
金属容器主体侧面接缝的电焊以及盖子和底部的封闭是罐在制造阶段可能泄漏的关键点。 因此,有必要维护一种用于检验所述焊接质量的系统。
焊接机越来越多地配备了对电焊各点进行自动质量控制的有效手段,并且达到了更好的连接标准。 但是,最好有一些简单的方法可以检查焊缝支撑的机械阻力。 定期检查将确保没有系统故障。
借助简单而廉价的设备,可以进行这种控制,甚至有可能在车间本身中进行制造。 除其他外,我们将对以下测试发表评论:
-翻转焊接
-焊缝变形
-焊接撕裂
转动
该测试包括将焊接体上下颠倒,也就是说,将焊缝的内部留在外部。 它也被称为“袜子”测试,因为容器像袜子一样被翻转了。 用于车削的弯曲半径很小,约为1.5毫米,因此,焊接点承受很大的弯曲应力。 如果其中任何一个有缺陷,则此时焊料会脱落。
为此所需的设备非常简单。 它包括:
-固定板,与车身旋转相反的一端靠在上面。 为了固定它,在所述板的工作面上形成一个凹槽,该凹槽的圆周形状的直径等于容器的主体。
-移动头,在其转动开始的地方引入身体的末端。 入口引导壁具有略微倾斜以利于引入,即呈圆锥台形。 它的底部直径与车身内部的直径重合,并以小半径的弧形结束,正如我们已经说过的那样,大约为1.5毫米。 参见图1
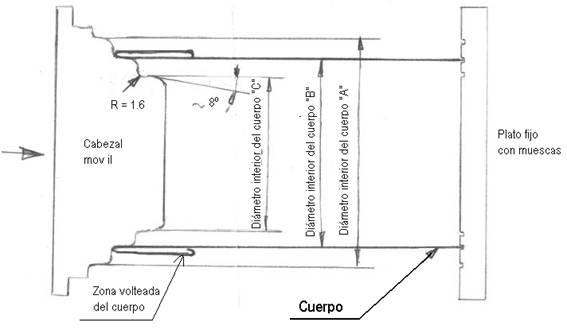
图nº1:身体转向设备的活动部件示意图
为了进行测试,将身体的一端放在固定板上,另一端稍微插入移动头中。 后者的推动随着其前进,将使身体的金属向外流动,从而形成与原始壁平行的新壁,并与壁分隔开等于移动头半径的距离。 见图1。
为了制造这种多功能设备,固定板和移动头都可以准备用于各种直径的容器主体,如图1所示。
摇头由一个双动气缸驱动,并由一个合适的按钮键驱动。 参见图2。
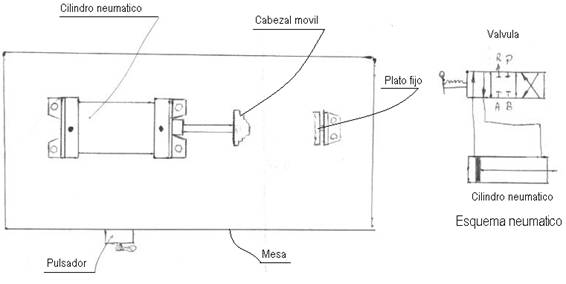
图2:车削设备总图
所用的气压缸必须坚固耐用,以便能发出足够的力进行操作,直径至少为50毫米,冲程小于机体高度的一半。 见图3
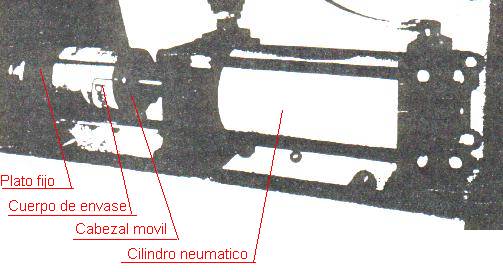
图nº3:身体转向设备
该套件可以水平,在小桌子上或垂直安装。 在后一种情况下,固定板将向下,用作支撑台。
倾覆的物体有时与其基部平行有轻微的起伏。 焊缝的最薄弱点在末端,因此要验证两者,您可以进行双重测试,即,将一端切成一小段,然后将其倒转,然后再旋转另一端。 照片#4显示了两个具有焊接故障的倾覆体。
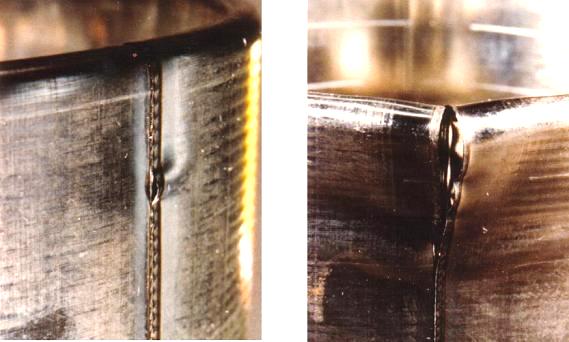
图nº4:焊接失败的翻转体
进行此测试的建议方法是:
-在焊接机的出口处连续取10个物体并编号。
-继续翻转第一个5,将焊接的开始放在固定板上。
-重复上述操作,将其余5个放在相反的位置,即在固定板上焊接的末端。
-分析结果
形变
它是先前测试的替代方法,该测试也使用气动致动工具。 这样可以从内到外沿着接缝的整个长度撞击接缝,使该区域永久变形。 如果阀体壁破裂,则不应由于焊接而造成,因为如果处理得当,其抵抗力将大于管的其余部分。
如图5所示,必要的设备包括一个底座,一组零件水平安装在底座上。 驱动元件是一个双作用气缸,由安全按钮激活。 所述圆柱体在杆的端部的侧面上固定在垂直壁上。 在壁的另一侧是一个圆柱形心轴,其直径比容器的直径略小。 圆柱体的杆在心轴内部移动,并在其端部承载一个球,该球出现在心轴上母线上方,并沿心轴上的缝隙移动。 见图5。
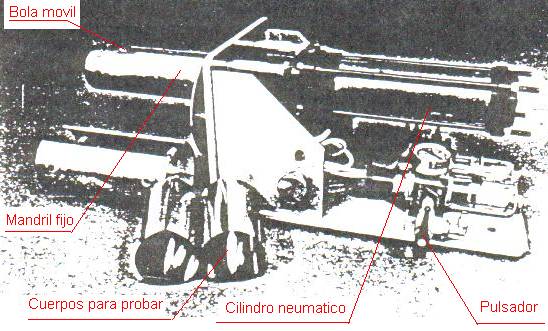
图5:焊接变形工具
进行的方式如下:
-连续取5个尸体并编号
-将每一个插入固定的卡盘。 焊料必须放在心轴的凹槽上方,并且其末端与焊球接触。
-启动气缸。 球将沿着心轴移动,将焊缝推出并使该区域变形
-拆下管子并检查焊条。
图6显示了心轴的一部分的示意图,其中包括了球的组件。 未变形的主体松散地装入心轴。 当球穿透身体时,由球的包络线加上心轴决定的几何形状的发展大于容器主体的发展,从而导致接缝区域的永久变形。
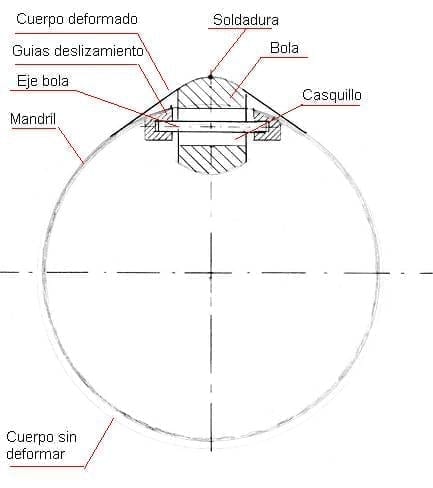
图nº6:变形工具的截面
不应出现松动的焊点。 当阀体的高度大于气缸的行程时,将每个阀体旋转180º重复上述操作,这将使未经测试的接缝区域变形。
撕裂
检查缝焊质量的另一种方法是将其从车身上拆下。 因此可以测试电阻在所有点上是否均匀。
所需设备:
不需要特殊工具,只需以下材料:
-金属切割剪刀,可在身体上做切口
-钳子撕开焊接区域
-圆柱卡盘。 一种简单的钢制圆柱体,一端水平支撑,安装在工作台上。 其外径将略小于容器的外径。 它用于在接缝撕裂时支撑船体。
验证方式:
-从焊接机中取出连续的6根管并编号。
-在三根管子的焊接前部和其他三根管子的背面,按以下步骤进行:
o在金属切割剪刀的帮助下,在焊缝末端的每一侧制作两个三角形的切口。 参见图7,步骤1和2
o折叠切口区域,将其向外抬起。 图nº的步骤3。 将主体插入到支撑芯轴上,并将折叠部分向内和向上。
o用钳子向接缝方向拉开切割区域,并保持约60º至80º的牵引角度。 第4步。 焊缝必须完全分开,即沿车身的整个高度。 如果只有一部分撕裂,则表明这是不正确的。
o检查破损的焊缝,并在不同位置反复折叠,并检查断裂强度。 它必须承受连续的弯曲而不会断裂。
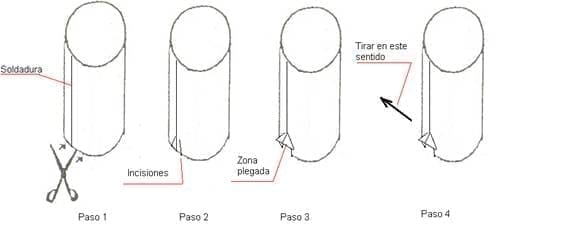
图7:焊接撕裂操作步骤
市场上还有其他类型的工具,它们旨在执行相同的任务,但是使用此处指示的工具可以完美地完成工作。
“转向”和“变形”是可比较的测试,因此,除了“撕裂”外,还具有其中之一就足够了。













0条评论