
抽象的
描述了一种能够以9000单位/小时的速度定向并供给到自动封口机的机器,该自动封口机为圆锥形的旋转帽。 这是机械化的一个很好的例子。 该选项不会消除手动将上述盖子送入封口机的可能性。
介绍
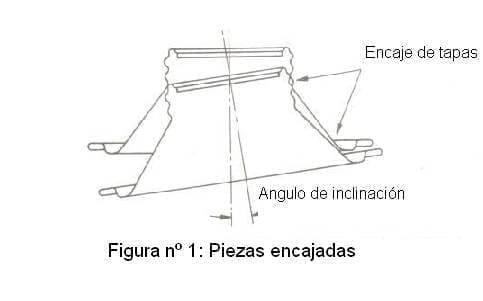
带有螺纹颈部的盖子呈圆锥形,因此很难将其送入封口机。 它们不会自然地分组或堆叠,并且当堆叠在一起时,相邻的盖子会相互倾斜,从而会卡在一起。 见图1。 过去已经尝试了各种进料方法以努力消除该问题。
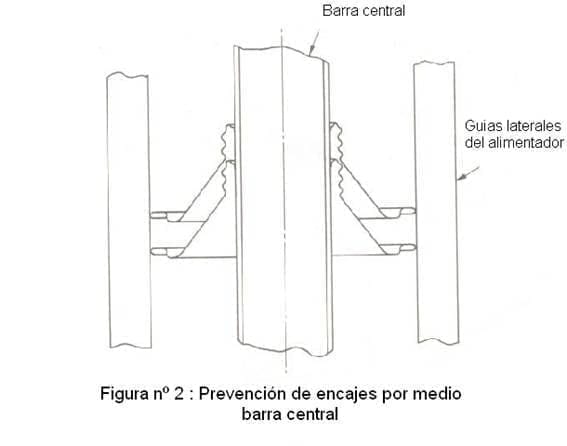
解决方案之一涉及操作员将盖子放置在中心杆上,然后将其装入封闭机的盖子堆叠器中。 该杆用作中央定位器导向装置,可防止盖子意外脱落。 参见图2。
当前使用的另一种方法是使操作员将正确定向的瓶盖放入倾斜的斜槽中,该斜槽连接到封口机的瓶盖堆叠器上。 该通道具有振动器,可帮助底部沿其向下移动,而不会造成割伤。
两种方法的缺点都是繁琐的工作,这限制了生产速度。 另外,部件相对于下一个部件的倾斜会引起堵塞,特别是在机器的堆垛机出口处会造成堵塞,从而降低了生产线的效率。
此处详细介绍的工作使我们有可能开发出一种装置,该装置可以无序接受锥形盖,并将其正确定向到封口机进纸器。
设备说明
图3显示了设备的总体视图。
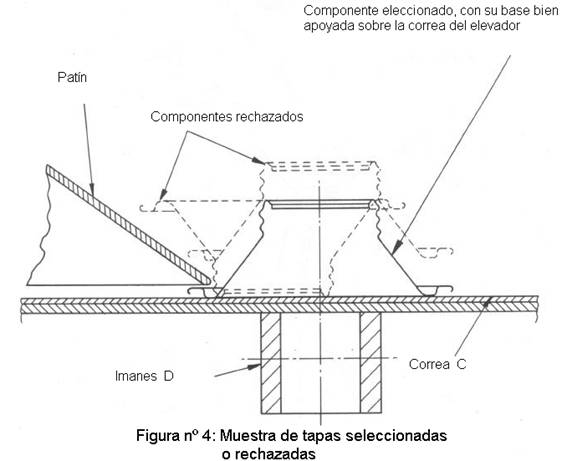
它由一个大桶组成 (A),其容量约为1600盖,(以9000个容器/小时的速度工作10分钟)。 背景的一部分 (B)的油箱,位于皮带提升机的前面 (C)垂直倾斜约40mm并摇动盖子,以防止它们锁定。 一些磁铁 (D)安装在电梯皮带的后面,将盖板朝其方向吸引。 被吸引的盖子在皮带上从桶中运出。 乐队以33 m / mi的速度行进并不断移动。 在电梯的皮带上,放置了一系列的滑轨和门(或舷窗),以确保只有铲斗底部完全支撑在皮带上的盖子才能继续行驶。 其余位置不佳的西班牙小吃会返回大桶。 见图4
导板的最后部分将盖板偏压到皮带的一侧,确保它们沿着输送机的水平部分分开放置。 磁力滑轮 (F)将瓶盖从电梯皮带转移到堆叠器 (G),以牧羊犬的弯曲方式弯曲。 导杆 (H)从磁性皮带轮上伸出,并确保盖子的卷曲被吸引到所述皮带轮上,并正确定向以将其转移到堆叠器上。 见图5。
堆叠器的形状使盖子可以自由支撑和定位内部导轨 (J),也就是说,它保持漂浮状态,搁在盖子上。该导轨有助于盖子以必要的速度通过堆叠器,为此,它受到振动器的帮助 (K)安装在堆叠器上。
由于此内部导轨(J)是通过堆叠器中的盖支撑和定位的,因此必须控制下层和上层,因为使用了这两个传感器头。 (土地 (M)。 传感器 (L)控制上层,当带式提升机的进料超过封口机的速度时起作用。 在这种情况下,盖在堆积器中的堆积会覆盖传感器头 (L)。 电气作用在导流板上 (N),盖子从升降机皮带弹出,进入返回通道 (O),将它们返回到大桶中。 (请注意,在此操作过程中,皮带提升机仍在移动并将盖子从油箱中移出)。
感测头(M)控制堆叠器的下部高度。 当来自电梯的进给速度小于关闭速度时,堆叠器中盖的高度会降低,从而使传感头暴露。 该信号转化为减少了容器主体到达封口机的时间。 这操作了“无阀盖,无盖”机构,立即停止了将盖从供料器输送到封口机。 通过上述操作,堆叠器可以重新装满瓶盖,然后重新启动该过程
评论
这种简单的设备是机械化的典型示例。 它不仅减少了要执行的任务,而且还提高了封口机的速度和效率,在直接控制进料器中盖子的情况下,确保了组件的稳定流动,而没有在它们之间发生楔入的风险。 另一个优点是在封口机中无需进行任何改动,因此可以利用堆垛机中内部导杆(J)的积极特性,在必要时手动送入瓶盖。
该机构可以应用于锥形锥形盖以外的其他部件。 例如,它可以有效地喂入气溶胶圆顶或带有中心孔的任何不可堆叠的圆形元件。













0条评论