
概要
用例行程序描述折边机-开槽机机头的设计和尺寸。
介绍
减少圆形容器主体末端的最古老方法是棉塞。 我们已经在关于缺口的一般文章中介绍了此过程:
这种方式不是唯一的一种方式,可以通过其他程序来执行该刻槽。 它包括在主体的末端从外部应用具有特殊轮廓的滚子或滚子,该滚子或滚子使金属向内变形并折叠在头部上。 通过该过程,同时减小容器的口部的直径和边缘的凸缘以用于其随后的闭合。 见图1。 在上面提到的“固定容器”工作中,我们已经简要地讨论了这种开槽方式,现在我们将从工具设计的角度出发。
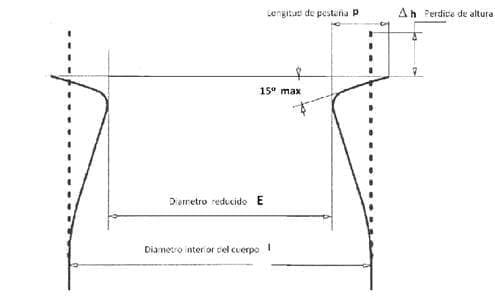
图n°1:带槽的带凸缘的卷筒容器
推辊安装在摆动臂上,该摆动臂在每个循环中接近要开槽的容器主体并绕其轴线旋转。
头部由以下部分组成:
-在其内表面上带有台阶的外圈,可通过在台阶上形成相同的挡块来限制法兰的长度。
-对中芯棒,在循环开始时将容器的末端固定在其上。
-圆锥台形的内部支撑,其侧面限制了容器的减小的直径(R),由滚轮推动的物料放置在该内部支撑上。
见图2
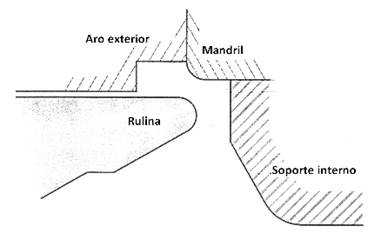
图2:每卷切槽和翻边头的示意图
应用领域
最常用的应用是盛装饮料的容器,即流行的“两件式”容器。 在它们中,仅需在一端开槽并用法兰连接即可。 无论它们是用马口铁或铝制成的,都可以应用此技术。 执行该操作的团队将容器放在垂直位置。
它也用于“三件式”气雾剂容器的构造,在这种情况下,两端都是气雾剂容器,这有利于它们中的每个直径不同。 在这里,正常的情况是它们是在水平位置操作容器的机器。
计算
定义法兰头的主要尺寸如图3所示。 允许定义它们的值是:
培训卷:
收音机[R该卷的工作量可以包括以下数量:
-用于带有2.45法兰和公称直径的容器<的83。 R = 1毫米
-对于带有2.70法兰和公称直径的容器 > 的83。 R = 1.4毫米
头:
—外环:
o极限台阶直径D2 :
- D2 =容器的名义槽口直径(E)+法兰长度(p)的2倍。 (见图1)
o台阶高度H2 :
- 对于公称直径的容器,H2 = 0.25 mm< 83毫米
- 对于公称直径的容器,H2 = 0.40 mm> 83毫米
—定心卡盘:
o卡盘外径D3 :
- D3 =容器主体的内径(I)+ 0.08毫米
o心轴与外圈之间的高度差H1 :
- 对于公称直径的容器,H1 = 0.10 mm< 83毫米
- 对于公称直径的容器,H1 = 0.20 mm> 83毫米
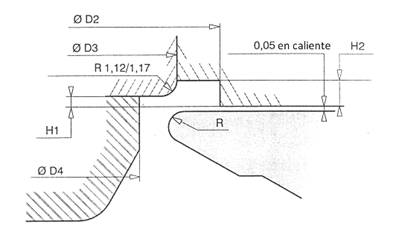
图3:每个滚轮的法兰头的基本尺寸
—内部支持:
o外径D4 :
- D4 =容器的名义缺口直径-0.10毫米
其余的测量是由机器的尺寸和设计者的品味决定的。














0 Comments