PLÁSTICAS
MONTAGEM DE GLÂNDULAS PLÁSTICAS
 PERFURAÇÕES DE GLÂNDULAS/PLUG
PERFURAÇÕES DE GLÂNDULAS/PLUG
 SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
SOBRETAMPA E TAMPAS DE ENCAIXE PARA RECIPIENTES METÁLICOS
 INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA
INFLUÊNCIA DO FLANGE INFERIOR OU DA TAMPA SOBRE A VEDAÇÃO DUPLA
 FICHA DO PRODUTO: TAMPAS
FICHA DO PRODUTO: TAMPAS
 DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO
DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO
 DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
DIMENSÕES PARA CÚPULAS DE AEROSSOL DENTADO
 ENTALHES NAS CALOTAS DE TAMPA PARA VEDAÇÃO A VÁCUO
ENTALHES NAS CALOTAS DE TAMPA PARA VEDAÇÃO A VÁCUO



0 Comments